

2.2 Расчет режимов резания
Для получения лысок в качестве режущего инструмента выбираю концевую фрезу, оснащенную винтовыми твердосплавными пластинками.
Обозначение фрезы – фреза 2223-0507 ГОСТ 20537-75.
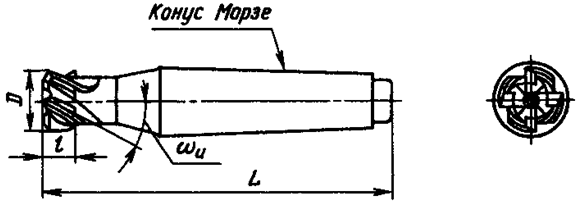
Рисунок 4 – Концевая фреза
Геометрические параметры фрезы занесены в таблицу 2.
Таблица 2 – Геометрические параметры концевой фрезы.
Dф |
l |
L |
Число зубьев |
ω |
Dхв |
Конус Морзе |
50 |
22 |
190 |
6 |
40 |
- |
5 |
Так как заготовка устанавливается в призмы и обрабатывается концевой фрезой, то в качестве оборудования выбираю вертикально-фрезерный станок. Для того, чтобы выбрать определенную модель станка, необходимо знать габариты заготовки, ряд подач и частот станка, его мощность, тип производства и др.
Предварительно выбираем вертикально-фрезерный станок модели 6Р13, у которого:
Размеры рабочей поверхности стола (длина и ширина).400х1600
Наибольшее перемещение стола: Продольное……800
Поперечное…………………………….…….280
Вертикальное……………………….………...420
Мощность электродвигателя, кВт…………….11
Рассчитываем режимы резания для концевой фрезы. В данном случае концевая фреза работает как торцевая фреза при симметричной схеме фрезерования. Глубина резания:
![]()
Ширина фрезерования определяется по следующей зависимости:
![]()

Рисунок 5 – Фрезерование концевой фрезой
При фрезеровании
различают подачу подачу на один зуб
![]() ,
подачу на один оборот фрезы
,
подачу на один оборот фрезы ![]() и подачу минутную
и подачу минутную ![]() ,
которую определяют по следующей формуле:
,
которую определяют по следующей формуле:
![]()
где ![]() частота
вращения фрезы, об/мин;
частота
вращения фрезы, об/мин;
![]() число
зубьев фрезы.
число
зубьев фрезы.
Исходной величиной
подачи при черновом фрезеровании
является подача на один зуб. По таблице
[4, табл. 36, с.285]:
![]()
Тогда подача на один оборот фрезы:
![]()
Минутная подача равна:
![]()
Принимаем по паспорту станка 6Р13 минутную подачу:
![]()
Скорость резания – окружная скорость фрезы:
![]()
Значения коэффициента
![]() и показателей степени приведены [4,
табл.39, с.286], а период стойкости инструмента
Т – [4, табл.40, с.287]:
и показателей степени приведены [4,
табл.39, с.286], а период стойкости инструмента
Т – [4, табл.40, с.287]:
![]()
Общий поправочный
коэффициент на скорость резания ![]() ,
учитывающий фактическое усилие резания:
,
учитывающий фактическое усилие резания:
![]()
где ![]() коэффициент,
учитывающий качество обрабатываемого
материала [4, табл.1, с.261];
коэффициент,
учитывающий качество обрабатываемого
материала [4, табл.1, с.261];
![]() коэффициент,
учитывающий состояние поверхности
заготовки [4, табл. 5, с.263];
коэффициент,
учитывающий состояние поверхности
заготовки [4, табл. 5, с.263];
![]() коэффициент,
учитывающий материал инструмента [4,
табл.6, с.263].
коэффициент,
учитывающий материал инструмента [4,
табл.6, с.263].
Скорость резания будет равна:

Рассчитываем частоту вращения шпинделя:
![]()
Согласовываем рассчитанную частоту вращения шпинделя с паспортной величиной. Тогда принимаем частоту вращения шпинделя:
![]()
Пересчитываем скорость резания:
![]()
Главная составляющая силы резания при фрезеровании – окружная сила:

Значение коэффициента
![]() и показателей степени приведены в [4,
табл.41, с.291]:
и показателей степени приведены в [4,
табл.41, с.291]:
![]() .
.
Поправочный коэффициент на качество обрабатываемого материала:
![]()
Эффективная мощность резания:
![]()
Мощность двигателя
станка составляет ![]() ,
а эффективная мощность резания
,
а эффективная мощность резания ![]() .
Таким образом, на данном станке можно
выполнить операцию фрезерования лысок.
Техническая норма времени определяется
штучным и штучно-калькуляционным
временем:
.
Таким образом, на данном станке можно
выполнить операцию фрезерования лысок.
Техническая норма времени определяется
штучным и штучно-калькуляционным
временем:
![]()
![]()
где
![]() основное
(машинное) время;
основное
(машинное) время; ![]() вспомогательное
время;
вспомогательное
время; ![]() время
на организационное и техническое
обслуживание
рабочего места;
время
на организационное и техническое
обслуживание
рабочего места; ![]() время
перерывов на отдых и естественные
надобности;
время
перерывов на отдых и естественные
надобности;
![]() подготовительно-заключительное
время;
подготовительно-заключительное
время;
![]() - количество деталей в партии запуска.
- количество деталей в партии запуска.
Основное время определяется по формуле:
![]()
Где ![]() длина
обрабатываемой поверхности;
длина
обрабатываемой поверхности;
![]() величина
врезания инструмента;
величина
врезания инструмента;
![]() величина
перебега инструмента;
величина
перебега инструмента;
![]() число
проходов.
число
проходов.
Используя [7], определяем остальное время.
Вспомогательное время равно:
![]() .
.
Время на обслуживание рабочего места и отдых берется в процентах от основного:
![]()
![]()
Штучное время:
![]()
Подготовительно-заключительное время равно:
![]()
где ![]() время
на наладку;
время
на наладку;
![]() время
на дополнительные приемы;
время
на дополнительные приемы;
![]() время
на получение инструмента и приспособления
до начала и сдачу после обработки.
время
на получение инструмента и приспособления
до начала и сдачу после обработки.
Так как тип производства – среднесерийный, то отношение
![]()
Тогда можно считать, что
![]()