

Определение производственных площадей.
По назначению площади цехов делятся на производственные, вспомогательные и служебно-бытовые.
Производственная площадь включает площади, занятые производственным оборудованием и рабочими местами около этого оборудования, верстаками, стендами, а также рабочими местами для выполнения слесарных, сборочных и вспомогательных производственных операций рабочими местами мастеров и контролеров, средствами механизации и автоматизации, межоперационным транспортом, складами заделов, проходами и проездами между рядами станков (за исключением магистральных).
Вспомогательная площадь включает площади, занятые вспомогательными подразделениями (ремонтными и инструментальными службами, лабораториями, складами), а также межцеховыми магистральными проездами.
На служебно-бытовых площадях размещаются помещения для административно-технического персонала и общественных организаций, объекты санитарно-гигиенического назначения, общественного питания.
Общей площадью цеха называется сумма производственных и вспомогательных площадей без служебно-бытовых помещений.
Основным показателем для определения общей площади цеха и каждого из его производственных участков является удельная площадь, то есть площадь, приходящаяся на единицу оборудования или одно рабочее место:
![]()
По этому показателю судят об использовании производственной площади цеха. Очень плотное размещение станков создает нерациональные условия для работы (затрудняет движения рабочего, уменьшает безопасность, ухудшает освещенность); в результате снижается производительность труда. Редкое размещение также нежелательно, поскольку приводит к увеличению затрат на один станок.
В удельную общую площадь входят площади следующих вспомогательных помещений, кладовых инструментов, приспособлений, абразивов, помещений ОТК, промежуточных складов металла, полуфабрикатов и готовых изделий. Площади помещений для приготовления, сбора и регенерации СОЖ, переработки стружки, ремонтной мастерской, приспособлений и заточного отделения в удельную площадь цеха не включают.
В зависимости от габаритов используемого оборудования и транспортных средств, определяющих ширину проездов, удельные площади принимаются:
для малых станков с габаритами до 1800800 Sуд.=10…12 м2;
для средних станков с габаритами до 40002000 Sуд.=15…25 м2;
для крупных станков с габаритами до 80004000 Sуд.=30…50 м2;
для особо крупных станков с габаритами до 160006000 Sуд.=70…150 м2.
Удельные показатели площади разрабатываются отраслевыми проектными организациями. Они зависят от вида производства и габаритных размеров принятого технологического оборудования. Поскольку в проектируемом цехе имеется оборудование с различными габаритами, то для предварительной оценки площади используют обобщенные удельные показатели для аналогичных цехов.
Значения удельных площадей механических цехов в зависимости от вида обрабатываемых деталей приведены в таблице 3.6.
Расчеты, проведенные по табличным данным удельных площадей, требуют уточнения. Поэтому при детальном проектировании производственная площадь определяется на основании планировки.
Таблица 3.6 – Нормы удельной площади для механических цехов серийного производства
Участки обработки технологических групп деталей |
Габаритные размеры (длинаширина), мм |
Удельная общая площадь, м2 |
|
Базовые детали (плиты, станины) |
до 80003000 |
200 |
|
до 40002000 |
150 |
||
Корпусные детали |
до 30001500 |
100 |
|
до 20001000 |
40 |
||
до 1000500 |
40 |
||
Планки, кронштейны, вилки |
до 700500 |
30 |
|
Тела вращения (планшайбы, шкивы, зубчатые колеса, шестерни, валы) |
Диаметр |
Длина |
|
>1000 |
>3000 |
120 |
|
320..1000 |
700..3000 |
80 |
|
200..320 |
до 700 |
45 |
|
до 65 |
до 100 |
25 |
|
После определения площади участков механической обработки определяют площади вспомогательных отделений. Расчеты выполняют либо на основании планировок (при детальном проектировании), либо в процентах от производственной площади: Sвсп.=(15…20%)Sпр.
Ширину магистральных проездов принимают равной 4,5…5,5 м, ширину пешеходных проходов – 1,4 м.
В последнюю очередь определяются площади служебно-бытовых помещений. К ним относятся:
административные и служебные (тех. часть, конструкторское бюро, планово-диспетчерское бюро, бухгалтерия, помещения мастеров и сменных инженеров);
бытовые (гардероб, душевые, санузлы, прачечные, медпункты, парикмахерские, кабинет эмоциональной разгрузки, столовые, буфеты и др.).
Площадь административно-служебных помещений определяют из расчета 3,25 м2 на каждого рабочего в смену с наибольшим числом работающих. В конструкторских бюро добавляется 5 м2 на каждый кульман. Место мастера представляет собой площадку (обычно на возвышении) площадью 22 или 2,52,5 м2.
Площадь бытовых помещений определяют из расчета 2,7…3 м2 на человека. При этом их расположение относительно рабочих мест также регламентируется определенными нормами, например:
пункты приема пищи при получасовом перерыве на обед должны располагаться на расстоянии до 300 м от рабочих мест, при часовом перерыве − до 600 м;
санузлы должны располагаться на расстоянии не более 100 м до рабочих мест.
Вопрос № 9.
Погрешности механической обработки деталей. Определение суммарной погрешности.
Общую погрешность обработки (в частности механоо6работки) можно выразить функцией от ряда не зависящих друг от друга величин:
![]() (
1 )
(
1 )
Здесь в скобках указаны частные (элементарные) погрешности, вызванные действием Факторов различной природы.
![]() -
суммарная погрешность
формы детали, вызванная
несовершенством технологического
оборудования
и состоящая из элементарных погрешностей,
вызываемых:
1)
геометрическими неточностями
оборудования,
-
суммарная погрешность
формы детали, вызванная
несовершенством технологического
оборудования
и состоящая из элементарных погрешностей,
вызываемых:
1)
геометрическими неточностями
оборудования,![]() ;
;
2)
деформациями
заготовки под влиянием сил закрепления,![]() ;
;
3)
неравномерностью упругих
отжатий
в технологической
системе под влиянием возникающих в ней
сил,![]() .
.
Погрешности связанные с неточностью, износом и деформацией оборудования .
1) прямолинейность и параллельность направляющих;
2) параллельность оси шпинделя к направлению движения каретки (для токарных станков);
перпендикулярность оси шпинделя к плоскости стола (для фрезерных станков);
биение конического отверстия в шпинделе станка и т.д. Геометрические погрешности оборудования полностью или частично переносятся на обрабатываемые детали в виде систематических погрешностей последних. Систематические погрешности поддаются предварительному анализу и расчету.
Погрешности,
вызываемые деформациями заготовок под
влиянеим сил закрепления
![]() заж.
заж.
Величина погрешности взаимного расположения и формы обработанной поверхности детали может быть значительной, если место приложения зажимного усилия выбрано неправильно.
Погрешности, вызываемые упругими отжатиями под действием силы резания нер.
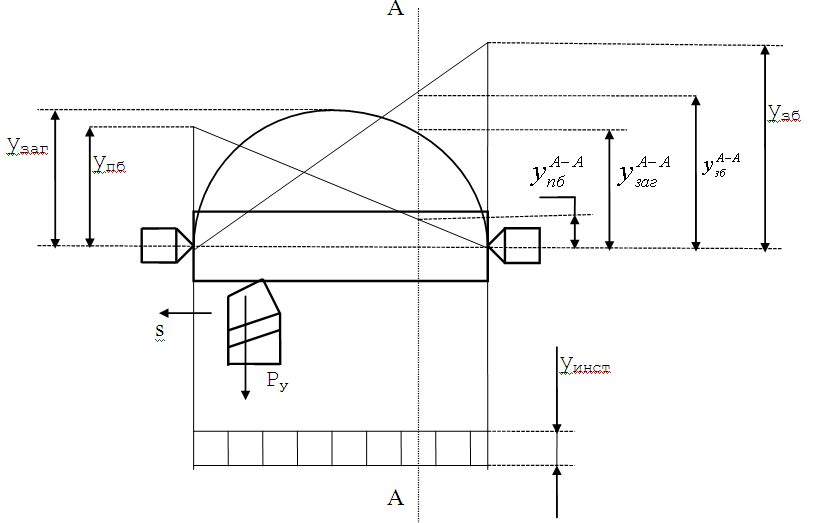
В начальный момент, когда резец находится у правого конца вала, вся нормальная составляющая Pу усилия резания передается через заготовку на задний центр, пиноль и заднюю бабку станка, вызывая упругую деформацию названных элементов в направлении «от рабочего». Это приводит к увеличению расстояния от вершины резца до оси вращения заготовки на величину yзб и к соответствующему возрастанию радиуса обработанной заготовки. Одновременно происходит упругое отжатие yинстр резца и суппорта в направления «на рабочего». Таким образом, в начальный момент диаметр обработанной поверхности фактически оказывается больше установленного
при настройке на величину =2(yзб+ yинстр). При дальнейшей обточке, т.е. перемещении резца от задней бабки к передней, отжатие задней бабки уменьшается, но возникает отжатие передней бабки yпб и заготовки yзаг. Следовательно в некотором сечении А-А фактический диаметр обтачиваемой заготовки оказывается равным:
![]() .
.
Поскольку упругие отжатия элементов ТС (кроме yинстр) изменяются по длине обрабатываемой заготовки, её диаметр, а следовательно и форма, оказываются переменными по длине.
y - погрешность, представляющая собой технологическую наследственность и обусловленная нестабильностью возникающих в технологической системе сил, вследствие имеющихся на заготовке отклонений.
![]() -
погрешность
установки
заготовки,
состоящая из
погрешностей
базирования
б,
закрепления
з
и приспособления
пр.
и
-
погрешность,
обусловленная
размерным износом инструмента;
н
-
погрешность размерной настройки
оборудования;
т
-
погрешность,
обусловленная тепловыми деформациями
технологической
системы.
-
погрешность
установки
заготовки,
состоящая из
погрешностей
базирования
б,
закрепления
з
и приспособления
пр.
и
-
погрешность,
обусловленная
размерным износом инструмента;
н
-
погрешность размерной настройки
оборудования;
т
-
погрешность,
обусловленная тепловыми деформациями
технологической
системы.
Вопрос № 10.
Методы определения припусков на обработку. Формулы для их определения расчетно аналитическим методом.
Припуск на обработку поверхностей детали может быть назначен по соответствующим справочным таблицам, ГОСТам или на основе расчетно-аналитического метода определения припусков. ГОСТы и таблицы позволяют назначать припуски независимо от технологического процесса обработки детали и условий его осуществления и поэтому в общем случае является завышенным, содержат резервы снижения расхода материала и трудоемкости изготовления детали.
Расчетно-аналитический метод базируется на анализе факторов, влияющих на припуски предшествующего и выполняемого переходов технологического процесса обработки поверхности. Значение припуска определяется методом дифференцированного расчета по элементам, составляющим припуск. Метод предусматривает расчет припусков по всем последовательно выполняемым технологическим переходам обработки данной поверхности детали (промежуточные припуски), их суммирование для определения общего припуска и расчет промежуточных размеров, определяющих положение поверхности, и размеров заготовки. Метод представляет собой систему, включающую методики обоснованного расчета припусков, увязку расчетных припусков с предельными размерами обрабатываемой поверхности и нормативные материалы, что сокращает в среднем отход металла в стружку по сравнению с табличными значениями и способствует повышению технологической культуры производства.
Существуют автоматический и индивидуальный методы получения размеров. При автоматическом методе минимальный припуск при последовательной обработке противолежащих поверхностей:
![]() (1)
(1)
при параллельной обработке противолежащих поверхностей:
![]()
при обработке наружных и внутренних поверхностей:
![]() (2)
(2)
![]() -
высота неровностей профиля на
предшествующем переходе;
-
высота неровностей профиля на
предшествующем переходе;
![]() -
глубина дефектного поверхностного слоя
(обезуглероженный или отбеленный слой);
-
глубина дефектного поверхностного слоя
(обезуглероженный или отбеленный слой);
![]() -
суммарные отклонения расположения
поверхности;
-
суммарные отклонения расположения
поверхности;
![]() -
погрешность установки.
-
погрешность установки.
Номинальный припуск поверхностей: наружных:
![]() (3)
(3)
![]() (4)
(4)
внутренних:
![]() (5)
(5)
![]() (6)
(6)
![]() ,
,
![]() ,
,
![]() и
и
![]() - нижние отклонения соответственно на
предшествующем и выполняемом переходах;
- нижние отклонения соответственно на
предшествующем и выполняемом переходах;
![]() ,
,
![]() ,
,
![]() ,
и
,
и
![]() - верхние отклонения размеров соответственно
на предшествующем и выполняемом
переходах;
- верхние отклонения размеров соответственно
на предшествующем и выполняемом
переходах;
, , , - размеры относящиеся к диаметральным.
Максимальный припуск на обработку поверхностей: наружных
![]() (7)
(7)
![]() (8)
(8)
внутренних
![]() (9)
(9)
![]() (10)
(10)
![]() и
и
![]() - допуски размеров на предшествующем
переходе и
- допуски размеров на предшествующем
переходе и
![]() и
и
![]() - допуски на выполняемом переходе.
- допуски на выполняемом переходе.
При
индивидуальном методе минимальный
припуск рассчитывается по формулам
(1), (2) с заменой в них погрешности
установки
погрешностью выверки![]() .
Номинальные и максимальные припуски
определяют по формулам (3)-(10).
.
Номинальные и максимальные припуски
определяют по формулам (3)-(10).
Вопрос № 11.
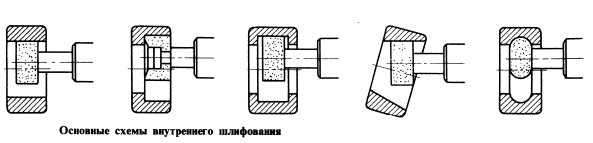
Шлифование наружных и внутренних цилиндрических поверхностей. Режимы резания при шлифовании.
Рабочий цикл шлифования. Обработка на круглошлифовальных станках ведется методом многопроходного шлифования, когда за каждый оборот детали снимается определенный припуск. Снимаемый припуск за каждый оборот детали или глубина Т срезаемого слоя не остаются постоянными, они изменяются на протяжении всей операции и определяют структуру рабочего цикла шлифования.
Типовая схема рабочего цикла шлифования состоит из 4 этапов: врезания, чернового съема, чистового съема и выхаживания рис.1
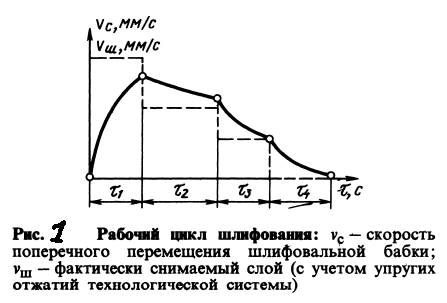
Этап τ1 врезания характеризуется ускоренной поперечной подачей шлифовального круга, вызывающей непрерывное увеличение глубины t срезаемого слоя в результате нарастания упругого натяга в технологической системе. При достижении заданного максимального t значения поперечную подачу круга замедляют. Глубина срезаемого слоя стабилизируется, и начинается этап τ2 чернового съема, во время которого удаляется до 60-70% общего припуска. Перед началом третьего этапа τ3 поперечная подача круга снова снижается, и чистовой съем металла протекает при непрерывно уменьшающейся глубине t, способствующей повышению точности поверхности. На этапе τ4 выхаживания поперечная подача круга прекращается, глубина t быстро уменьшается, достигая минимального значения. На этом этапе окончательно формируется качество шлифуемой поверхности.
Методы шлифования. На круглошлифовальных станках осуществляют продольное и врезное шлифование табл.1. Метод продольного шлифования более универсальный, чем метод врезного шлифования. Он не требует специальной наладки, одним шлифовальным кругом можно обрабатывать поверхности разной длины. При врезном шлифовании одновременно обрабатывается вся шлифуемая поверхность. Этот метод более производительный, для его осуществления применяют более широкие круги и станки повышенной мощности и жесткости.
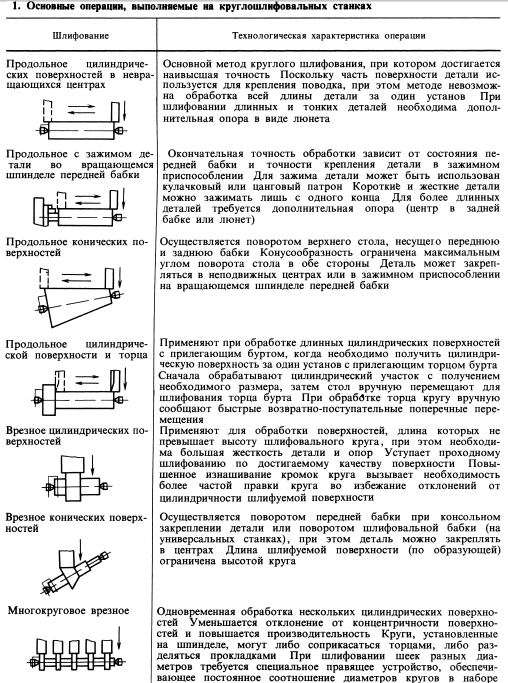
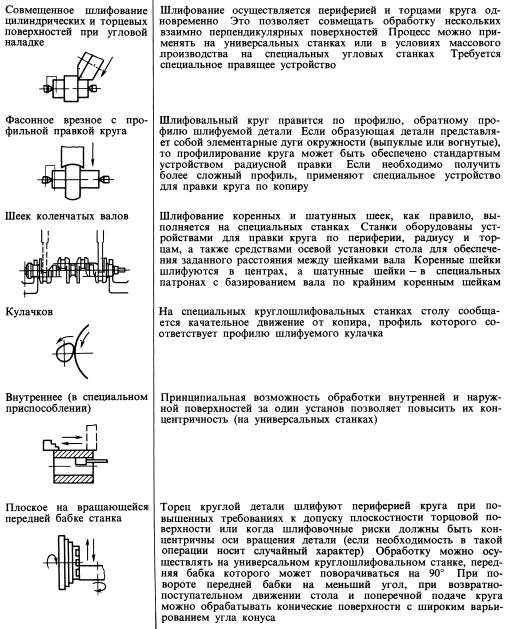
Отверстия в деталях на внутришлифовальных станках обрабатывают напроход и врезанием. Способ врезания используют при обработке коротких, фасонных и глухих отверстий, не имеющих канавок для выхода круга. Во всех остальных случаях применяют шлифование напроход, обеспечивающее более высокую точность и меньший параметр шероховатости. Учитывая малые жесткость шпинделя шлифовальной головки и диаметр абразивного круга, необходимо на операциях внутреннего шлифования снимать минимальные припуски. Диаметр абразивного круга выбирают наибольший, допустимый диаметром обрабатываемого отверстия.
Разработку режима резания при шлифовании начинают с установления характеристики инструмента. Инструмент при шлифовании различных конструкционных и инструментальных материалов выбирают по данным таблиц. Окончательная характеристика абразивного инструмента выявляется в процессе пробной эксплуатации с учетом конкретных технологических условий.
Основные параметры резания при шлифовании:
- скорость вращательного или поступательного движения заготовки νз , м/мин.;
- глубина шлифования t , мм, - слой металла, снимаемый периферией или торцом круга в результате поперечной подачи на каждый ход или двойной ход при круглом или плоском шлифовании и в результате радиальной подачи sp при врезном шлифовании;
- продольная подача s – перемещение шлифовального круга в направлении его оси в мм. на один оборот заготовки при круглом шлифовании или в мм. на каждый ход стола при плоском шлифовании периферией круга.
Эффективная мощность, кВт, при шлифовании периферией круга с продольной подачей
N=CN vзr tx sy dq
при врезном шлифовании периферией круга
N=CN vзr syp dq bz
при шлифовании торцом круга
N=CN vзr tx bz
где d – диаметр шлифования, мм.; b – ширина шлифования, мм, равная длине шлифуемого участка заготовки при круглом врезном шлифовании и поперечному размеру поверхности заготовки при шлифовании торцом круга.
Значения коэффициента CN и показателей степени в формулах берутся по таблице.
Вопрос № 12.
Определение режимов резания при точении. Методы. Формулы для расчета.
При назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования. Элементы режима резания обычно устанавливают в определенном порядке.
Глубина резания t: при черновой обработке назначают по возможности максимальную t, равную всему припуску или большей части его, при чистовой обработке – в зависимости от требований точности размеров и шероховатости обработанной поверхности.
Подача s: при черновой обработке назначают по возможности максимальную s, исходя из жесткости и прочности системы СПИД, мощности привода станка, прочности твердосплавной пластинки и других ограничивающих факторов; при чистовой обработке - в зависимости от требований точности размеров и шероховатости обработанной поверхности.
Скорость резания ν: рассчитывают по эмпирическим формулам, установленным для каждого вида обработки, которые имеют общий вид
![]()
Значения
коэффициента
![]() ,
показателей степени, и период стойкости
Т инструмента, применяемого для данного
вида обработки приведены в таблицах
для каждого вида обработки. Вычисленная
с использованием табличных данных
скорость резания
,
показателей степени, и период стойкости
Т инструмента, применяемого для данного
вида обработки приведены в таблицах
для каждого вида обработки. Вычисленная
с использованием табличных данных
скорость резания
![]() учитывает
конкретные значения глубины резания t
, подачи s
, и стойкости Т и действительна при
определенных табличных значениях ряда
других факторов. Для учета других
факторов вводится поправочный коэффициент
Кv.
Тогда действительная скорость резания
v
= vтбКv,
где Кv
- произведение ряда коэффициентов.
Важнейшими из них, общими для различных
видов обработки, являются:
учитывает
конкретные значения глубины резания t
, подачи s
, и стойкости Т и действительна при
определенных табличных значениях ряда
других факторов. Для учета других
факторов вводится поправочный коэффициент
Кv.
Тогда действительная скорость резания
v
= vтбКv,
где Кv
- произведение ряда коэффициентов.
Важнейшими из них, общими для различных
видов обработки, являются:
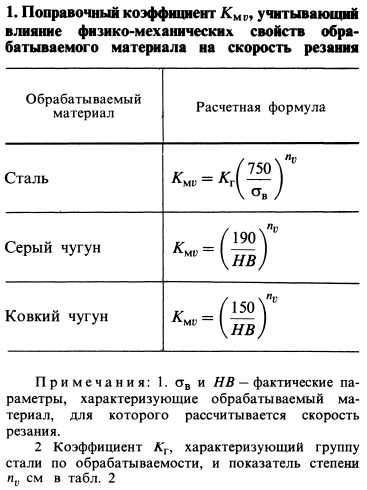
Кmv – коэффициент, учитывающий качество обрабатываемого материала,
Кnv – коэффициент, отражающий состояние поверхности заготовки,
КИV – коэффициент, учитывающий качество материала инструмента.
Стойкость Т - период работы инструмента, приводимый для различных видов обработки, соответствует условиям одноинстрементной обработки. При многоинструментной обработке период стойкости Т следует увеличивать.
Сила резания. Под силой резания обычно подразумевают ее главную составляющую РZ , определяющую расходуемую на резание мощность Ne и крутящий момент на шпинделе станка.
При точении
Глубина резания t: при черновом точении и отсутствии ограничений по мощности оборудования, жесткости системы СПИД принимается равный припуску на обработку; при чистовом точении припуск срезается за 2 прохода и более. На каждом последующем переходе следует назначать меньшую глубину резания. При параметре шероховатости обработанной поверхности Ra=3,2 мкм включительно t =0,5-2,0 мм; Ra≥0,8 мкм, t =0,1-0,4 мм.
Подача S: : при черновом точении и отсутствии ограничений по мощности оборудования, жесткости системы СПИД, прочности режущей пластины, и прочности державки. Рекомендуемые подачи при черновом наружном точении и черновом растачивании берутся из таблиц. Подачи при чистовом точении выбирают из таблиц в зависимости от требуемых параметров шероховатости обработанной поверхности и радиуса при вершине резца.
Скорость резания ν, м/мин: при наружном продольном и поперечном точении и растачивании рассчитывают по эмпирической формуле
![]()
а
при отрезании, прорезании и фасонном
точении – по формуле
![]() Среднее
значение стойкости Т при одноинструментальной
обработке – 30-60 мин. Коэффициент
Среднее
значение стойкости Т при одноинструментальной
обработке – 30-60 мин. Коэффициент
![]() является
произведением коэффициентов, учитывающих
влияние материала заготовки Кmv
, состояния поверхности Кnv
,
материала инструмента КИV
.
является
произведением коэффициентов, учитывающих
влияние материала заготовки Кmv
, состояния поверхности Кnv
,
материала инструмента КИV
.
Сила резания. Силу резания Н, принято раскладывать на составляющие силы, направленные по осям координат станка (тангенциальную РZ , радиальную РY и осевую РX). При наружном продольном и поперечном точении, растачивании, отрезании, прорезании пазов и фасонном точении эти составляющие рассчитывают по формуле
![]()
Постоянная
![]() и показатели степени для конкретных
(расчетных) условий обработки для каждого
из составляющих силы резания приведены
в таблицах. Поправочный коэффициент
и показатели степени для конкретных
(расчетных) условий обработки для каждого
из составляющих силы резания приведены
в таблицах. Поправочный коэффициент
![]() представляет собой произведение ряда
коэффициентов (
=
представляет собой произведение ряда
коэффициентов (
=![]()
![]()
![]()
![]()
![]() ),
учитывающих фактические условия резания.
Значения этих коэффициентов приведены
в таблице.
),
учитывающих фактические условия резания.
Значения этих коэффициентов приведены
в таблице.
Мощность резания. кВт, рассчитывают по формуле
![]()
При одновременной работе нескольких инструментов эффективную мощность определяют как суммарную мощность отдельных инструментов.
Вопрос № 13.
Пневмоприводы. Конструкция и схема расчета и размеров.
Пневмоприводы состоят из пневмодвигателей пневматической аппаратуры и воздухопроводов.
Пневматические силовые приводы разделяются на пневматические цилиндры с поршнем и пневматические камеры с диафрагмами.
По способу компоновки с приспособлениями поршневые и диафрагменные пневмоприводы разделяют на встроенные, прикрепляемые и универсальные. Встроенные пневмоприводы размещают в корпусе приспособления и составляют с ним одно целое. Прикрепляемые пневмоприводы устанавливают на корпус приспособления и составляют с ним одно целое. Прикрепляемые пневмоприоводы устанавливают на корпусе приспособления, соединяют с зажимными устройствами, их можно отсоединять от него и применять на других приспособлениях. Универсальный пневмопривод – это специальный пневмоагрегат, применяемый для перемещения зажимных устройств в различных станочных приспособлениях.
Пневматические поршневые и диафрагменные пневмодвигатели бывают одно- и двустороннего действия. В пневмодвигателях одностороннего действия рабочий ход поршня со штоком в пневмоцилиндре или прогиб диафрагмы в пневмокамере производится сжатым воздухом, а обратный ход поршня со штоком или диафрагмы со штоком – под действие пружины, установленной на штоке. Пневмоприводы одностороннего действия применяют в тех случаях, когда при зажиме требуется сила, большая, чем при разжиме; пневмоприводы двухстороннего действия – когда при зажиме и разжиме требуется большая сила, например в приспособлениях с самотормозящимися зажимными устройствами.
Пневмоприводы по виду установки делятся на невращающиеся и вращающиеся. Невращающиеся пневмоприводы применяют в стационарных приспособлениях, установливаемых на столах сверлильных и фрезерных станков, вращающиеся пневмоприводы – для перемещения зажимных устройств вращающихся приспособлений (патроны токарных станков). Пневмоприводы применяются также для зажимных устройств приспособлений, устанавливаемых на непрерывно или периодически вращающихся столах станков.
Источником энергии, приводящей в действие пневматические приводы служит сжатый воздух.
В поршневых пневмоприводах одностороннего действия сжатый воздух подается только в полость пневоцилиндра и перемещает поршень со штоком вправо при зажиме заготовки. При разжиме детали поршень со штоком отводится влево пружиной, установленной на штоке, а воздух через золотник крана уходит в атмосферу. В поршневых пневмоприводах двухстороннего действия сжатый воздух поочередно поадется в обе полости пневмоцилиндра и перемещает поршень со штоком при зажиме и разжиме. Золотник распределительного крана при повороте рукоятки производит последовательную подачу сжатого воздуха в полости пневмоцилиндра и выпуск воздуха из полостей в атмосферу.
При расчете пневмоприводов определяют осевую силу на штоке поршня, зависящую от диаметра пневмоцилиндар и давления сжатого воздуха в его полостях. Расчет осевой силы Q на штоке поршневого привода производится по следующим формулам:
Q=(π·D2·ƞ)/4-Q1
Для пневмоцилиндра двухстороннего действия при давлении сжатого воздуха на поршень в бесштоковой полости:
Q=(π·D2·η)/4
И штоковой полости:
Q=(π·(D2-d2)·ρ·ƞ)/4
где D- диаметр пневмоцилиндра (поршня),см; d-диаметр штока поршня, см; p- давление сжатого воздуха р=0,389 Мн/м2; η=0,85-0,9- к.п.д., учитыващий потери в пневмоцилиндре; Q1- сила сопротивления.
Возвратная пружина на штоке приее определенном сжатии ( в конце рабочего хода поршня) должна оказывать сопротивление от 5 при больших до 20% при малых диаметрах пневмоцилиндра от силы Q на штоке пневмоцилиндра в момент зажима детали в приспособлении.
Практически применяют следующие размеры диаметров D рабочих полостей цилиндров: 75, 100,125, 200, 250, 300, 350 мм.
Основным условие работы пневмоцилиндра является его герметичность. Пневмоцилиндр гермитичен, если сжатый воздух, поступающий в его полости, не утикает в атмосферу и не просачивается из одной полости в другую. Для герметизации пневмоцилиндров применяют манжеты V- образного сечения, кольца круглого сечения, уголковые воротниковые манжеты.
Вопрос № 14.
Групповой технологический процесс. Выбор комплексной детали.
Групповой технологический процесс - это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Групповой процесс нашел применение в мелкосерийном и серийном производстве. Сущность групповой технологии заключается, в группировании изделий в технологические группы по технологическому подобию.
Групповой технологический процесс разрабатывают на комплексное изделие. В качестве комплексного изделия технологической группы служит какое-то изделие из группы или искусственно созданное изделие. Берется наиболее сложная деталь, которая включает все поверхности других деталей и, если она не содержит всех поверхностей, содержащихся в других деталях группы, то к ней искусственно добавляют недостающие поверхности. Для комплексного изделия разрабатывается технологический процесс и все изделия этой группы изготавливают по данному технологическому процессу, пропуская отдельные технологические переходы. Все изделия, закрепленные за этим технологическим процессом, изготавливают партиями.
Различают групповую операцию и групповой технологический процесс. Групповая технологическая операция разрабатывается для выполнения технологически однородных работ при изготовлении группы изделий на специализированном рабочем месте при условии возможности частичной подналадки технологической системы. Групповой технологический процесс представляет собой комплекс групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута группы изделий, элементов.
Применение групповой технологии особенно эффективно когда удается создать групповые поточные или автоматизированные линии изготовления изделий или деталей отдельных групп. Применение групповой технологии тем эффективнее, чем больше технологическая группа.
Недостатки:
необходимость учета календарного выпуска продукции;
изделия, изготавливаемые по групповой технологии, хотя и похожи, но имеют и различия, поэтому избавиться полностью от переналадок оборудования не удается;
по мере расширения номенклатуры деталей в группе при разработке групповой наладки возрастают ее сложность, количество позиций и время простоя инструментальных позиций, это ограничивает номенклатуру деталей в группе и приводит к росту числа групп.
Групповая технология оправдывает себя при условии многократного повторения выпуска данной технологической группы изделий. Если повторяемость отсутствует или незначительна, то дополнительные затраты на технологическую подготовку, которые значительно выше по сравнению с единичной технологией, себя не окупают.
Вопрос № 15.
Производственный и технологический процессы. Типы машиностроительного производства. Область применения.
Производственный процесс состоит из отдельных (основных) процессов, осуществляемых для получения из материалов и полуфабрикатов готовой продукции и имеет следующие этапы:
1. Изготовление заготовок деталей (литье, ковка, штамповка, отрезка и первичная обработка проката).
2. Обработка заготовок на металлорежущем и ином оборудовании (термообработка, гальваника и т.п.) для получения готовых деталей.
3. Узловая сборка — соединение отдельных деталей в сборочные единицы (механизмы, агрегаты и др.) с возможной их смазкой, окраской и т.п.
4. Окончательная сборка продукции (машины).
5. Регулирование и испытание машины.
6. Отделка (исправление недостатков, подкраска) изделия.
Каждый этап производства имеет также вспомогательные процессы, обеспечивающие основные (транспортировка, контроль, изготовление оснастки и др.)
Технологический процесс механической обработки деталей является частью производственного процесса изготовления изделия и производится на металлорежущих станках и делится на операции.
Операция — законченная часть технологического процесса обработки одной детали (или одновременно нескольких) на одном рабочем месте.
Примечание. Обработка всей детали на станке с перестановками – одна операция.
Обработка партии деталей с одной стороны, а потом с другой – две операции.
Установ(ка) — часть операции, выполняемая при одном закреплении заготовки (сборочной единицы).
Позиция — часть установа, отдельное положение заготовки (сборочной единицы) относительно инструмента.
Переход технологический — законченная часть операции, характеризуемая постоянством применяемого инструмента и обрабатываемой поверхности.
Переход вспомогательный — законченная часть операции, обеспечивающая технологический переход (установка и снятие детали, смена инструмента, вклю-чение–выключение станка и др.)
Технологические переходы состоят из различных ходов.
Ход рабочий (проход) — часть технологического перехода по однократному перемещению (режущих кромок) инструмента относительно заготовки (снятие одного слоя материала).
Ход вспомогательный — часть технологического перехода по однократному нерабочему перемещению инструмента относительно заготовки (быстрый подвод или отвод инструмента).
Виды производства
Виды производства определяются в зависимости от количества трудоемкости выпускаемой продукции в год, и различают:
Единичное — выпуск единичных (нескольких) экземпляров (неповторяющихся или редко повторяющихся) продукции в год.
Используют универсальные станки, приспособления, инструмент с возможно большей концентрацией (обработкой на одном станке) производства.
Серийное — выпуск продукции партиями (сериями), и условно различается на мелко-, средне- и крупносерийное производство.
Массовое — непрерывное изготовление одинаковой продукции (работа на конвейере) продолжительное время.
Вопрос № 16.
Схемы основных узлов и технологические возможности станков фрезерной группы.
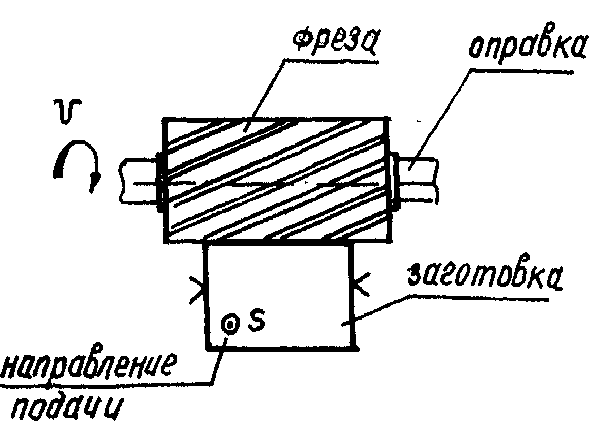
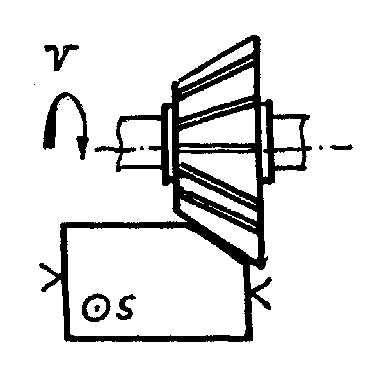
На фрезерных станках обрабатывают с помощью фрез плоские и фасонные поверхности на рычагах, планках, корпусных и других деталях, не являющимися телами вращения, делают местные вырезы и срезы, прорезают прямые и винтовые канавки, а в отдельных случаях нарезают резьбы и зубья колес. Вращение фрезы является главным движением, относительное перемещение фрезы и заготовки (обычно прямолинейное) –движением подачи. Заготовку устанавливают на стол, почти всегда прямоугольный. Размеры рабочей поверхности стола являются основными размерами фрезерных станков: ширина 100…5000мм, длина 400…16000мм.
Фрезерные станки классифицируют по компоновке (количество и расположение шпинделей, распределение движений) или по назначению. Различают следующие типы и их разновидности: горизонтально-фрезерные ( с горизонтальным шпинделем и консолью) консольные станки универсальные с поворотным столом и широкоуниверсальные с дополнительными фрезерными головками; вертикально- фрезерные( с вертикальным шпинделем) консольные и бесконсольные; продольно-фрезерные; копировально-фрезерные станки; фрезерные станки непрерывного действия; барабанно-фрезерные.
Горизонтально- фрезерные станки. Наибольшими возможностями обладают широкоуниверсальные станки. Помимо расположенных под любым углом плоскостей, пазов, винтовых канавок можно обрабатывать обьемные фасонные поверхности. Основной шпиндель расположен на станине на хоботе расположен дополнительный шпиндель с поворотной головкой и может быть еще и накладная головка с собственным шпинделем. Фреза крепится непосредственно в шпинделе или на оправке. Для поддержания оправки на хоботе расположены серьги. Это дает возможность работать цилиндрическим фрезам или набором дисковых фрез. Заготовка получает продольное перемещение от стола поперечное от салазок вертикальное от консоли. У универсального станка с одним шпинделем стол может быть повернут с помощью поворотной плиты для обработки винтовых канавок. У простых горизонтально-фрезерных станков стол неповоротный они все консольные то есть салазки крепятся на консоли.
Вертикально- фрезерные станки работают преимущественно торцовыми и концевыми фрезами, обрабатывая плоскости, пазы, контуры плоских деталей, например дисковых кулачков. У консольных станков вертикальное перемещение совершает заготовка т.е компановка аналогична горизонтальному стол на салазках совершает вертикальные перемещения по консоли. Фрезерная головка может быть повернута в вертикальной плоскости. В бесконсольном станке крестовый стол опирается на станину, что обеспечивает высокую жесткость стол, позволяет повысить точность и обрабатывать более крупные заготовки.
Продольно- фрезерные станки находят применение при обработке деталей, один из размеров которых существенно превышает два других. Выпускают продольно-фрезерные станки для деталей размерами 5*6*30м.наибольшее распространение получили продольные фрезерно-расточные станки, оснащенные несколькими фрезерными бабками, позволяющими проводить обработку деталей с пяти сторон без их переустановки.различают станки с неподвижным порталом и перемещающимся столом и станки с перемещающимся порталом и неподвижной плитой на которой закрепляется заготовка. станки с подвижным порталом позволяют обрабатывать габаритные детали которые в процессе обработки остаются неподвижными. В станках с подвижным порталом точность обеспечивается за счет базирования стола.
Вопрос № 17.
Технологичность конструкции. Показатели технологичности детали.
По ГОСТ 14.205-83 технологичность конструкции изделия — это совокупность ее свойств, проявляемых в возможности оптимальных (наивыгоднейших технико-экономических) затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте.
Вид технологичности определяется признаками, характеризующими область проявления технологичности конструкции изделия. По этому признаку различают следующие виды технологичности: производственную и эксплуатационную.
Производственная технологичность конструкции изделия выражается в сокращении затрат средств и времени на: конструкторскую подготовку производства (КПП); технологическую подготовку производства (ТПП); процессы изготовления, в том числе контроля и испытаний.
Эксплуатационная технологичность конструкции изделия выражается в сокращении затрат времени и средств на техническое обслуживание и ремонт изделия.
Главными факторами, определяющими требования к технологичности конструкции, являются: вид изделия; объем выпуска; тип производства.
Вид изделия определяет главные конструктивные и технологические признаки, обусловливающие основные требования к технологичности конструкции.
Объем выпуска и тип производства определяет степень технологического оснащения, механизации и автоматизации технологических процессов и специализацию всего производства.
Технологичность — понятие относительное, на неё в определяющей степени влияют место изготовления, серийность, культура производства, доступное оборудование, привлекаемый персонал, развитость межхозяйственных связей и многое другое.
Выпускаемые малой серией или в единичных экземплярах изделия практически всегда менее технологичны, чем массовые — их изготовители могут позволить себе использовать недостаточно технологичные с точки зрения массового производства производственные процессы и конструктивные решения. Например, процесс изготовления изделий из углепластиков долгое время был недостаточно технологичным для массового производства, главным образом из-за большого объёма задействованного ручного труда. При этом в оборонной и авиационной промышленности, с характерными для них сравнительно небольшими масштабами выпуска, углепластики давно нашли широкое применение.
РЕКОМЕНДУЕМЫЙ ПЕРЕЧЕНЬ ПОКАЗАТЕЛЕЙ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЙ Источник:http://www.gosthelp.ru/text/GOST1420183Obespecheniete.html
Технологическую рациональность конструктивных решений характеризуют показатели, учитывающие взаимосвязь основных параметров трудовых и материальных затрат с показателями качества изделия.
Все показатели можно разделить на три группы: качественные, количественные и вспомогательные. К качественным показателям относятся простота конструкции, простота сборки и регулировки, применяемые материалы, конструктивные формы деталей и способы получения заготовок. Основные количественные показатели — себестоимость изготовления, масса изделия, его узлов и деталей, трудоемкость и станкоемкость изготовления изделия. К вспомогательным показателям относятся унификация узлов и деталей, взаимозаменяемость узлов и деталей, конструктивная преемственность деталей.
Себестоимость изготовления изделия наиболее полно характеризует технологичность конструкции, указывает на полноту учета всех показателей его технологичности и определяется по формуле
си= м + з + н,
где М — стоимость материалов; 3 — заработная плата производственных рабочих; Н — накладные расходы.
Масса изделия, его узлов и агрегатов как показатель технологичности конструкции может оцениваться по коэффициенту использования материала. Этот коэффициент характеризует рациональность расходования материала на изготовление изделия по принятым технологическим процессам и определяется отношением массы изделия (узла, детали) к массе материала, затраченного на его изготовление.
Общая трудоемкость изготовления изделия определяется суммированием трудоемкостей изготовления отдельных его деталей, сборки составных частей изделия в целом. Поэтому технологичность конструкции изделия можно рассматривать как сумму технологичности конструкции его отдельных деталей и сборочных единиц.
Повышение технологичности конструкции изделия достигается применением большого числа унифицированных сборочных единиц и деталей. Под унификацией понимается обобщение конструктивных решений без оформления специального документа.
Нормализация — обобщение конструктивных решений в виде внутризаводских и ведомственных нормалей.
Стандартизация — обобщение конструктивных решений, зафиксированных в государственных стандартах. При использовании унифицированных сборочных единиц и деталей сокращается объем проектирования, значительно уменьшается трудоемкость и себестоимость, так как можно применить высокопроизводительное оборудование и стандартизованный инструмент.
Коэффициент унификации можно определить по формуле
К, = пу/К
где лу и -V — соответственно число унифицированных деталей и общее число деталей.
Унификация, нормализация и стандартизация в целом определяют технологическую преемственность изделия.
Под технологической преемственностью конструкции изделия понимают степень сходства элементов конструкции по однородности технологических процессов, осуществляемых при изготовлении элементов этого изделия.
Вопрос № 18.
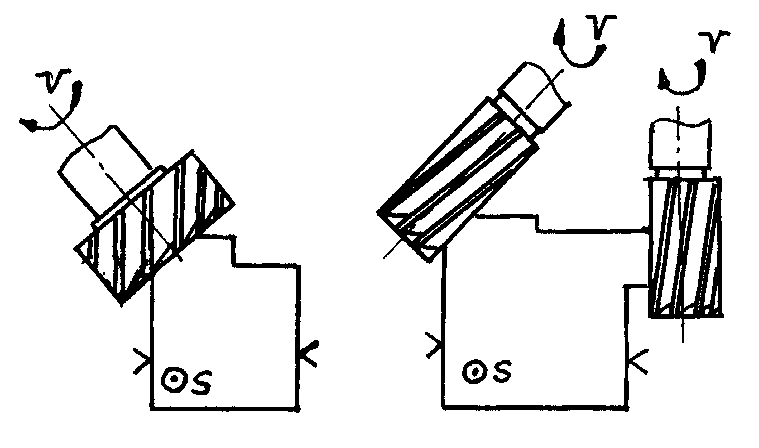
Схема обработки на горизонтально-, вертикально- и продольнофрезерных станках.
б)
Обработка скоса угловой фрезой
в
г)
Обработка углового паза угловой фрезой
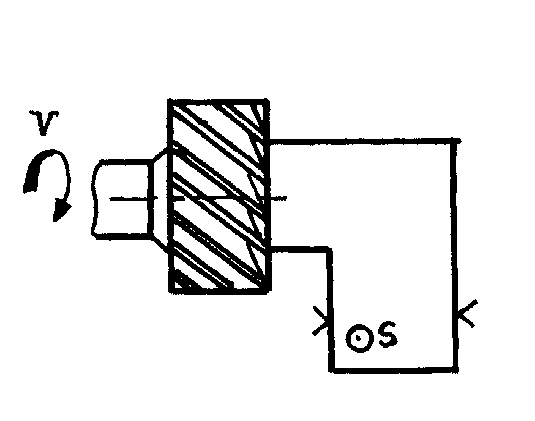
д)
Обработка фасонного паза фасонной
фрезой
е)
Обработка вертикальной плоскости
торцевой фрезой
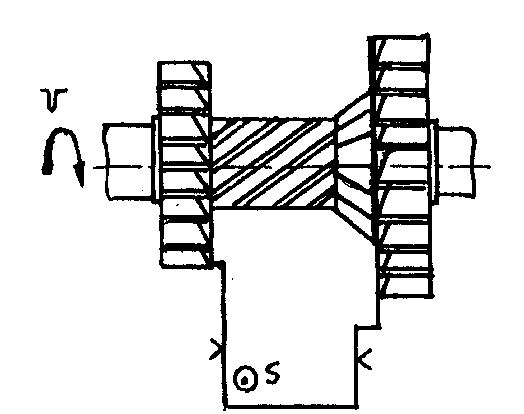
ж)Обработка
комбинированной
поверхности
наборной фрезой
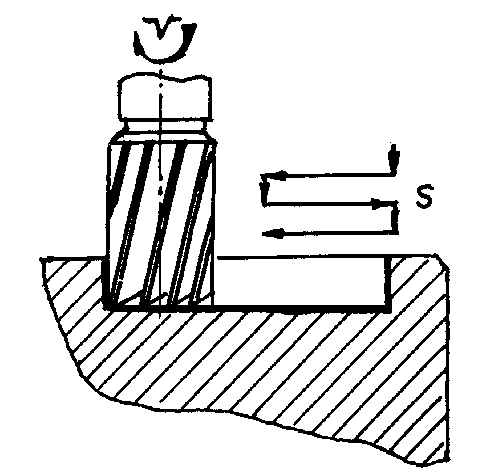
з)Обработка
паза под сегментную шпонку дисковой
фрезой
Рис. 2 Виды работ, выполняемые на горизонтально-фрезерных станках.
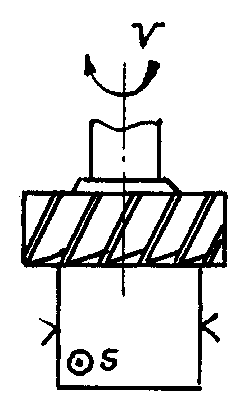
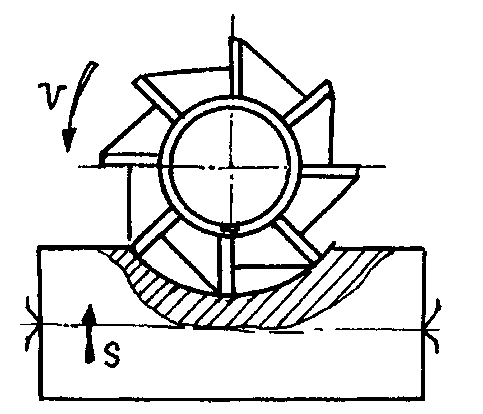
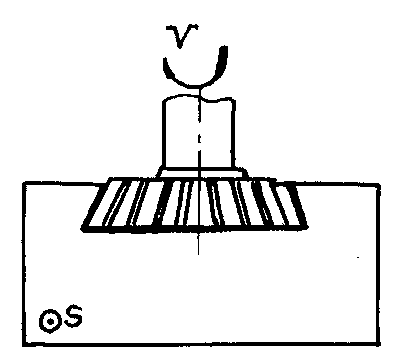
а)Обработка
горизонтальной плоскости торцевой
фрезой
б)
Обработка скосов и вертикальной
плоскости торцевой и концевой фрезами
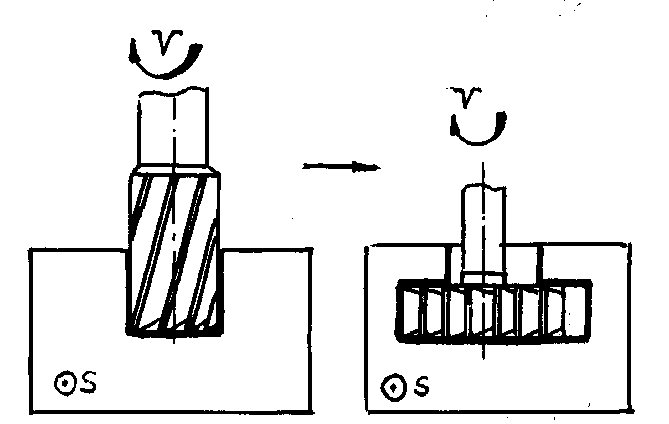
г)
Последовательность обработки Т-образного
паза концевой и Т-образной фрезами![]()
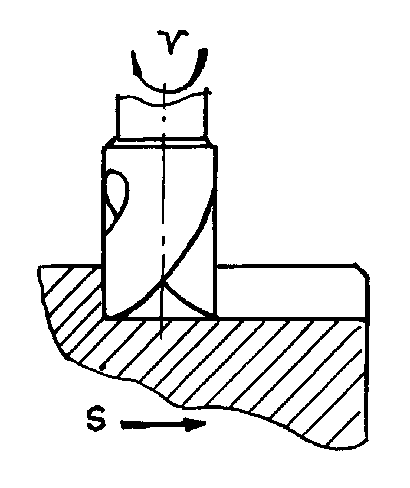
д)
Обработка открытого шпоночного паза
шпоночной фрезой
е)
Обработка закрытого шпоночного паза
концевой фрезой
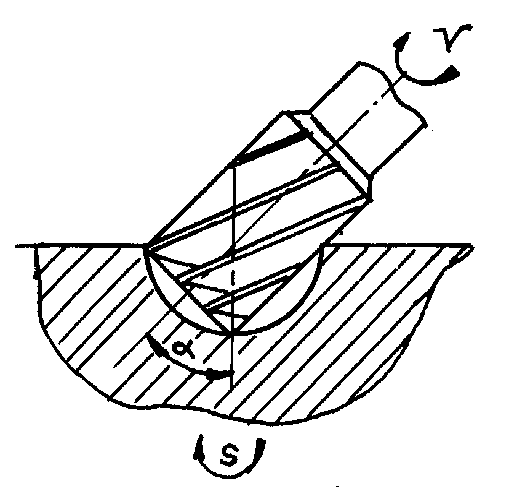
ж)
Фрезерование внутренней сферической
поверхности концевой фрезой
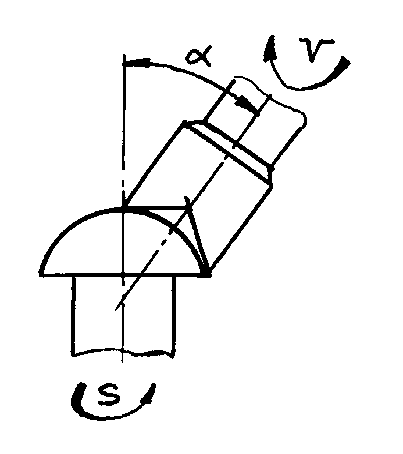
з)
Фрезерование наружной сферической
поверхности резцовой головкой
Рис. 3 Виды работ, выполняемые на вертикально-фрезерных станках.
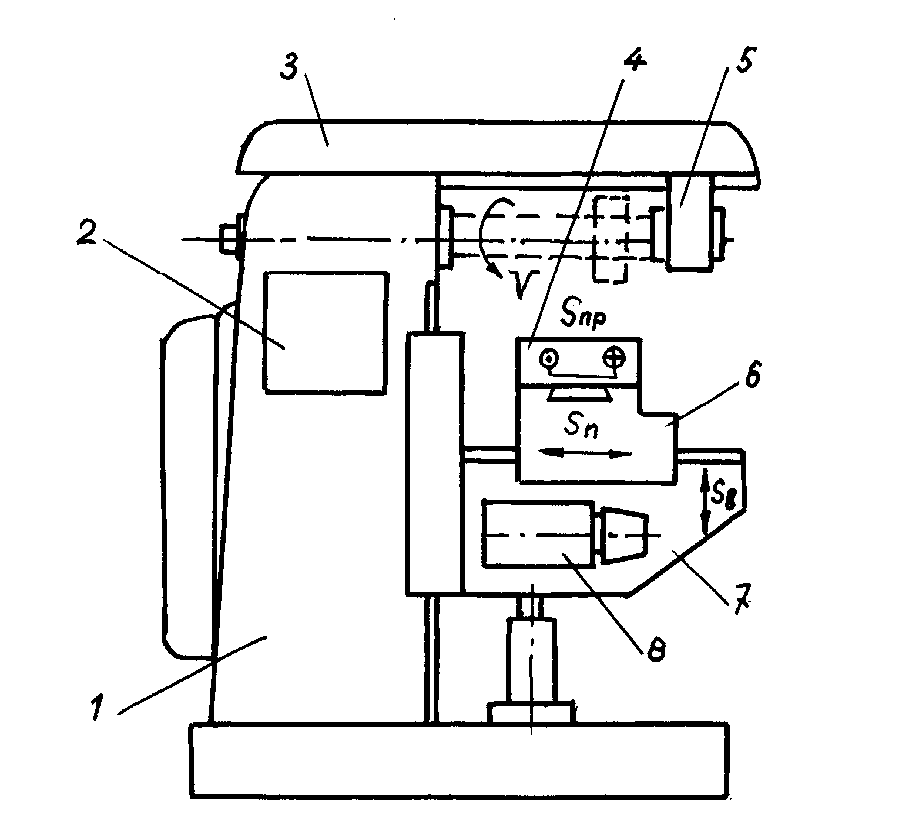
Рис. 4 Компоновка основных узлов горизонтально-фрезерного станка:
1 – станина; 2 – коробка скоростей; 3 – хобот; 4 – стол для установки и закрепления заготовки;
5 – подвеска(серьга) для поддержания оправки с фрезой;6 – салазки; 7 – консоль; 8 – коробка подач.
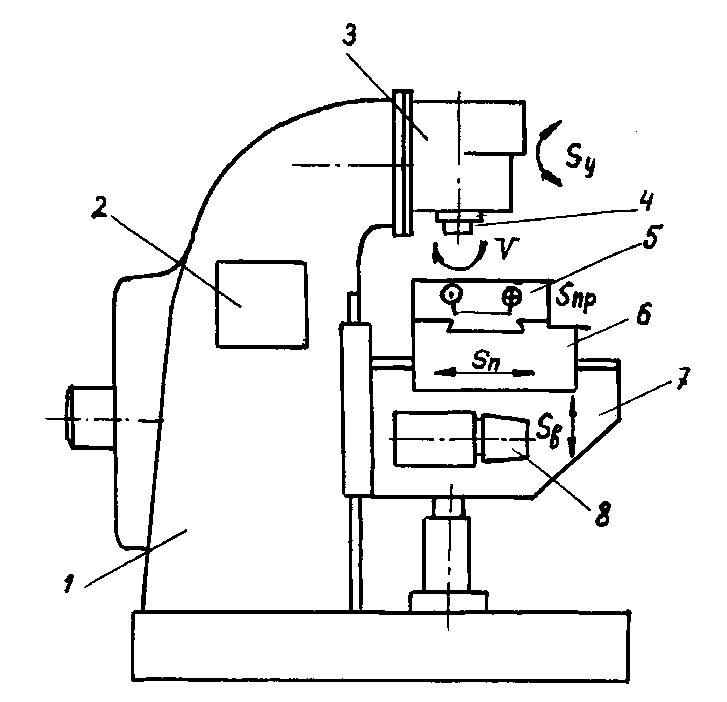
Рис. 5 Компоновка основных узлов вертикальный консольно-фрезерного станка:
1 – станина; 2 – коробка скоростей; 3 – шпиндельная головка;
4 –шиндель;5 – стол для установки и крепления заготовки;
6 – салазки; 7 – консоль; 8 – коробка подач.
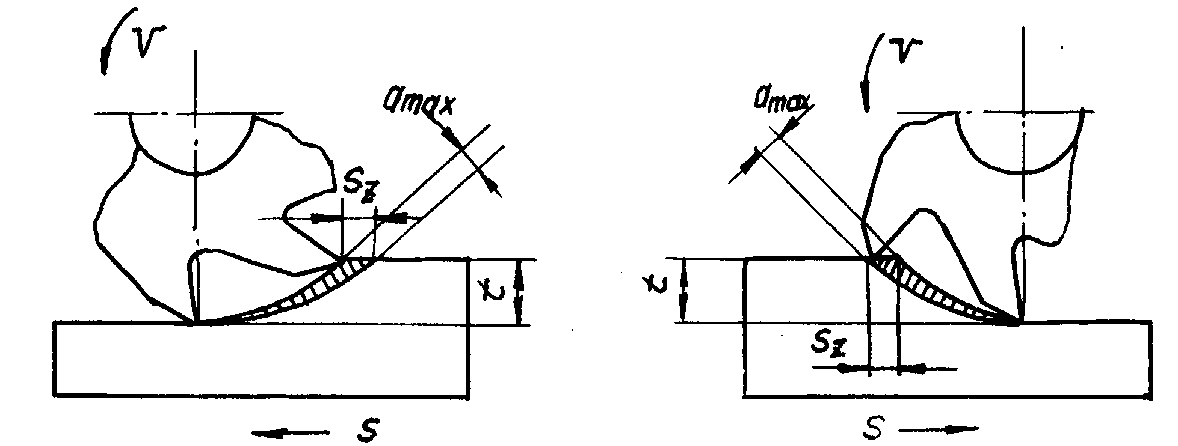
Рис. 6 Элементы режимов резания при фрезеровании:
а – встречное фрезерование; б – попутное фрезерование
Продольно-фрезерные станки бывают одностоечные, двухстоечные и портальные.
Основная особенность продольно-фрезерных станков — это наличие столов, которые могут перемещаться лишь в продольном направлении подобно столам продольно-строгальных станков.
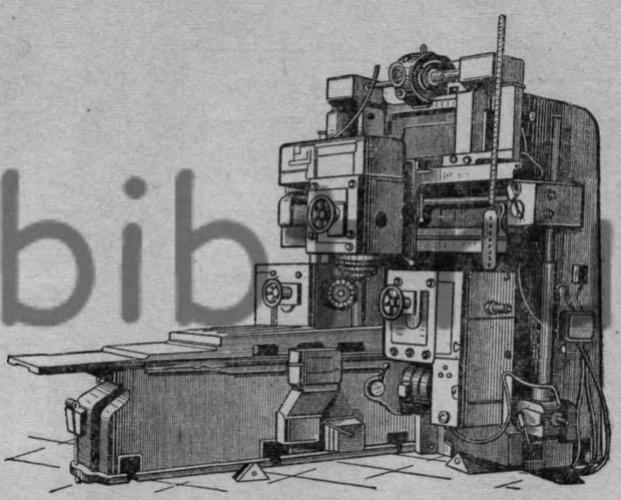
Рис. 158. Продольно-фрезерный станок
На одностоечном продольно-фрезерном станке шпиндельная бабка помещена на стойке, расположенной сбоку станка. У двух-стоечного станка таких стоек две. На каждой имеется по одной шпиндельной бабке.
На портальных продольно-фрезерных станках расположение шпиндельных бабок подобно расположению суппортов на продольно-строгальных станках: две шпиндельных бабки на стойках и одна или две на верхней траверсе. У первых — шпиндели расположены горизонтально, у вторых — вертикально (рис. 158).
На продольно-фрезерных станках обработка деталей может производиться одновременно фрезами, расположенными в разных шпиндельных бабках. Примеры такой обработки показаны на рис. 159.
В продольно-фрезерных станках длина стола бывает различных размеров: от 1 до 15 м. В последнем случае стол делают неподвижным, а движение подачи сообщают порталу с расположенными на нем шпиндельными бабками.
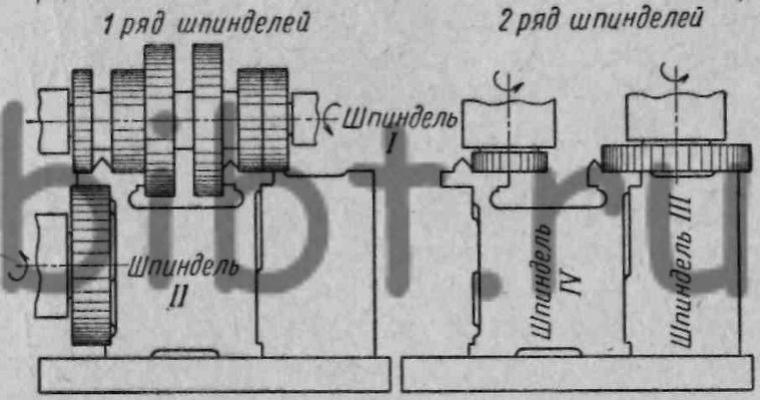
Рис. 159. Схема обработки на продольно-фрезерном станке
Вопрос № 19.
Расчет размерных цепей по методам полной и неполной взаимозаменяемости (на примере 5-ти звенной размерной цепи).
Расчет размерных цепей по методу полной взаимозаменяемости
Метод полной взаимозаменяемости это метод, при котором требуемая точность замыкающего звена размерной цепи достигается во всех случаях ее реализации путем включения составляющих звеньев без выбора, подбора или изменения их размеров.
При этом методе используется способ расчета на максимум- минимум.
Рассмотрим простейшую размерную цепь из четырех звеньев, из которых одно звено замыкающее (рис. 27). Очевидно что:
![]() ,
где А1,
А2,
А3
– номинальные размеры
,
где А1,
А2,
А3
– номинальные размеры
В
общем виде:
![]() ,
где m – число увеличивающих звеньев, р
– число уменьшающих звеньев.
,
где m – число увеличивающих звеньев, р
– число уменьшающих звеньев.
Можно эту же формулу представить в следующем виде:
![]() ,
(1)
,
(1)

где n – количество звеньев в размерной цепи n = m + p, i – передаточное отношение i-го звена, = (+1) для увеличивающих звеньев и (–1) для уменьшающих.
Допуск замыкающего звена равен разности верхнего и нижнего отклонений:
![]() ,
,
Или в общем виде:
![]() (2)
(2)
Допуск замыкающего звена равен сумме допусков составляющих звеньев.
Найдем верхнее В и нижнее Н отклонения замыкающего звена:
где В – верхнее отклонение; Н – нижнее отклонение.
Для нижнего отклонения Н аналогично, и в общем виде:
![]()
![]() (3)
(3)
Можно
также рассчитать отклонения замыкающего
звена через среднее отклонение С.
В
= С
+ Т/2,
Н
= С
- Т/2,
![]() ,
где С – координата середины поля допуска.
,
где С – координата середины поля допуска.
Допуски составляющих звеньев могут быть определены одним из методов.
Метод равных допусков – применяется при прикидочных расчетах, когда номинальные размеры составляющих звеньев приблизительно равны. В этом случае предполагается, что Т1 Т2 … Тn = Тср и тогда:
![]() .
.
Для отдельных составляющих звеньев допуски должны выбираться стандартными и могут отличаться от среднего Тср, но должно быть выдержано соотношение Т Тi.
Метод допусков одного или нескольких квалитетов – применяется, если все составляющие могут быть выполнены с допусками равных квалитетов.
Необходимый квалитет определяется следующим образом. Известно, что Тi = кiii (см. раздел 3) для каждого звена. Исходя из того, что все звенья, входящие в размерную цепь, выполнены в одном квалитете, то к1 = к2 =…= кn = к тогда:
![]()
 (4)
(4)
Для диапазона размеров до 500 мм единица допуска имеет значения, указанные в табл. 2.
По рассчитанному числу единиц допуска к определяем квалитет составляющих звеньев. Если расчетное значение близко к стандартному значению (см. табл. 2), то округляем его и берем все звенья в этом квалитете. Если оно попало между стандартными значениями, то берем часть звеньев в ближайшем более грубом квалитете, а часть – в ближайшем более точном. Для обеспечения полной взаимозаменяемости допуск одного звена необходимо рассчитать так, чтобы выполнялось равенство (2), это звено назовем расчетным, и оно может не принадлежать ни одному квалитету и иметь нестандартный допуск.
Пример: Необходимо определить допуски и предельные отклонения составляющих звеньев цепи, изображенной на рис. 27, при условии выполнения 100 % взаимозаменяемости, А = 0,05 мм; В = +100 мкм; Н = 0; А1 = 52 мм; А2 = 42 мм.
1. Определим номинальные размеры составляющих звеньев. Номинальные размеры стандартных деталей выбираются по соответствующим стандартам, остальные размеры – непосредственно по чертежу изделия, кроме расчетного звена. В нашем случае расчетным звеном будет звено А3.
![]() 0,05
= 52 – 42 – А3
А3
= 9,95 мм.
0,05
= 52 – 42 – А3
А3
= 9,95 мм.
2. Определим средний квалитет цепи. Для каждого номинального размера составляющих звеньев выбираем значение единицы допуска из табл. 2 и заносим их в третью графу табл. 8. Далее находим сумму единиц допуска: ij = 1,86 + 1,56 + 0,9 = 4,32.
Определим среднее значение числа единиц допуска к = 100/4,32 = = 23. Полученное значение к показывает, что размеры составляющих звеньев могут быть выполнены по 8-му квалитету (к = 25), или по 7-му квалитету (к = 16). Принимаем решение выполнить звенья А1 и А2 по ближайшему 8-му квалитету, а допуск звена А3 рассчитываем по формуле: Т = Тj 100 = 46 + 39 + Т3 Т3 = 15 мкм.
Т а б л и ц а 8
Расчет размерной цепи методом полной взаимозаменяемости
Звено |
Номинальный размер мм |
i мкм |
Обозначение поля допуска |
Квалитет |
Допуск мкм |
Н мкм |
В мкм |
А |
0,05 |
- |
|
- |
100 |
0 |
+100 |
|
52 |
1,96 |
IT/2 |
8 |
46 |
0 |
-23 |
|
42 |
1,56 |
h |
8 |
39 |
0 |
-39 |
|
9,95 |
0,9 |
- |
- |
15 |
-38 |
-23 |
Определим предельные отклонения звеньев. Для звена А1 назначаем отклонение IT/2, как для уступа. Для звена А2 назначаем отклонение h, как для вала в системе вала. Отклонения звена А3 рассчитаем по формулам:
 в результате получим:
в результате получим:
100 = 23 –(-39) – Н3 Н3 = -38 мкм; 0 = -23 – 0 – В3 В3 = -23 мкм.
4. Проверим результаты расчета: Т3 = В3 – Н3, отсюда 15 = -23 – (-38)= = 15. Все результаты расчета сведем в табл. 8.
Расчет размерных цепей по методу неполной взаимозаменяемости.
Способ максимума-минимума предполагает, что в процессе сборки узла или обработки детали возможно одновременное сочетание наибольших увеличивающих и наименьших уменьшающих размеров или обратное их сочетание. Однако практически такое сочетание маловероятно, так как отклонение размеров в основном группируется около середины поля допуска.
Метод неполной взаимозаменяемости допускает приемлемый процент изделий, у которых замыкающее звено выйдет за поле допуска, но при этом существенно увеличивается допуск составляющих звеньев. Метод исходит из предположения, что сочетания действительных размеров составляющих звеньев, входящих в размерную цепь, носят случайный характер, и большая часть значений звеньев группируется около координаты середины поля допуска. Для такого метода применяется вероятностный способ расчета.
Предположим, что погрешности изготовления всех звеньев распределены по нормальному закону (закону Гаусса) и центр группирования деталей совпадает с координатой середины поля допуска. Тогда можно принять Тi = 6i (с вероятностью 99,73 %), где Тi – допуск i-го звена, i - среднеквадратическое отклонение размеров i-х деталей после их изготовления. При этом только у 0,27 % изделий размеры могут выходить за пределы поля допуска (рис. 28).
Из теории вероятности дисперсия суммы равна сумме дисперсий, следовательно, для размерной цепи:
2 = 12 + 22 +…+ n2, в общем виде:
![]()
Отсюда
![]() ,
где
- среднее квадратичное отклонение
замыкающего звена. Отношение допускаемого
отклонения от центра группирования х
к среднему квадратичному отклонению
принято называть коэффициентом риска
t.
Для замыкающего звена х/
= t.
В нашем случае допустимое отклонение
от центра группирования будет равно х
= Т/2,
отсюда t
= Т/2
или
= Т/2
t.
Выражая дисперсию через допуск, получим:
,
где
- среднее квадратичное отклонение
замыкающего звена. Отношение допускаемого
отклонения от центра группирования х
к среднему квадратичному отклонению
принято называть коэффициентом риска
t.
Для замыкающего звена х/
= t.
В нашем случае допустимое отклонение
от центра группирования будет равно х
= Т/2,
отсюда t
= Т/2
или
= Т/2
t.
Выражая дисперсию через допуск, получим:
 .
.
Однако в условиях реального производства погрешность составляющих звеньев может подчиняться не только закону Гаусса, но и другим законам с симметричным распределением, а выход размеров замыкающего звена за границы поля допуска может быть позволен не более чем 0,27 %. Поэтому в общем случае:
![]() ,
(5)
,
(5)
где t - коэффициент риска, который выбирается из таблицы значений функции Лапласа F(t) в зависимости от выбранного процента брака Р. Ряд значений коэффициента t представлен в табл. 9.
Т а б л и ц а 9
Значения коэффициента t
% брака Р |
32 |
10 |
4,5 |
3 |
2,5 |
2 |
1,5 |
1 |
0,5 |
0,27 |
0,1 |
0,01 |
t |
1 |
1,05 |
2 |
2,14 |
2,24 |
2,33 |
2,43 |
2,57 |
2,81 |
3 |
3,29 |
3,89 |
![]() -
относительное среднеквадратическое
отклонение, характеризующее закон
распределения; j
– зона предельного рассеивания случайной
величины. В случае нормального закона
j2
= 1/9, в случае закона Симпсона j2
= 1/6, в случае закона равной вероятности
j2
= 1/3.
-
относительное среднеквадратическое
отклонение, характеризующее закон
распределения; j
– зона предельного рассеивания случайной
величины. В случае нормального закона
j2
= 1/9, в случае закона Симпсона j2
= 1/6, в случае закона равной вероятности
j2
= 1/3.
Исходя из того, что все звенья размерной цепи должны иметь примерно одинаковый квалитет, находим величину к – количество единиц допуска.

 .
(6)
.
(6)
Пример: Проведем расчет той же размерной цепи, изображенной на рис. 27, методом неполной взаимозаменяемости. Примем допустимый процент риска Р = 2,1 % (t = 2,3). Предположим, что отклонения всех деталей распределены по закону Симпсона, тогда j2 = 1/6.
По
формуле (6) получим
![]() (к = 40 соответствует 9-му квалитету, а к
= 64 соответствует 10-му квалитету). Выбираем
ближайший 9 квалитет для всех звеньев.
(к = 40 соответствует 9-му квалитету, а к
= 64 соответствует 10-му квалитету). Выбираем
ближайший 9 квалитет для всех звеньев.
Предельные отклонения звеньев А1 и А2 назначаем как и в предыдущем методе по IT/2 и h соответственно. Предельное отклонение звена А3 рассчитываем на основе зависимости:
![]() (7)
(7)
где С - середина координаты поля допуска замыкающего звена; Сj – координаты середин допусков составляющих звеньев.
Подставив значения получим:
+50 = 0 – (-31) – С3 С3 = -19 мкм;
В = С + Т/2 = -19 + 18 = -1 мкм;
Н = С + Т/2 = -19 – 18 = -37 мкм.
Данные расчетов для удобства сведем в табл. 10.
Для проверки правильности выбора допусков рассчитаем поле допуска замыкающего звена с заданной вероятностью:
![]() <
100 мкм.
<
100 мкм.
Т а б л и ц а 10
Расчет размерной цепи методом неполной взаимозаменяемости
Звено |
Номинальный размер |
i2 |
Поле допуска |
Квалитет |
Допуск |
В |
Н |
С |
мм |
мкм |
|||||||
А |
0,05 |
- |
|
|
100 |
+100 |
0 |
+50 |
|
52 |
3,46 |
IT/2 |
9 |
74 |
+37 |
-37 |
0 |
|
42 |
2,42 |
h |
9 |
62 |
0 |
-62 |
-37 |
|
9,95 |
0,81 |
|
9 |
36 |
-1 |
-37 |
-19 |
Можно, также рассчитать действительный коэффициент риска t по формуле:
 .
.
По найденной величине t определим истинный процент брака и сравним с допустимым, в случае если он меньше или равен допустимому, то можно оставить полученные допуска составляющих звеньев. Если истинный процент брака превышает допустимый, необходимо ужесточить часть допусков и снова пересчитать истинный процент брака, пока он не будет равен или меньше, чем допустимый.
Вопрос № 20.
Схемы основных узлов и технологические возможности шлифовальных станков. Режимы шлифования.
На рис. показаны основные узлы шлифовального станка. Шлифовальный круг 1 устанавливают и закрепляют на шпинделе шлифовальной бабки 3, которая может перемещаться относительно станины 6 в продольном или поперечном направлении с помощью стола 5 или суппорта. Заготовку 2 закрепляют в патроне 9 шпиндельной бабки <?(рис. 154, б) или в центрах 10 шпиндельной бабки 8 и задней бабки 4 (рис. 154, а). Круг и заготовка приводятся в движение электрическими или гидравлическими приводами, управляемыми оператором посредством пульта или панели 7.
Главным движением в указанных станках является вращение шлифовального круга, которое определяет величину скорости резания
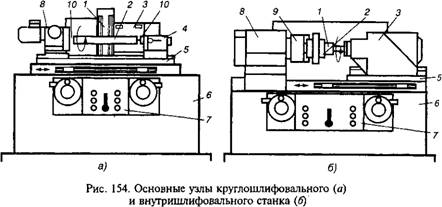
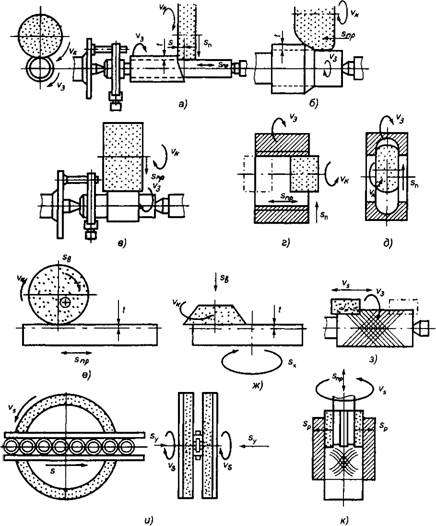
К м/с. Движение подачи определяется способом шлифования и формой шлифуемой поверхности. При круглом шлифовании наружных поверхностей заготовка получает вращение со скоростью круговой подачи SKр и возвратно-поступательное движение с продольной подачей Snр, а шлифовальный круг — периодическую поперечную подачу Snon (рис. 155, а). Глубинное круглое шлифование выполняют кругом, установленным на глубину припуска t с односторонней продольной подачей 5пр; поперечная подача отсутствует (рис. 155, б). Врезное шлифование осуществляют по всей ступени заготовки с непрерывной поперечной подачей шлифовального круга (рис. 155, в). В станках внутреннего шлифования: продольного (рис. 155, г) и врезного (рис. 155, д) движения осуществляют аналогично наружному шлифованию.
При плоском шлифовании заготовке придают возвратно-поступательное движение подачи S, а шлифовальному кругу — периодическое поперечное движение подачи Sn и после съема припуска по длине заготовки периодическую вертикальную подачу SB на глубину t (рис. 155, е). Плоскошлифовальные станки с круглым столом имеют круговую подачу заготовки и периодическую вертикальную подачу круга.
На специальных торцошлифовальных станках используют глубинное шлифование. Торцовые круги располагают с двух сторон заготовки на глубину припуска, а заготовка (кольца) получают непрерывное движение подачи S между направляющих линеек (рис. 155, и). Если размер по ширине увеличивается, то круги правят и периодически сближают в направлении Sr
Скорость резания при шлифовании превосходит скорость резания при лезвийной обработке и составляет 25—30 м/с (обычное шлифование), 35—60 м/с (скоростное шлифование) и свыше 60 м/с (высокоскоростное шлифование). При этом скорость резания значительно превосходит скорость подачи. 252
Рис. 155. Наружное круглое (а), шаговое (б), врезное (в), внутреннее напроход (г), врезное (д) и плоское шлифование периферией (е), торцом круга (ж), суперфиниш (з), торцовое шлифование (и), хонингование (к) |
Технологические возможности
Шлифование – технологический процесс, который заключается в процессе придания поверхностям деталей и изделий безукоризненной гладкости. В процессе шлифования с поверхностей деталей снимают все неровности. Шлифование обычно проводится с максимальной точностью, так как при нерадивом подходе можно просто напросто испортить деталь или изделие.
Шлифовальные станки являются оборудованием универсальным. В связи с этим они обладают широким ассортиментом шлифовальных приспособлений. Так называемые шлифовальные насадки – абразивные круги различных видов, барабаны, шайбы – являются основным рабочим инструментом. В последнее время шлифовальные станки прошли период активного усовершенствования и модернизации . Поэтому их технологические возможности значительно расширились. Шлифовальные станки на данном этапе выполняют как предварительное, так и финишное шлифование. При всем этом, шлифовальные станки могут производить нарезку и обдирку заготовок, обработку абразивным материалом изделий и деталей, а также обладают технологическими возможностями в области заточки инструментария.
Все шлифовальные станки имеют свою степень градации согласно принятой классификации. Круглошлифовальные станки производят обработку конических и цилиндрических форм и поверхностей. Данные станки могут быть простыми и универсальными. Плоскошлифовальные станки шлифуют плоские поверхности при помощи торца шлифовального круга или периферии. Шлифовальные станки с ЧПУ создаются для того, чтобы отшлифовывать с повышенной точностью внутренние, торцевые и наружные поверхности изделий и деталей сложной конфигурации и форм.
Хонинговальные станки осуществляют сверхточный процесс так называемого тонкого шлифования, при котором с обрабатываемых поверхностей снимается очень тонкий металлический слой. Бесцентро-шлифовальные станки применяются на предприятиях, где освоен выпуск изделий и деталей крупными партиями, и выполняют отшлифовку сугубо наружных поверхностей.
Примечательно, что шлифовальные станки по металлу разных видов и модификаций сегодня активно применяют на многих промышленных предприятиях, где освоено производство инновационной продукции. Новейшие технологии, отменное качество и высокая эффективность процесса обработки – вот основные преимущества данного оборудования.
Вопрос № 21.
Обработка протягиванием. Схема обработки. Получаемые характеристики. Область применения.
Протягивание - технологический метод обработки резанием и холодным пластическим деформированием, производимый специальными многозубыми инструментами - протяжками и прошивками.
Протяжки имеют форму стержня или полосы, снабженных зубьями, последовательно расположенными вдоль их оси. Протяжками обрабатывают внутренние и наружные поверхности различной формы (круглые, плоские, фасонные) (рис. 1).
При обработке внутренних поверхностей в заготовке предварительно образуется отверстие. Отверстие может быть получено при изготовлении заготовки или сверлением.
Внутренним протягиванием можно получить отверстия круглого, квадратного и шестигранного поперечного сечения, а также отверстия со шпоночным пазом, шлицевые, фасонные сложного профиля.
Наружным протягиванием получают плоские и фасонные линейчатые поверхности любого профиля, а также пазы и уступы. К преимуществам протягивания следует отнести простоту кинематической схемы обработки, включающей одно прямолинейное движение. Движение подачи отсутствует.
Подача зубьев в глубину обрабатываемого поверхностного слоя достигается превышением каждого последующего зуба относительно предыдущего. Величина превышения последующего зуба относительно предыдущего называется подъемом на зуб.
Простота кинематической схемы обработки обусловлена тем, что образующая линия формируемой поверхности воспроизведена на рабочем профиле зубьев протяжки, а траектория прямолинейного движения воспроизводит направляющую линию, которая является прямой линией. Следовательно, это движение является главным движением резания.
Несмотря на низкие скорости резания при протягивании, связанные с трудностью реверса больших масс при возвратно-поступательном движении, скорость относительного перемещения протяжки превышает скорость относительного перемещения других инструментов, определяемую минутной подачей.
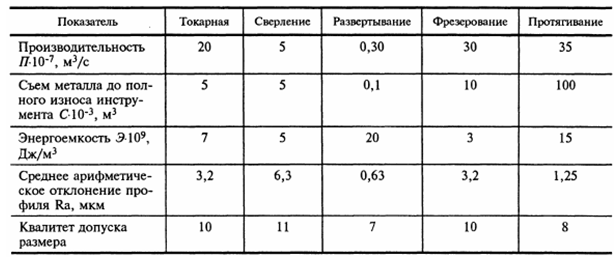
Вследствие этого протягивание по сравнению с другими методами обработки является наиболее производительным (табл. 1).
Кроме указанного протягивание обладает следующими достоинствами:
1) простотой устройства и обслуживания станков;
2) возможностью автоматизации процесса;
3) сокращением технологического цикла за счет возможности замены протягиванием нескольких других последовательных операций (зенкерование, развертывание и т.п.);
4) возможностью обрабатывать сложные поверхности с высокой точностью и низкими параметрами шероховатости.
Различают три основных метода протягивания: свободное, координатное и протягивание тел вращения.
При свободном протягивании обеспечивается лишь нужный размер, макрогеометрия и параметры шероховатости обрабатываемой поверхности. Координатное протягивание характеризуется тем, что достигаются с необходимой точностью не только размеры, параметры шероховатости и форма обработанной протяжкой поверхности, но и обеспечивается точное положение ее относительно других поверхностей детали.
Поэтому при координатном протягивании положение детали относительно протяжки строго фиксируется с помощью специальных приспособлений.
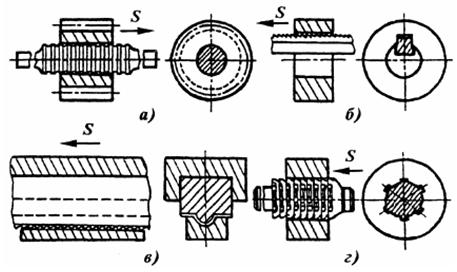
Рис. 1. Принципиальные схемы протягивания: а - круглого отверстия; б - шпоночного паза; в - наружной поверхности; г - шлицевого отверстия.
Метод протягивания тел вращения может быть применен для обработки наружных и внутренних поверхностей. Точность профиля обработанных поверхностей обеспечивается калибрующими зубьями протяжек, а точность размера (диаметра) - установкой протяжек относительно оси вращения обрабатываемых деталей.
Для протягивания применяют три схемы обработки: профильную, генераторную, групповую.
Протягиванием можно обрабатывать все металлы и неметаллы с высокой производительностью и качеством обработки . Как и все режущие инструменты, протяжка состоит из рабочей (режущей, калибрующей, выглаживающей), установочно-крепежной частей, а также соединительной части, которая соединяет их между собой.
Наиболее полно все элементы представлены в протяжках для внутреннего протягивания (рис. 2.). Передний хвостовик 1 служит для соединения с патроном и передачи усилия от станка протяжке. Шейка 2 связывает передний хвостовик с рабочей частью. Направляющий конус 3 облегчает ввод протяжки в обрабатываемое отверстие.
Передняя направляющая часть 4 обеспечивает направление протяжки по обрабатываемому отверстию, устраняет перекосы и неравномерность нагрузки по периметру первых режущих зубьев.
Рабочая часть служит для удаления припуска и формирования заданных параметров качества поверхности обработанного отверстия. Рабочая часть состоит из режущей, переходной, чистовой, калибрующей и выглаживающей частей. Режущая часть 4 служит для удаления основной доли припуска.
Переходная часть 5 необходима для постепенного уменьшения сил резания при переходе от черновой к чистовой части. Чистовая режущая часть 6 обеспечивает формирование размеров, форм и необходимых параметров шероховатости обрабатываемой поверхности.
Калибрующая часть 7 служит для уточнения размера, формы и снижения параметров шероховатости отверстия. Выглаживающая часть 8 используется для снижения параметров шероховатости и повышения твердости и износостойкости поверхностного слоя.
Задняя направляющая часть 9 обеспечивает направление протяжки в отверстии по мере выхода из отверстия чистовых режущих, калибрующих зубьев и выглаживающих элементов.
Задний хвостовик применяют в протяжках, работающих в автоматизированном цикле, и служит для захвата протяжки патроном с последующим ее отводом в исходное положение.
В отличие от протяжки у прошивки отсутствуют хвостовики и шейка (рис. 2., б).
Шпоночная протяжка (рис. 2., в) имеет те же части, что и протяжки для обработки отверстий, за исключением шейки и направляющего конуса. Протяжки для наружного протягивания обычно крепятся к ползунам винтами и поэтому у них отсутствуют хвостовики, направляющие и шейка. Шагом зубьев протяжки называется расстояние между режущими кромками двух соседних зубьев. Геометрия режущей части определяется в сечении, перпендикулярном главной режущей кромки.
У протяжек различают передний угол у, задний угол а, вспомогательный угол в плане Ф, и угол наклона со, а также элементы протяжки - переднюю 10 и заднюю 11 поверхности, главную 12 и вспомогательные 13 режущие кромки, стружколомательные канавки 14.
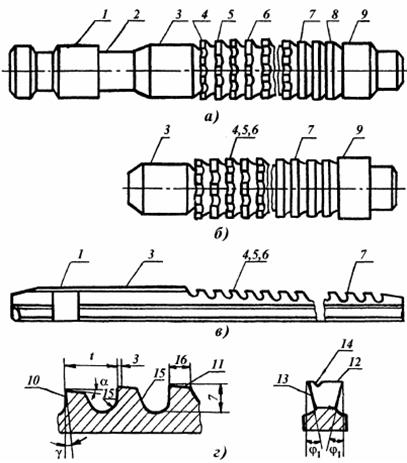
Рис. 2. Основные элементы протяжек и прошивок : а - круглая протяжка; б - круглая прошивка; в - шпоночная протяжка; г - геометрия зуба протяжки.
Между зубьями расположены стружечные канавки, используемые для формирования и размещения стружки.
Элементами стружечной канавки являются: закругленная одним или двумя радиусами впадина 2, спинка зуба 15, ширина пера 16 и ленточка с углом а=0. Форма режущей части и стружечной канавки определяют форму профиля зубьев протяжек.
При этом необходимо учитывать форму передней поверхности и группу заточки, которые также определяют форму профиля зубьев протяжки.
Основные параметры процесса протягивания определяются на основе результатов экспериментальных исследований и обобщения производственного опыта.
Рекомендуется следующая методика определения параметров процесса протягивания и протяжек. Вначале определяют группу обрабатываемости материала детали и группу качества обрабатываемой поверхности.
Полученные данные являются основой для назначения скорости протягивания и выбора марки смазочно-охлаждающей жидкости . Затем проводится расчет характеристик протяжек.
По назначают припуск под протягивание, выбирают схему удаления этого припуска резанием и устанавливают необходимость применения других воздействий.
Важнейшим параметром процесса протягивания и протяжки, определяющим производительность и качество обработки и стойкость инструмента, является величина подъема на зуб.
Подъем на зуб чистовой части протяжки должен быть минимальным, как правило равным 0,02 мм, обеспечивающим качество и точность обработанной поверхности. Подъем на зуб черновой части должен быть максимальным для достижения наивысшей производительности. Однако при этом необходимо учитывать ограничивающие факторы.
Как правило, величина подъема на зуб определяется из условия размещения стружки в стружечной канавке.
При обработке внутренних поверхностей тел вращения при черновом протягивании 11-10 квалитет, шероховатость 12,5-0,8 мкм, при чистовом 9-6 квалитет, шероховатость 6,3-0,2 мкм.
При обработке плоских поверхностей и пазов при черновом протягивании 11-10 квалитет, шероховатость 3,2-1,6 мкм, при чистовом 9-6 квалитет, шероховатость 1,6-0,4 мкм.
Вопрос № 22.
Обеспечение точности сборки при методах неполной и полной взаимозаменяемости. Сущность, область применения.
Точность сборки — характеристика и свойство технологического процесса сборки изделия. Точность сборки призвана обеспечивать соответствие действительных значений параметров изделия значениям, заданным в технической документации. Точность сборки зависит от ряда факторов:
точности размеров и формы,
шероховатости сопрягаемых поверхностей деталей,
взаимного положения деталей при сборке,
технического состояния средств технологического оснащения,
деформации системы «оборудование — приспособление — инструмент — изделие» в момент выполнения сборки и т. п.
С помощью сборочных размерных цепей может быть определена точность сборки аналитически. Размерная цепь — замкнутый контур взаимосвязанных размеров, определяющих их численные значения и допуски. Размерная цепь состоит из:
составляющих,
исходного (замыкающего),
других видов звеньев.
Составляющее звено — звено размерной цепи, изменение которого вызывает изменение исходного (замыкающего) звена. Составляющие звенья обозначаются прописными буквами русского алфавита с цифровыми индексами (например, A1, А2 или Б1, Б2). Исходное (замыкающее) звено — звено, образующееся в цепи последним вследствие решения определенной задачи при изготовлении или ремонте. Оно обозначается той же буквой алфавита с индексом ?. Компенсирующее звено — звено, трансформацией размера которого получается требуемая точность замыкающего звена. Оно обозначается той же буквой алфавита с соответствующим цифровым индексом и буквой «К» (например, А1к или Б2к). Составляющие звенья могут быть увеличивающими или уменьшающими (по характеру воздействия на замыкающее звено), т. е. при их увеличении замыкающее звено увеличивается или уменьшается. Увеличивающие звенья могут обозначаться стрелками, направленными вправо -> А, уменьшающие — стрелками влево <- А. Требуемая точность сборки изделий достигается одним из пяти методов:
полной,
неполной взаимозаменяемости,
групповой взаимозаменяемости,
регулирования,
пригонки.
Метод полной взаимозаменяемости — при данном методе требуемая точность сборки достигается путем соединения деталей без их выбора, подбора или изменения размеров. Применение метода полной взаимозаменяемости целесообразно при сборке соединений, состоящих из небольшого количества деталей, так как увеличение числа деталей требует обработки сопряженных поверхностей с меньшими допусками, что не всегда технически достижимо и экономически целесообразно. Метод неполной взаимозаменяемости — метод, при котором требуемая точность сборки достигается не у всех соединений при сопряжении деталей без их выбора, подбора или модификации размеров, а у заранее определенной их части, т. е. обусловленный процент (или доли процента) соединений не соответствует требованиям точности сборки и требует разборки и повторной сборки. Если дополнительные затраты на выполнение разборочно-сборочных работ меньше затрат на изготовление сопрягаемых деталей с более узкими допусками, обеспечивающими получение требуемой точности сборки у всех соединений, то метод неполной взаимозаменяемости целесообразен в этом данном конкретном случае.
Вопрос № 23.
Сверла, зенкеры и развертки. Основные типы, конструкция и геометрические параметры режущей части.
Сверла по конструкции подразделяют на спиральные, центровые и специальные. Самые распространенные из них спиральные, предназначены для сверления и рассверливания отверстий, глубина которых не превышает 10 диаметров сверла.
Конструкция спирального сверла представлена на рис.4, а элементы и углы – на рис.5.
Рабочая часть сверла имеет две спиральные канавки и заканчивается заборным конусом - режущей частью. В пересечении винтовых канавок с конусом (передней и главной задней поверхностей) образуются две главные режущие кромки, выполняющие основную работу резания.
Главные режущие
кромки при сопряжении друг с другом
образуют поперечное лезвие - перемычку
(вспомогательная режущая кромка).
Перемычка располагается относительно
главных режущих кромок под углом
![]() и
режет металл с затруднением. В связи с
этим отверстия диаметром более 30 мм
просверливаются в два приема. Сначала
сверлится отверстие диаметром, немного
превышающим длину перемычки сверла, а
затем отверстие рассверливается до
необходимого диаметра.
и
режет металл с затруднением. В связи с
этим отверстия диаметром более 30 мм
просверливаются в два приема. Сначала
сверлится отверстие диаметром, немного
превышающим длину перемычки сверла, а
затем отверстие рассверливается до
необходимого диаметра.
Для уменьшения
трения направляющей части сверла о
стенки просверливаемого отверстия ее
диаметр имеет переменное сечение,
уменьшающееся к хвостовику. В этих же
целях наружная поверхность направляющей
части сверла профрезерована и оставлены
две выступающие ленточки, расположенные
вдоль винтовых канавок. Кромки ленточек
зачищают цилиндрическую поверхность
просверливаемого отверстия, поэтому
их считают вспомогательными режущими
кромками. Таким образом, у спирального
сверла имеется пять режущих кромок —
две главные, поперечная и две
вспомогательные. Две главные режущие
кромки образуют угол при вершине (угол
в плане) 2![]() .
Для сверления мягких материалов
2
=80–90о,
для твердых и хрупких 2
=130–140о.
Стандартные сверла рассчитаны на
сверление конструкционных сталей и
имеют угол 2
=116–118о.
Угол наклона винтовой канавки
.
Для сверления мягких материалов
2
=80–90о,
для твердых и хрупких 2
=130–140о.
Стандартные сверла рассчитаны на
сверление конструкционных сталей и
имеют угол 2
=116–118о.
Угол наклона винтовой канавки
![]() определяет
положение передней поверхности сверла,
а, следовательно, и передний угол резания.
определяет
положение передней поверхности сверла,
а, следовательно, и передний угол резания.
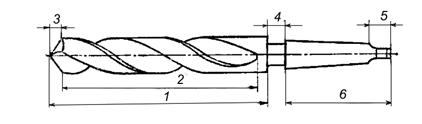
Рис.4. Конструкция спирального сверла
1 – рабочая часть; 2 – направляющая часть; 3 – режущая часть; 4 – шейка; 5 – лапка; 6 – хвостовик (конический или цилиндрический)
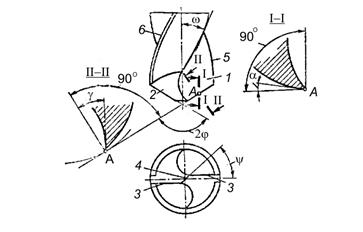
Рис. 5. Элементы и углы спирального сверла
1 – спиральная канавка (передняя поверхность); 2 – главная задняя поверхность; 3 – главные режущие кромки; 4 – перемычка (поперечное режущее лезвие); 5 – вспомогательные режущие кромки; 6 – ленточка.
Передний угол
![]() измеряют
в главной секущей плоскости II-II,
перпендикулярной главной режущей кромке
(рис. 5). В разных точках режущего лезвия
передний угол различен: наибольший –
у наружной поверхности сверла (
измеряют
в главной секущей плоскости II-II,
перпендикулярной главной режущей кромке
(рис. 5). В разных точках режущего лезвия
передний угол различен: наибольший –
у наружной поверхности сверла (![]() ),
наименьший – у перемычки.
),
наименьший – у перемычки.
Задний угол
![]() измеряется
в плоскости I-I,
параллельной оси сверла. У наружной
поверхности сверла
=8–12о,
у оси
=20–25о.
Угол наклона винтовой канавки измеряется
по наружному диаметру и обычно составляет
18–30о. С увеличением угла
уменьшается
прочность сверла, поэтому у сверл малого
диаметра меньше, чем у сверл большого
диаметра.
измеряется
в плоскости I-I,
параллельной оси сверла. У наружной
поверхности сверла
=8–12о,
у оси
=20–25о.
Угол наклона винтовой канавки измеряется
по наружному диаметру и обычно составляет
18–30о. С увеличением угла
уменьшается
прочность сверла, поэтому у сверл малого
диаметра меньше, чем у сверл большого
диаметра.
Зенкеры используют для обработки отверстий, предварительно полученных литьем, штамповкой или сверлением. По форме рабочей части зенкеры делятся на прямозубые и спиральные. Спиральные зенкеры внешне похожи на сверло, но имеют не две, а три или четыре винтовые канавки меньшей глубины, чем канавки сверла. Небольшая глубина канавок определяет его большую жесткость, чем у сверла, что позволяет получить более точное отверстие, а наличие большего числа режущих лезвий (3–4) обеспечивает меньшую величину шероховатости. Перемычки зенкер не имеет, поэтому он не может работать в сплошном материале, а может лишь увеличивать диаметр отверстия на 1–6мм.
Спиральный цилиндрический зенкер (рис.6.), так же как и сверло, имеет рабочую часть(6), шейку(2) и хвостовик(4).
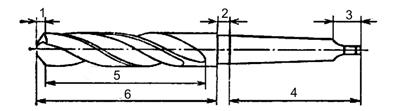
Рис.6. Конструкция цилиндрического зенкера
На рабочей части (6) выделяют следующие элементы: заборный конус с режущими лезвиями - режущая часть(1); калибрующая часть (5), обеспечивающие направление зенкера и калибровку отверстия.
Геометрические параметры зенкера: угол в плане = 45–60о (2 = 90–120о); угол наклона винтовых канавок = 10-300; передний угол у зенкера с тремя канавками = 20–30о; с четырьмя = 12–15о;задний угол = 8–10о.
Зенкеры изготовляются цельными, сварными и сборными (с пластинками из твердого сплава). По назначению зенкеры бывают цилиндрические, конические, ступенчатые (Рис.7).
В качестве последней (отделочной) операции обработки отверстий применяется развертывание, осуществляемое инструментом - разверткой. Развертка внешне похожа на зенкер, но отличается от него большим числом режущих лезвий (от 6 до 12) , более пологой режущей (заборной) частью и меньшей глубиной канавок. Последнее предопределяет припуск на развертывание: для чернового развертывания он составляет 0,1–0,4 мм на диаметр, для чистого – 0,05–0,2 мм. Конструкция развертки показана на рис.8. Развертка, как и зенкер, состоит из рабочей части, шейки и хвостовика.
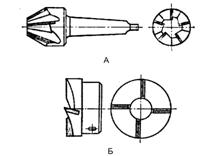
Рис.7. Конический зенкер (зенковка) – А; торцевой зенкер – Б.
Рабочая часть развертки состоит из входного конуса, режущей и калибрующей частей.
Калибрующая часть состоит из цилиндрической и конусной части. Цилиндрическая часть служит для направления развертки в процессе резания и калибрования отверстия. Обратный конус (3–6 мкм) делается для уменьшения трения развертки об обработанную поверхность и уменьшения разбивки отверстия.
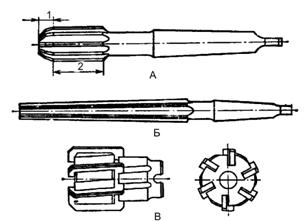
Рис.8. Развертки: А– цилиндрическая; Б– коническая; В– машинная насадная
1– режущая часть с направляющим конусом; 2– калибрующая часть
Вопрос № 24.
Остаточные напряжения. Их виды. Причины возникновения. Способы уменьшения (снятия) напряжения.
Как правило, в заготовке, которая поступает на металлорежущий станок, обычно имеются внутренние напряжения, сохраняющиеся при отсутствии внешних сил, именно поэтому они называются – остаточными.
Остаточные напряжения различаются на:
напряжения первого рода, которые охватывают наибольшую часть заготовки;
напряжения второго рода, которые образуются в микроскопических объемах – кристаллах, зернах;
напряжения третьего рода, которые характерны для ячеек кристаллической решетки.
Во время механической обработки, когда в виде припуска с заготовки удаляется часть металла, совершается перераспределение внутренних остаточных напряжений и их временное равновесие нарушается. При этом основную роль здесь играют именно напряжения первого рода. Характер и величина распределения остаточных напряжений напрямую зависят от конфигурации заготовки, соотношения размеров отдельных элементов, ее габаритных размеров, способа получения исходной заготовки, а также других немаловажных факторов.
Большие остаточные напряжения появляются в исходных заготовках, которые получаются путем литья, ковки, штамповки, из-за неравномерного охлаждения различных элементов заготовки. В сварно-литых, сварно-штампованных или просто сварных конструкциях наибольшие внутренние напряжения зарождаются именно в местах сварки, где непосредственно из-за местного охлаждения и нагрева происходят неоднородные объемные изменения. При этом диффузионные процессы и структурные превращения металла при сварке также способствуют возникновению остаточных напряжений разного рода.
В особо неблагоприятных моментах остаточные напряжения способны вызвать не только существенные нарушения формы заготовки (например, коробление, изогнутость и др.), но и всевозможные трещины.
Срезание поверхностных слоев с металлической заготовки освобождает ранее уравновешенные силы, поэтому остаточные напряжения деформируют саму заготовку. Однако и сам процесс резания тоже служит источником остаточных напряжений, возникающих как результат пластической деформации верхнего слоя поверхности и нагрева зоны резания.
Обычно перераспределение внутренних напряжений совершается не сразу, а постепенно, также постепенно происходит и изменение формы заготовки или готовой детали. На самом деле в практике случаются моменты, когда исходная заготовка, которая получила большие остаточные напряжения, проходит непосредственно именно черновую обработку. Таким образом, деформация заготовки и внутренние напряжения перераспределяются частично. При этом получившиеся искажения формы устраняются, как правило, при чистовой обработке. Готовая деталь, (если конечно она годная) ставится на машину, а через кое-какое время уже при эксплуатации быстро изнашивается, причина этого одна — деформация данной детали, которая произошла после полной ее обработки.
Чтобы не случались такие казусы именно поэтому – устранению внутренних напряжений – необходимо уделять самое основательное внимание. Простейший путь устранения внутренних напряжений — это разделить обработку резанием на несколько этапов, то есть:
на первом этапе выполняется черновая обработка, путем удаления наибольшей части припуска с поверхностей заготовки;
на втором этапе заготовка передается на получистовую обработку;
на третьем этапе изготовление детали заканчивается путем чистовой обработки.
Так как зачастую заготовки обрабатывают партиями: черновая, получистовая и чистовая обработки производятся на разных станках, а в некоторых случаях и в разных цехах, поэтому между этими обработками проходит определенное время. В основном именно за это время и происходит перераспределение внутренних напряжений и соответственно деформация заготовок. Чем больше временной промежуток между обработками (черновой и чистовой), тем естественно и меньше опасность искажения форм готовых деталей.
Естественное старение
Длительное выдерживание заготовки для снятия остаточных напряжений называется – «естественным старением». Сам процесс естественного старения весьма и весьма медленный. Достаточно уточнить, что самая основная часть остаточных напряжений именно в сложных отливках при естественном старении снимается в течение 2-3х месяцев. Однако следует учесть, что даже после указанного срока еще в течение нескольких месяцев оставшиеся напряжения способны воздействовать на форму заготовки.
Многомесячное естественное старение крайне «не» экономично — потому как чрезвычайно затягивается весь производственный цикл, стремительно возрастает объем неготового производства, значительно снижаются оборотные средства предприятия, поэтому естественное старение главным образом применяют исключительно для особо ответственных и дорогостоящих отливок, к примеру, заготовок станин прецизионных станков.
Для того чтобы ускорить процесс перераспределения, а также снятия остаточных напряжений, очень часто старение происходит на открытом воздухе (то есть, резкая смена температуры «дня и ночи» существенно способствует интенсификации процесса старения).
Снятие остаточного напряжения
Для средних или достаточно мелких отливок самым эффективным способом снятия непосредственно внутренних напряжений является так сказать искусственное старение, то есть специальный процесс термической обработки. Отливка помещается в печь доведенную до температуры в 500-600оС, и выдерживается в ней в течение 1-6 часов (чем крупнее отливка, тем соответственно и больше выдержка). Далее печь вместе с отливкой медленно охлаждают таким образом, чтобы абсолютно все части отливки (толстые и тонкие) охлаждались – равномерно. При этом скорость охлаждения должна составлять 25-75 градусов в час. Когда температура отливки снизится примерно до 200-250оС, она вынимается из печи и на воздухе окончательно охлаждается.
Для снятия напряжений, которые были получены при ковке, литье и штамповке, также применяют и отжиг, то есть нагрев до температуры в 400-600оС с выдержкой в 2,5 минуты на 1 мм толщины сечения заготовки, для сварных же заготовок высокотемпературный отпуск выполняется при нагреве до 600—650оС. Также отжигают и заготовки, получаемые из проката стали.
Вследствие значительных пластических деформаций при прокатке непосредственно в поверхностных слоях заготовок формируются существенные растягивающие, а вот во внутренних слоях наоборот сжимающие напряжения. Если же с такой заготовки снимается неравномерный припуск, то, безусловно, из-за перераспределения внутренних напряжений ее форма может измениться. Именно поэтому, к примеру, после фрезерования на валах длинных шпоночных канавок, изготовляемых из проката, могут случаться искривления валов. Для исправления этой кривизны заготовок валов, стержней, длинных планок, осей и прочих подобных элементов правят их исключительно в холодном состоянии. В таком процессе правки происходит упругая, и затем пластическая деформация материала.
Тщательная правка позволяет практически полностью устранить кривизну заготовки, которая вызвана непосредственно действием остаточных напряжений. Однако во время правки в заготовках появляются новые напряжения, что при дальнейшей чистовой обработке (хуже — в работающей машине) данные остаточные напряжения способны достаточно легко вызвать новые искажения формы. Именно поэтому для ответственных деталей применять правку крайне – нежелательно.
Вопрос № 25.
Токарные резцы. Основные типы, конструкция, и геометрические параметры режущей части.
Токарные
резцы являются
наиболее распространенным инструментом,
они применяются для обработки плоскостей,
цилиндрических и фасонных поверхностей,
нарезания резьбы и т. д.
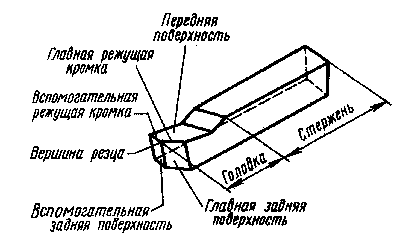
Элементы резца показаны на рисунке.
Резец состоит из головки (рабочей части) и стержня, служащего для закрепления резца в резцедержателе. Передней поверхностью резца называют поверхность, по которой сходит стружка. Задними (главной и вспомогательной) называют поверхности, обращенные к обрабатываемой детали. Главная режущая кромка выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца. Вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхностей. Вершиной резца является место пересечения главной и вспомогательной режущих кромок.
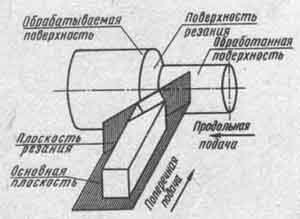
Для определения углов резца установлены понятия: плоскость резания и основная плоскость. Плоскостью резания называют плоскость, касательную к поверхности резания и проходящую через главную режущую кромку резца (смотри рисунок). Основной плоскостью называют плоскость, параллельную направлению продольной и поперечной подач; она совпадает с нижней опорной поверхностью резца.
Углы резца разделяют на главные и вспомогательные (смотри рисунок). Главные углы резца измеряют в главной секущей плоскости, т. е. плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость.
Основные
типы токарных резцов.
Токарные
резцы классифицируют по ряду признаков.
1.
По виду выполняемой работы или по
технологическому признаку: проходные
(1), подрезные(2), расточные(3), отрезные(4),
резьбовые(5) и др.
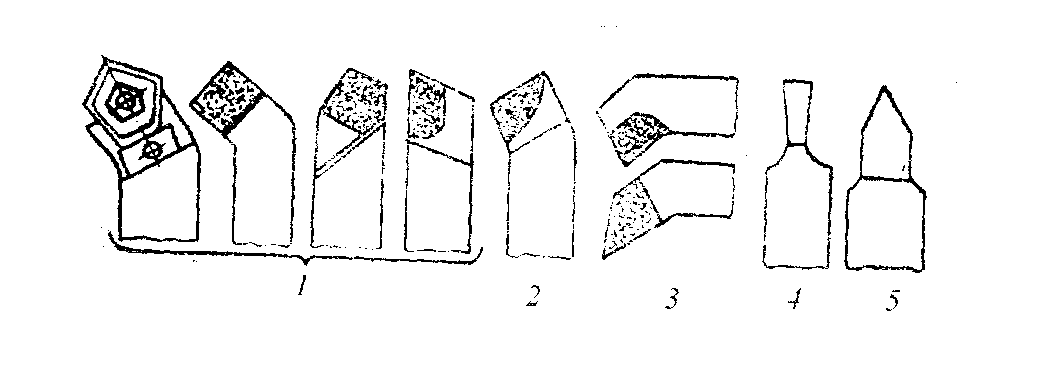 2.
По форме головки резца: прямые (1),
отогнутые(2), изогнутые(3), оттянутые(4).
2.
По форме головки резца: прямые (1),
отогнутые(2), изогнутые(3), оттянутые(4).
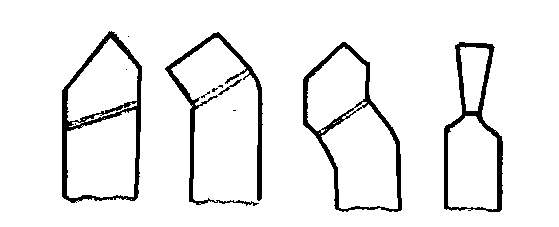 1
2 3 4
3.
По направлению подачи: левые(1), правые
(2).
1
2 3 4
3.
По направлению подачи: левые(1), правые
(2).
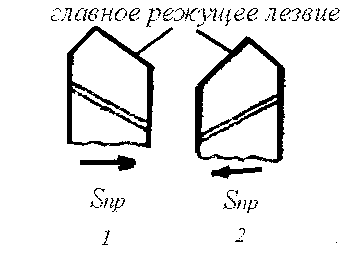 Правым называется
резец, у которого главная режущая кромка
расположена со стороны большого пальца
правой руки, наложенной ладонью на резец
так, чтобы пальцы были направлены к
вершине резца. При точении такими резцами
стружка срезается с заготовки при
перемещении суппорта справа
налево.
Левым называется
резец, у которого главная режущая кромка
расположена со стороны большого пальца
левой руки, наложенной ладонью на резец
так, чтобы пальцы были направлены к
вершине резца. При точении такими резцами
стружка срезается с заготовки при
перемещении суппорта слева направо.
4.
По материалу режущей части: из быстрорежущей
стали, твердого сплава.
5. По конструкции
режущей части: цельные и составные (с
припаянной пластинкой или с механическим
креплением режущей пластинки).
3.
Элементы и геометрические параметры
токарного резца.
Любой
режущий инструмент состоит из двух
частей: I- режущей части; II- крепежной
части (рис.8).
Правым называется
резец, у которого главная режущая кромка
расположена со стороны большого пальца
правой руки, наложенной ладонью на резец
так, чтобы пальцы были направлены к
вершине резца. При точении такими резцами
стружка срезается с заготовки при
перемещении суппорта справа
налево.
Левым называется
резец, у которого главная режущая кромка
расположена со стороны большого пальца
левой руки, наложенной ладонью на резец
так, чтобы пальцы были направлены к
вершине резца. При точении такими резцами
стружка срезается с заготовки при
перемещении суппорта слева направо.
4.
По материалу режущей части: из быстрорежущей
стали, твердого сплава.
5. По конструкции
режущей части: цельные и составные (с
припаянной пластинкой или с механическим
креплением режущей пластинки).
3.
Элементы и геометрические параметры
токарного резца.
Любой
режущий инструмент состоит из двух
частей: I- режущей части; II- крепежной
части (рис.8).
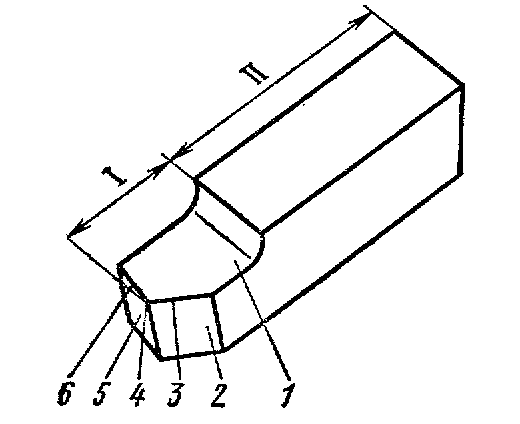 Рис.8.
Элементы токарного резца
На режущей
части различают следующие элементы:
1-переднюю
поверхность, по которой сходит
стружка
2-главная задняя поверхность,
примыкающая к главному лезвию
3-главное
режущее лезвие
4-вершина
резца
5-вспомогательная задняя
поверхность, примыкающая к вспомогательному
лезвию
6-вспомогательное режущее
лезвие
Рис.8.
Элементы токарного резца
На режущей
части различают следующие элементы:
1-переднюю
поверхность, по которой сходит
стружка
2-главная задняя поверхность,
примыкающая к главному лезвию
3-главное
режущее лезвие
4-вершина
резца
5-вспомогательная задняя
поверхность, примыкающая к вспомогательному
лезвию
6-вспомогательное режущее
лезвие
4.
Геометрия резцов в статике
4.1.
Координатные плоскости
Для
осуществления процесса резания резец
затачивают по передней и задней
поверхностям. Для отсчета величины
углов резца пользуются координатными
плоскостями (рис.9, 10).
Основная
плоскость (ОП)
– плоскость, параллельная направлениям
продольной (Sпр)
и поперечной (Sп)
подач. У токарных резцов основная
плоскость совпадает, как правило, с
нижней опорной поверхностью стержня
резца.
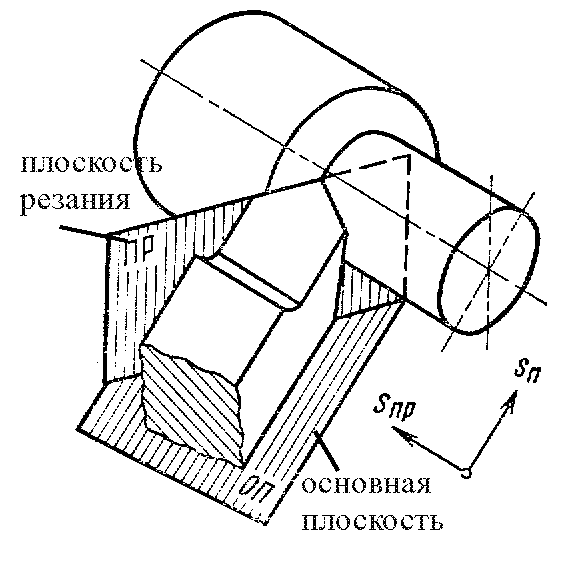 Координатные
плоскости
Плоскость
резания (ПР)
проходит через главное режущее лезвие
резца, касательно к поверхности резания
заготовки.
Главная
секущая плоскость (NN) проходит
через произвольную точку главного
режущего лезвия перпендикулярно к
проекции главного режущего лезвия на
основную плоскость.
Вспомогательная
секущая плоскость проходит
через произвольную точку вспомогательного
режущего лезвия перпендикулярно к
проекции вспомогательного режущего
лезвия на основную плоскость.
Координатные
плоскости
Плоскость
резания (ПР)
проходит через главное режущее лезвие
резца, касательно к поверхности резания
заготовки.
Главная
секущая плоскость (NN) проходит
через произвольную точку главного
режущего лезвия перпендикулярно к
проекции главного режущего лезвия на
основную плоскость.
Вспомогательная
секущая плоскость проходит
через произвольную точку вспомогательного
режущего лезвия перпендикулярно к
проекции вспомогательного режущего
лезвия на основную плоскость.
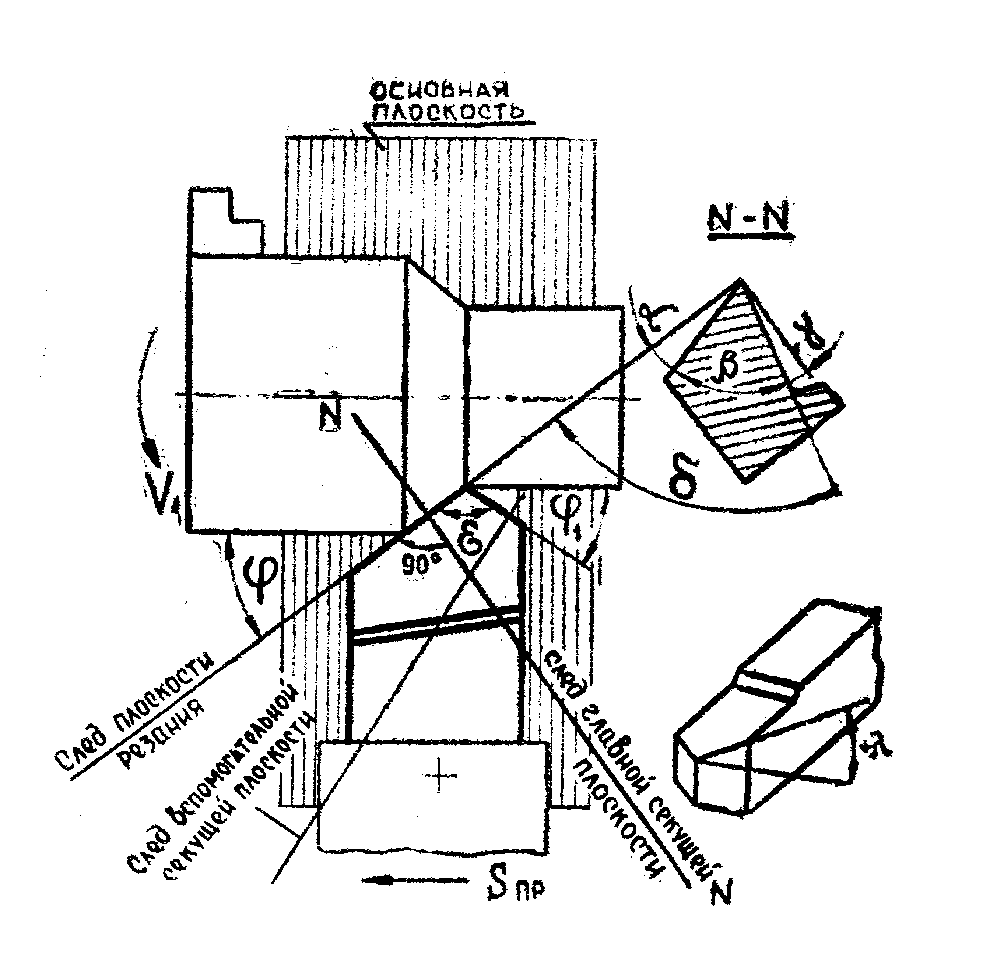 Геометрические
параметры режущей части прямого
токарного
проходного
резца
Геометрические
параметры режущей части прямого
токарного
проходного
резца
Вопрос № 26.
Шлифование. Схемы шлифования. Получаемые характеристики качества. Область применения.
Шлифование — это процесс обработки при помощи абразивного инструмента, режущими элементами которого являются зерна абразивных материалов. Форма этих зерен и их положение в связке круга различны, поэтому воздействие их на обрабатываемый материал неодинаково: часть зерен срезают металл острыми кромками, как режущими кромками инструмента, часть зерен скоблят или царапают обрабатываемый материал.
Шлифование применяют для обработки различных внешних цилиндрических, фасонных и плоских поверхностей, а также для обработки отверстий. Шлифованием можно обрабатывать очень твердые закаленные поверхности.
Чаще
всего шлифование является окончательной
(отделочной) обработкой точных
ответственных поверхностей и осуществляется
на шлифовальных станках. При этом
возможно удаление весьма тонких слоев
металла.
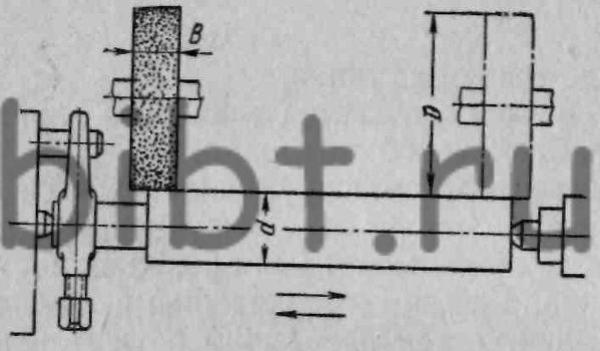
Рис. 122. Схема круглого шлифования
Наиболее распространено шлифование наружных цилиндрических поверхностей, которое чаще всего производится на кругло-шлифовальных станках. Схема такого шлифования показана на рис. 122. Здесь шлифовальный круг вращается с большой скоростью (до 50 м/сек), а обрабатываемая заготовка вращается со скоростью в 60—100 раз меньше, чем скорость шлифовального круга.
Существует два основных способа наружного шлифования: с продольной подачей и с поперечной подачей или методом врезания. В первом случае обрабатываемая заготовка имеет вращательное движение вокруг оси и поступательное движение вдоль своей оси. Шлифовальный круг имеет тоже два движения: вращательное вокруг оси и периодическое поступательное в глубину обрабатываемой заготовки (поперечная подача). Во втором случае обрабатываемая заготовка имеет только вращательное движение вокруг своей оси, а шлифовальный круг вращается и одновременно перемещается в поперечном направлении. Ширина шлифовального круга должна перекрывать ширину обрабатываемой поверхности. Этот способ применяют при шлифовании малых по длине поверхностей
Схемы основных видов шлифования
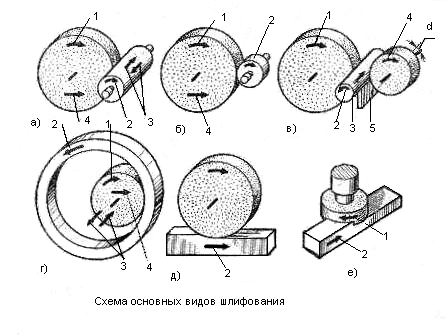
а) Круглое наружное шлифование с продольной подачей б) Круглое наружное шлифование врезанием в) Бесцентровое шлифование г) Круглое внутреннее шлифование д) Плоское шлифование периферией круга е) Плоское шлифование торцом круга
1. Направление вращения шлифовального круга 2. Вращение шлифуемой детали 3. Направление прямолинейного возвратно-поступательного движения детали 4. Направление поперечного перемещения шлифовального круга 5. Опорный нож при бесцентровом шлифовании 6. Направление вращения подающего круга
К основным характеристикам шлифовального круга относятся:
– марка абразивного материала, его зернистость;
– тип связки, удерживающей зерна;
– твердость круга;
– структура круга;
– уравновешенность круга, точность его формы и размеров.
Характеристики шлифовальных кругов регламентируются требованиями ГОСТов, нормалей и ТУ.
Вопрос № 27.
Резьбообразующие инструменты. Основные типы, конструкция и область применения.
Метчик - это винт, превращенный в инструмент путем прорезания стружечных канавок и создания на режущих зубьях передних, задних и других углов. Для крепления на станке или в воротке он снабжен хвостовиком. Режущая часть метчика изготавливается чаще всего из быстрорежущей стали, реже из твердого сплава.
Условия резания при снятии стружки метчиком очень тяжелые из-за несвободного резания, больших сил резания и трения, а также затрудненных условий удаления стружки. Кроме того, метчики имеют пониженную прочность из-за ослабленного поперечного сечения. Особенно отрицательно это сказывается при нарезании резьбы в вязких материалах метчиками малых диаметров, которые часто выходят из строя из-за поломок, вызванных пакетированием стружки.
Достоинствами метчиков являются: простота и технологичность конструкции, возможность нарезания резьбы за счет самоподачи, высокая точность резьбы, определяемая точностью изготовления метчиков.
По конструкции и применению метчики делят на следующие типы:
1) ручные (слесарные) - с ручным приводом, изготавливаются комплектами из двух или трех номеров;
2) машинно-ручные одинарные или в комплекте из двух номеров -с ручным или станочным приводом;
3) машинные одинарные - со станочным приводом;
4) гаечные - для нарезания резьбы в гайках на специальных станках;
5) плашечные и маточные - для нарезания и, соответственно, калибрования резьбы в резьбонарезных плашках;
6) специальные - для нарезания резьб различных профилей: трапецеидальных, круглых, упорных и т.д., а также сборные регулируемые, метчики-протяжки, конические метчики и др.
Особенности конструкций некоторых основных типов метчиков
. Несмотря на простоту конструкций метчиков, в практике нашли применение различные варианты их исполнения применительно к решению конкретных задач производства. Насчитывается более 12 вариантов исполнения машинных метчиков, часть из которых представлена на рис. 11, а - и. Ниже даны краткие характеристики конструкций метчиков, нашедших наибольшее практическое применение.
Слесарные (ручные) метчики предназначены для нарезания резьб вручную. Они изготавливаются из инструментальных сталей комплектами из двух или трех метчиков, у которых резьба получена накаткой роликами. Класс точности метчика невысокий (4-й класс).
Машинные и машинно-ручные метчики используются на сверлильных, токарных и агрегатных станках для нарезания метрической резьбы М2...М24 в заготовках из стали прочностью до 800 МПа, латуни, чугуна, в сквозных и глухих отверстиях. Размеры таких метчиков стандартизованы. Материал режущей части метчиков - сталь Р6М5, резьба шлифованная и затылованная. Машинно-ручные метчики выпускаются комплектами из двух или трех номеров и могут использоваться также при нарезании резьбы вручную.
Метчики с шахматным расположением зубьеврекомендуется использовать для нарезания резьбы в вязких материалах, так как они исключают заклинивание витков инструмента в процессе резания вследствие уменьшения сил трения. При этом срезание зубьев метчика осуществляется обычно только на его калибрующей части. При обработке малопрочных вязких материалов зубья срезаются как на 1/3 длины заборной части, так и по всей ее длине. Практика показывает, что эффект уменьшения сил трения тем выше, чем больше шаг резьбы.
Метчики с укороченной стружечной канавкой или, как их часто называют, бесканавочные имеют короткие канавки переменной глубины с углом наклона дна канавки к оси ψ = 5...10° и осевым углом λ = 9...12°. По сравнению с обычными метчиками эти метчики из-за большого поперечного сечения более прочные. Длина канавок примерно равна удвоенной длине заборного конуса. Во избежание повышенного момента трения из-за отсутствия канавок на большей длине незатылованной калибрующей части делают большую обратную конусность по наружному диаметру (до 0,2 мм на 100 мм длины).
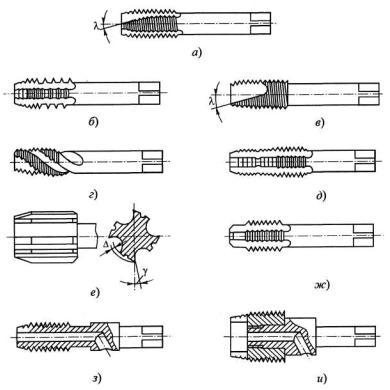
Рис. 11. Конструкции некоторых типов метчиков:
а - слесарный (ручной); б - с шахматным расположением зубьев; в - бесканавочный; г - с винтовыми канавками; д - ступенчатый; e - с режуще-выглаживающими зубьями; ж - с направляющей частью; з - с внутренним подводом СОЖ; и - колокольного типа
Такие метчики рекомендуется применять для нарезания резьб диаметром до 10 мм в сквозных отверстиях заготовок из труднообрабатываемыхлегированных сталей, вязких низкоуглеродистых сталей, цветных металлов и сплавов. Они обеспечивают также высокую точность и низкую шероховатость поверхности резьбы.
Метчики с винтовыми канавками, как было показано выше, рекомендуются для надежного удаления стружки в основном из глухих отверстий. При нарезании резьбы в сквозных отверстиях удаление стружки в направлении подачи метчика проще обеспечить путем подточки передней поверхности под осевым углом
Ступенчатые метчики имеют двойную режущую часть и позволяют реализовать в одном метчике любую комбинацию схем резания. Например, первая часть, имеющая занижение по профилю, может обрабатывать резьбу по генераторной схеме, а вторая - по профильной. При этом можно нарезать высокоточные резьбы. Эта конструкция удобна и для таких комбинированных схем, в которых одна часть выполняет резание, а вторая - выглаживание резьбы.
Метчики с режуще-выглаживающими зубьями имеют перья с режущими и ведущими участками. Канавки, разделяющие режущие и ведущие части метчика, служат для подвода СОЖ и выхода абразивного круга при шлифовании профиля резьбы.
Метчики с направляющими частями применяются для обработки деталей с точным взаимным расположением поверхностей нескольких отверстий. У метчиков для сквозных отверстий направляющая часть располагается впереди режущей части, а для глухих - после калибрующей части. Направляющая часть, расположенная после калибрующей части, имеет увеличенный диаметр и требует применения кондукторной втулки.
Метчики с внутренним подводом СОЖ имеют стойкость в 3...4 раза выше из-за лучших условий охлаждения, смазки и отвода стружки, но требуют специальных устройств для подвода СОЖ.
Метчики колокольного типа применяют при нарезании резьб в сквозных отверстиях крупных диаметров d = 50...400 мм в тяжелом машиностроении. Они выполняются цельными или составными. В последнем случае рабочая часть метчика насадная, состоящая из режущей и калибрующей частей. Внутренняя полость метчика обеспечивает подвод СОЖ и имеет большое пространство для размещения стружки. Число перьев у таких метчиков доходит до 16.
Гаечные метчики служат для нарезания сквозных резьб без свинчивания гаек путем их нанизывания на хвостовую часть. Для лучшего захода метчика в отверстие они имеют длинную заборную и короткую калибрующую части.
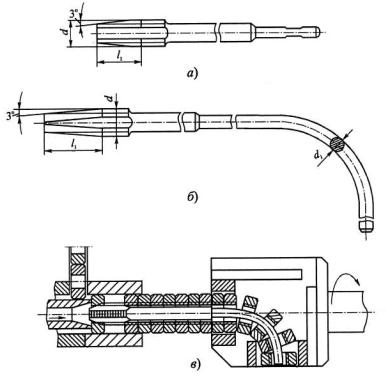
Рис. 12. Гаечные метчики
Из-за большой длины гаечных метчиков, затрудняющей их изготовление, особенно при шлифовании резьбы, их часто делают составными: отдельно изготавливают режущую и хвостовую части, а затем их соединяют сваркой трением, пайкой или с помощью резьбы.
Хвостовики гаечных метчиков изготавливают длинными прямыми или изогнутой формы (рис. 12. а, б). Метчики с изогнутыми хвостовиками применяют для нарезания резьбы в гайках на станках-автоматах с непрерывным циклом. Здесь заготовки гаек подаются из бункера в зону резания и после нарезания резьбы сходят по изогнутому хвостовику в лоток
Конические метчики. Особенность работы конических метчиков заключается в том, что нарезание резьбы происходит по всей длине метчика, равной длине резьбы. Калибрующая часть у конических метчиков отсутствует, что способствует появлению больших усилий резания. Нарезание резьбы, как правило, производится на станках с предохранительным устройством, срабатывающим в конце резания. Основные параметры метчиков подобны параметрам метчиков для цилиндрических резьб.
Метчик-протяжка позволяет нарезать в сквозных отверстиях резьбу любых профилей и длины, с любым числом заходов. Метчик-протяжка по сравнению с обычными метчиками и резьбовыми резцами обеспечивает повышение производительности в несколько раз при высокой точности и низкой шероховатости резьбы.
Особенности конструкции метчика-протяжки:
1) хвостовик располагается впереди режущей части и метчик работает на растяжение; 2) рабочая часть метчика представляет собой коническую поверхность большой протяженности с зубьями, профиль которых соответствует профилю нарезаемой резьбы; 3) зубья по среднему диаметру не затылуются, а затачиваются только по задним поверхностям с двойной заточкой; 4) ширина режущих кромок по наружному диаметру переменная. Она уменьшается от первых зубьев к последним, т.е. используется генераторная схема резания; 5) стружечные канавки выполняют винтовыми: для правой резьбы - левые, для левой резьбы - правые; 6) в конце рабочей части метчика иногда предусматривают короткую калибрующую часть и задний хвостовик.
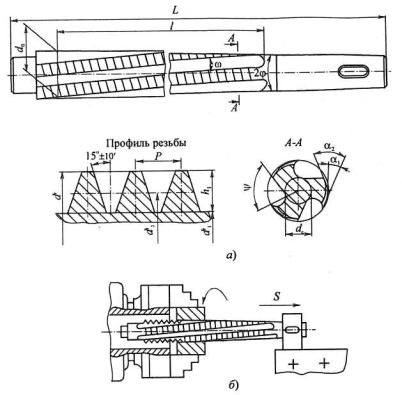
Рис. 13. Метчик-протяжка: а - конструкция; б - схема протягивания внутренней резьбы
Нарезание резьбы обычно производится на токарном станке с n = 18...40 об/мин и v = 2...3 м/мин. Хвостовик метчика с помощью клина крепят на суппорте станка. Перед протягиванием заготовку надевают на метчик и зажимают в самоцентрирующем патроне станка (рис. 13, б) и приводят во вращение. При этом шпиндель станка включают на обратный ход и суппорт перемещается вправо с подачей на один оборот, равной шагу нарезаемой резьбы.
При нарезании резьбы в высокопрочных материалах рабочую часть метчика-протяжки делят на ступени. При этом каждая ступень имеет режущую и калибрующую части, а проточки между ступенями служат для выхода стружки.
Резьбовые резцы применяются для нарезания всех видов резьб и обладают следующими достоинствами: простотой конструкции, технологичностью и универсальностью. Последнее достоинство заключается в том, что одним и тем же резцом можно нарезать на цилиндрической и конической поверхностях наружную и внутреннюю резьбы различного диаметра и шага.
Резьбовые резцы работают по методу копирования, поэтому профиль их режущих кромок должен соответствовать профилю впадины нарезаемой резьбы. С целью повышения производительности иногда используется также генераторная схема резания.
Удаление припуска в процессе резьбонарезания производится в условиях несвободного резания при большой степени деформации снимаемого материала. При этом формирование резьбы осуществляется, как правило, за несколько проходов при малых сечениях срезаемой стружки. В связи с этим производительность процесса резьбонарезания низка, поэтому резьбовые резцы в основном применяются в единичном и мелкосерийном производствах.
Гребенки (рис. 3) - это многониточные фасонные резцы, которые могут быть стержневыми, призматическими, круглыми. Их используют главным образом для нарезания крепежных резьб с мелким шагом, т.е. резьб с небольшой высотой профиля.
Гребенчатые фрезы применяются для нарезания остроугольных наружных и внутренних резьб с мелким шагом на цилиндрических и конических поверхностях заготовок. По сути, они представляют собой набор дисковых фрез, выполненных за одно целое на одном корпусе с профилем зубьев, соответствующим профилю резьбы. Поэтому канавки между фрезами кольцевые. Для образования зубьев вдоль оси фрезы прорезаны либо прямые, либо винтовые стружечные канавки. Для образования задних углов зубья затылуют по архимедовой спирали.
Дисковые фрезы нашли применение при нарезании резьб больших глубин, диаметров и длины. Например, их часто используют при нарезании резьб червяков, ходовых винтов и т.п. Благодаря тому, что фрезы являются многозубыми инструментами, работают с большими подачами и нарезают резьбу за один проход, их производительность по сравнению с резцами значительно выше.
Головки для охватывающего («вихревого»)фрезерования резьбы применяются в тяжелом машиностроении для скоростного нарезания крупных резьб на ходовых винтах длиной до 10 000 мм и диаметром до 1000 мм. Схема головки для охватывающего фрезерования показана на рис. 7. Она имеет достаточно сложную конструкцию и устанавливается на суппорте токарного станка с наклоном к оси заготовки под углом подъема резьбы т. Головка с установленными в ней твердосплавными резцами охватывает заготовку и приводится во вращение от индивидуального привода со скоростью 100...450 м/мин.
Резьбонарезная плашка - это гайка, превращенная в режущий инструмент путем сверления стружечных отверстий и формирования на зубьях режущих перьев передних и задних углов.
Плашки применяют для нарезания наружных резьб на болтах, винтах, шпильках и других крепежных деталях. По форме наружной поверхности плашки бывают: круглые, квадратные, шестигранные, трубные. Для слесарных работ они делаются разрезными и зажимаются в воротках.
Самое широкое применение нашли плашки круглые, как наиболее технологичные и простые в эксплуатации. Они изготавливаются из калиброванных прутков быстрорежущей стали на токарных прутковых станках-автоматах.
Вопрос № 28.
Факторы, определяющиевыбор способа получения заготовок. Показать на примере одной, двух разнотипных деталей.