

Нарезка и накатка резьб
Для соединения водогазопроводных труб применяются:
цилиндрические и конические трубные резьбы;
внутренние и наружные;
правые и левые.
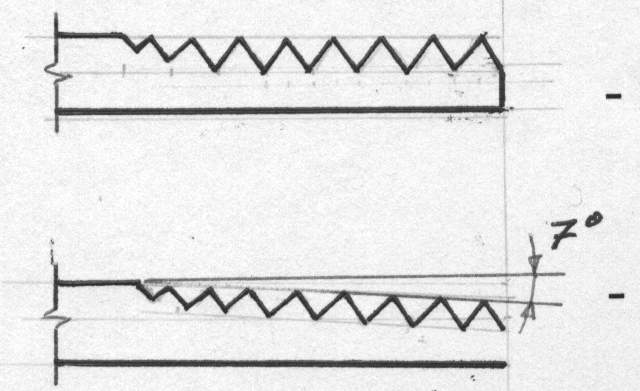
– цилиндрическая резьба;
– коническая резьба (обеспечивает высокую плот-
ность при соединении).
В резьбах последние 2-3 витка не полные по глубине (обусловлено конструкцией плашек) и называются сбегом. Длина сбега 4-5 мм в длину резьбы не включается.
По длине резьбы бывают короткие и длинные (для сгоновых соединений). Длинная резьба позволяет полностью накрутить муфту с контргайкой.
Н
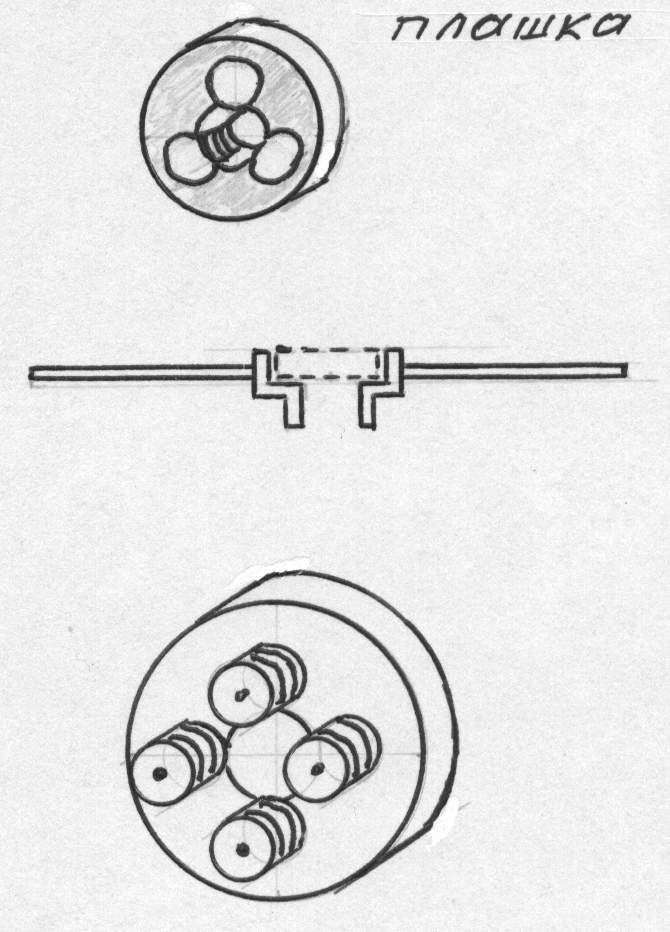 арезка
и накатка резьб производится в заводских
условиях специальными машинами, а в
построечных вручную при помощи плашек,
закрепленных в корпусе.
арезка
и накатка резьб производится в заводских
условиях специальными машинами, а в
построечных вручную при помощи плашек,
закрепленных в корпусе.
При нарезании резьбы в результате
снятия стружки происходит значите-
льное утончение стенки трубы –
снижается долговечность.
 Для
накатывания резьбы используют-
Для
накатывания резьбы используют-
ся резьбонакатные головки. При на-
катке резьбы стружка не снимается и
стенка не утончается. Профиль резьбы
более плавный. При накатке происхо-
дит упрочнение стали в резьбе.
К изгибам стальных труб предъявляются следующие требования: плавное очертание, отсутствие овальности в поперечном сечении, соответствующий радиус изгиба: при Dу ≤ 40мм R ≥ 2,5 Dнар,
при Dу > 50 мм R ≥ 3,5 Dнар.
При гибке материал труб подвергается с одной стороны сжатию, а с другой – растяжению. В результате толщина стенки выпуклой части уменьшается, а выгнутой – увеличивается.
Гибка труб может осуществляться холодным и горячим способами.
Холодным способом гнутся трубы диаметром Dу=10-200 мм. Гибка производится механизированным
с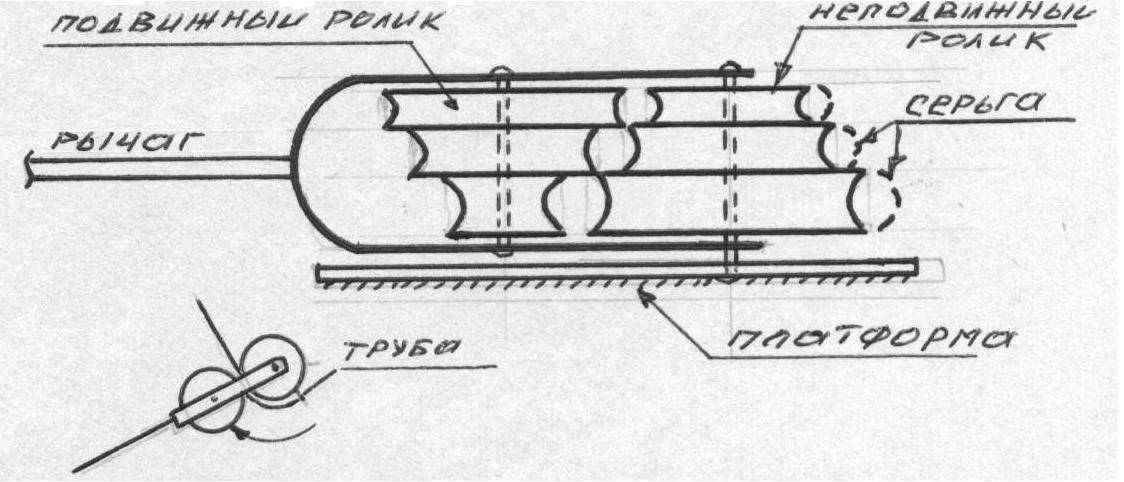 пособом
на заводах или вру-
пособом
на заводах или вру-
чную (Dу≤25) в построечных
условиях.
Принцип действия машин и
ручных трубогибов иденти-
чен (отличие составляет
привод)
После холодной гибки труба пружинит и распрямляется на 3-5˚. Это следует учитывать при гибке и назначать угол с учетом последующего распрямления.
На заводах применяются также фрикционные прессы, мощностью 60-100 т, на которых путем устройства матриц и пуансонов можно гнуть стандартные отводы, скобы, утки и тд. Гибочные операции на прессах дешевы, а заготовки имеют высокое качество.
Горячее гнутье труб со складками применяется для стальных труб диаметром Dу≤100. При этом способе толщина стенки на выпуклой части не уменьшается. Способ применяется в построечных условиях (редко) при отсутствии отводов.
П еред
гибкой складчатый отвод размечается.
Способ заключается в локальном нагреве
и деформации с
еред
гибкой складчатый отвод размечается.
Способ заключается в локальном нагреве
и деформации с
о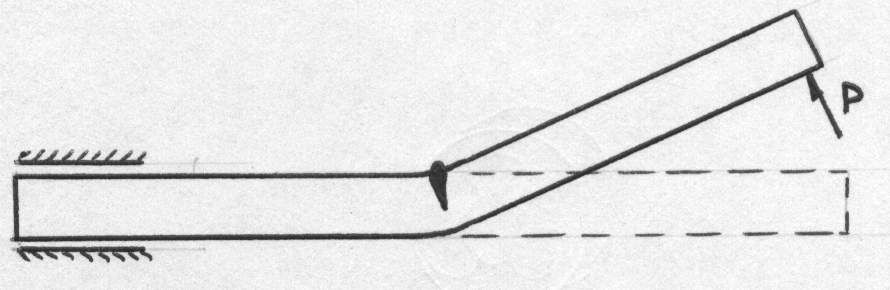 бразованием
складки уча-
бразованием
складки уча-
стка трубы. Складки образуют-
ся последовательно одна за дру-
гой. Нагрев трубы производит-
ся только с одной стороны. Наг-
ревают участок до красна при помощи ацетиленовых, кислородно-бензиновых горелок. Усилие прилагается только после нагрева участка. После образования складки – остывание и формирование следующей складки. Для получение прямого угла необходимо образовать несколько складок, каждая из которых дает изгиб на 10-15˚.
Горячее гнутье с нагревом токами высокой частоты выполняется в заводских условиях, обеспечивает плавный, без складок, изгиб труб. Высокочастотный индукционный метод нагрева позволяет сосредоточить большое количество тепловой энергии в толще нагреваемого металла, не вызывая пережога поверхностных слоев.
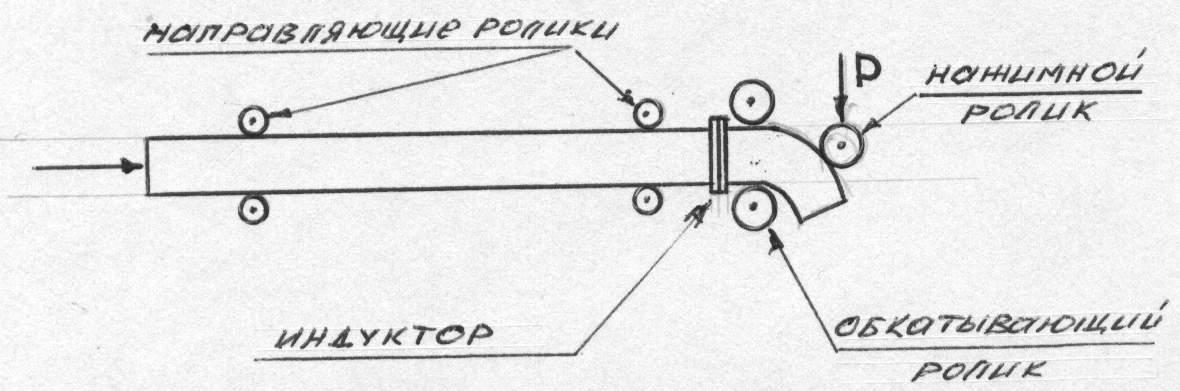
Последовательность гибки:
труба зажимается между
направляющими роликами.
К ее концу вплотную подводится нажимной ролик, который может перемещаться и создавать усилие в поперечном направлении. На трубу надевается индуктор. При включении генератора тока в месте расположения индуктора создается нагрев пояска трубы шириной 3-5 толщин трубы. После нагрева при помощи механизма продольной подачи труба перемещается вдоль оси и одновременно перемещается нажимной ролик. Труба изгибается по обкатывающим роликам и создается ее плавный изгиб. Выходящий конец трубы охлаждается.
Гнутье на станке ведется непрерывно, то есть нагрев, гнутье и охлаждение осуществляется непрерывно и последовательно.
Сборка элементов и узлов трубопроводов производится на резьбе, на сварке, на фланцах, на клею.
Резьбовое соединение – производится для труб Dу ≤ 50мм посредством фасонных частей (муфты, угольники и т.д.) и муфтовой арматуры с внутренней трубной резьбой. Длина резьбы соединяемых труб должна быть такой, чтобы между концами труб, ввернутых до отказа в муфту, оставался зазор не менее 5 мм. Эти резьбы называются короткими. Для разъединения такого соединения необходимо вывернуть один конец трубы. Это в собранной системе невозможно и такое соединение называют неразъемным.
Для создания разъемного соединения резьба на одной из труб должна иметь длину, позволяющую свободно навернуть муфту и контргайку и еще должно остаться 2-3 свободных витка резьбы. Такую резьбу называют длинной, а само соединение с муфтой и контргайкой – сгоновым.
Последовательность сборки сгонового соединения:
–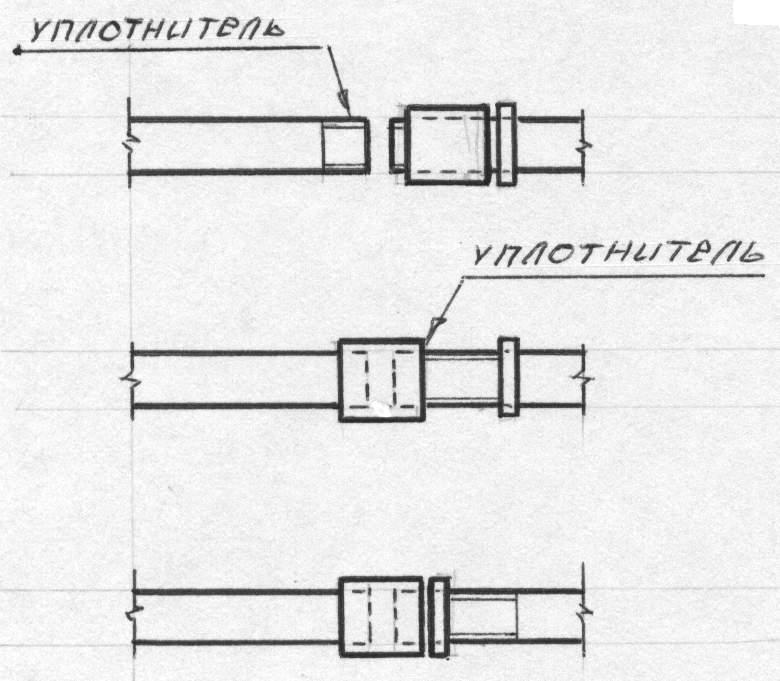 на короткую резьбу с уплотнительным
материалом сгоняется муфта с длинной
резьбы;
на короткую резьбу с уплотнительным
материалом сгоняется муфта с длинной
резьбы;
– у второго конца муфты кладут жгутик, пропитанный в пасте и плотно подгоняют контргайку. Назначение фаски у контргайки – плотно подойти к муфте и не выжать пасту из жгутика.
При резьбовом соединении пользуются различными уплотнительными материалами, которые наносятся на наружную резьбу труб до ввертывания муфты.
В системах водяного отопления с температурой воды не выше 105°С, а также в газовых сетях пользуются льняной прядью пропитанной пастами из железного сурика или цинковых белил, замешанных на натуральной олифе. Олифа является продуктом обработки растительного масла, нагретого до 230-250˚С. Пленки натуральной олифы после отвердения обладают высокой эластичностью и стойкостью.
При более высоких температурах используется фторопластовая лента ФУМ.
Для соединения водогазопроводных труб на резьбе применяются трубные (газовые) ключи разных размеров.
Сварное соединение труб относится к неразъемным. Для сварки труб применяется ручная газовая сварка, ручная электродуговая сварка. В заводских условиях применяется автоматическая и полуавтоматическая сварка под флюсом.
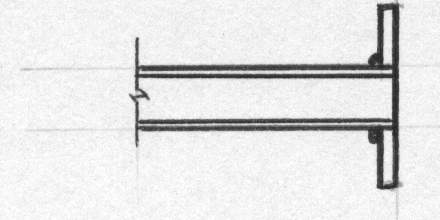
Независимо от способа сварки соединяемые концы труб и деталей перед сваркой должны быть очищены от загрязнений, ржавчины…. На ширину 10-15 мм от кромки. Сварку выполняют встык и внахлест (см. рис.).
Сварные швы трубопроводов, все без исключения, выполняются усиленными, то есть имеют валик толщиной 2 мм.
По месту расположения сварные швы бывают вертикальные, горизонтальные и потолочные.
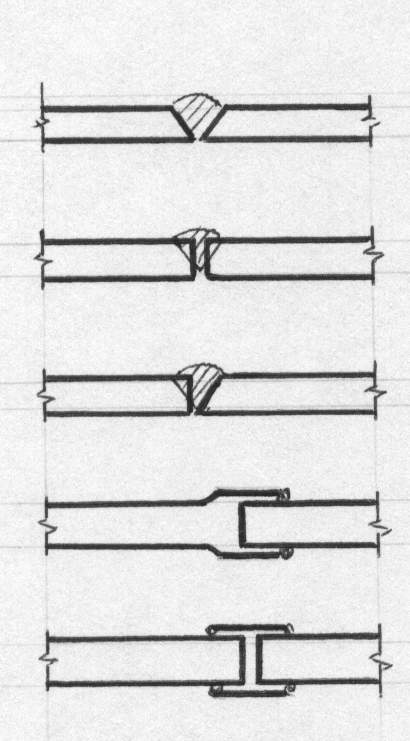
– У-обрезный (встык);
– бесскосный (встык);
– У-образный односторонний (встык);
– в стаканчик (внахлест);
– в раструб (внахлест).
Фланцевые соединения стальных труб широко применяются для присоединения арматуры, компенсаторов и распределительных гребенок. Соединение разъемное.
Виды фланцев:
– сварной фланец;
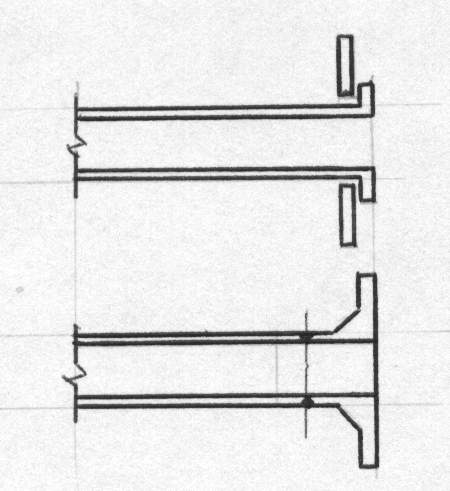
– фланец с приварным кольцом (обеспечивает
возможность поворота фланцев);
– литые фланцы.
Плоскость фланца должна быть строго перпендикулярна оси трубы – иначе образуется неплотное соединение.
Для обеспечения герметичности укладываются прокладки: термостойкая резина, тряпичный картон, пропитанный в натуральной олифе – до температуры 130°С, при температуре теплоносителя до 150˚С применяют паронит.
Последовательность установки задвижки:
фланцы "на сухо" (без сварки) устанавливают на концы труб;
устанавливается задвижка, фланцы стягивают 2-3 болтами каждый;
производится прихватка (наложение коротких сварных швов) фланцев к трубам;
задвижка снимается, а фланцы обвариваются;
устанавливается задвижка, прокладки, болты стягиваются методом крестообразного обхода.
Соединение на клею осуществляется с помощью муфт без резьбы. В качестве клея используются эпоксидные композиции. Перед склеиванием поверхности зачищаются и обезжириваются. Затем на обе поверхности наносится клей и без поворота производится соединение элементов. До набора прочности эпоксидным клеем соединение должно находиться в состоянии покоя.