

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
ФГБОУ ВПО РЫБИНСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ имени П.А.СОЛОВЬЕВА
Факультет: Авиатехнологический
Кафедра «ТАДиОМ»
Расчётно-графическая работа
по дисциплине:
«Металлообрабатывающие станки и инструменты»
на тему:
«Разработка структуры, кинематической схемы и кинематический
расчёт станка модели 1Б240-6К»
Студент группы ДТС-12___________________________________ Кулешов А.В.
(Шифр) (Подпись, дата) (Фамилия И.О.)
Руководитель _______________________________________ Алифанов А.Я.
(Подпись, дата) (Фамилия И.О.)
Рыбинск 2014
Содержание
2 Общий вид токарно-револьверного автомата 7
3 Кинематическая схема шестишпиндельного автомата 9
мод.1Б240-6К 9
3.1 Вспомогательные движения 12
4 Основные узлы и механизмы автомата. 14
4.1 Шпиндельный блок автомата мод. 1Б240-6К 14
5 Инструмент 22
6 Область применения 23
Список использованных источников. 24
1 Шестишпиндельный токарный автомат
Шестишпиндельный горизонтальный токарный автомат, как и одношпиндельный, предназначен для изготовления различных деталей из труб и калиброванных прутков круглого, квадратного или шестигранного сечения из
различных марок стали и цветных сплавов. Они могут иметь четыре, шесть
(рис. 1) или восемь шпинделей 6, расположенных по окружности в едином
шпиндельном блоке 1 и получающих вращение с одинаковой частотой от главного привода через вал 3 и общее центральное колесо 7. Периодическим поворотом шпиндельного блока шпиндели переводятся из одной позиции в другую.
Режущий инструмент устанавливается на индивидуальных для каждой позиции поперечных суппортах 2 и на общем для всех позиций продольном суппорте 5, перемещающемся по направляющей гильзе 4. Этот суппорт выполнен в виде многогранника с числом граней, равным количеству позиций, на которых и располагаются державки с инструментами. Заготовка обрабатывается различными
группами режущих инструментов при последовательном прохождении шпинделя через все позиции автомата. На последней позиции происходят отрезка готовой детали и подача прутка для изготовления следующей детали. Все операции
технологического процесса разделяются и группируются по позициям так, что бы время их выполнения на каждой позиции было одинаковым и минимальным.
Обработка ведется одновременно на всех позициях, и поэтому готовая деталь будет сниматься с автомата после каждого поворота шпиндельного блока на одну позицию.
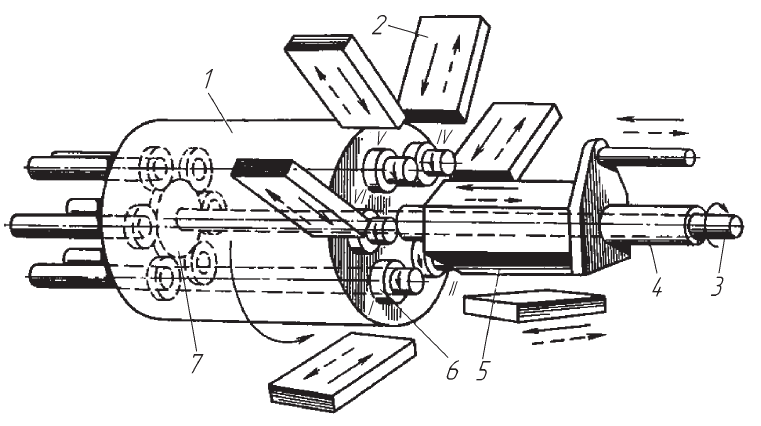
Рисунок 1 (Схема работы многошпиндельного токарного автомата)
В отличие от одношпиндельных автоматов, холостые ходы здесь выполняются не последовательно, чередуясь с рабочими ходами, а все сразу и, кроме того, при ускоренном вращении распределительного вала. Этот принцип обеспечивает более высокую производительность обработки.
Автоматы, на которых заготовки обрабатываются по схеме на рис. 1, получили название автоматов последовательного действия.
Восьмишпиндельные автоматы этого типа имеют две позиции, на которых может производиться подача и зажим материала, и соответственно поворот шпиндельного блока может осуществляться сразу на две позиции. Это позволяет последовательно обрабатывать заготовки простых деталей на половине позиций и снимать с автомата за цикл работы сразу две готовые детали.
Шестишпиндельные автоматы также могут выпускаться для параллельной обработки двух потоков заготовок, однако, в отличие от восьмишпиндельных, они не могут быть перенастроены на однопоточный режим.
В автоматах параллельного действия заготовки на всех позициях обрабатываются только одной группой инструментов, и поэтому за цикл работы на них получают столько готовых деталей, сколько рабочих позиций имеет автомат.
Назначение и область их применения те же, что и у одношпиндельных фасонно-отрезных автоматов.