

2.2. Строительные, монтажные и заготовительные длины
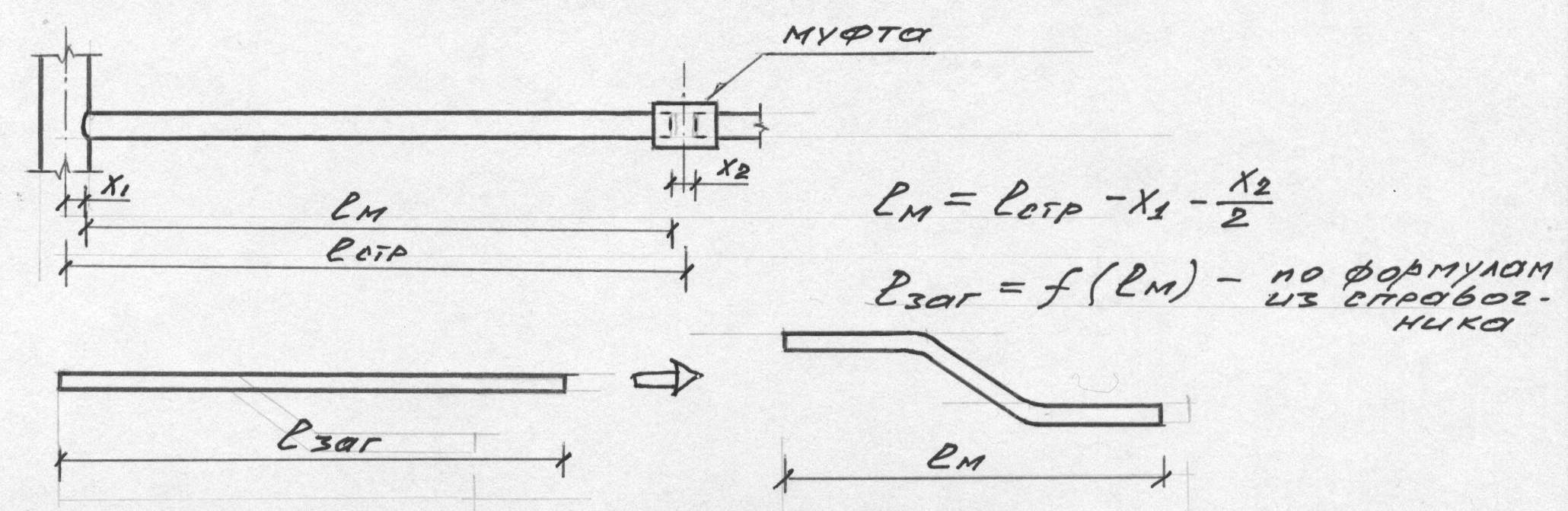
Строительной длиной – называется расстояние между узлами (фасонные части, соединительные детали, арматура) в осях. Строительные длины получают из монтажных проектов или замеров с натуры.
Монтажная длина – фактическая длина детали без учета фасонных частей и арматуры.
Заготовительной длиной гнутой детали называется длина заготовки до ее изгиба.
Расстояние между центром фасонной части и первым витком внутренней резьбы называется скидом (принимают по справочникам).
2.3. Изготовление узлов и деталей из стальных труб
Технологический процесс по изготовлению узлов и деталей из стальных труб включает следующие основные операции:
очистка;
разметка;
резка;
нарезка или накатка резьб;
гибка;
соединение.
При заготовительных работах все основные операции, как правило, механизированы и выполняются на специальных станках, обеспечивающих высокую производительность и надлежащее качество.
Очистку наружной поверхности выполняют как для заготовок так и для готовых изделий. Однако во втором случае из-за сложной конфигурации, наличии открытой резьбы, широкой номенклатуры узлов и деталей велики затраты ручного труда.
Внутренние поверхности очищают только при наличии указаний в проекте.
Очистку поверхности перед нанесением защитного покрытия производят механическим или химическим способами.
Механический способ – абразивы ( пескоструйные аппараты);
– металлические щетки;
– иглофрезы.
Химический способ – обработка преобразователями ржавчины;
– травление в кислотах.
Концы труб, имеющие резьбу, перед травлением покрывают бакелитовым или другим кислотоупорным лаком.
Разметка должна обеспечивать максимальное использование материалов. Разметка заключается в нанесении на поверхность труб линии отреза, отверстий. Риски наносят чертилкой, тальком, отверстия накернивают.
В заготовительных цехах разметку труб с помощью специальных приспособлений и устройств совмещают с прямой или фасонной резкой.
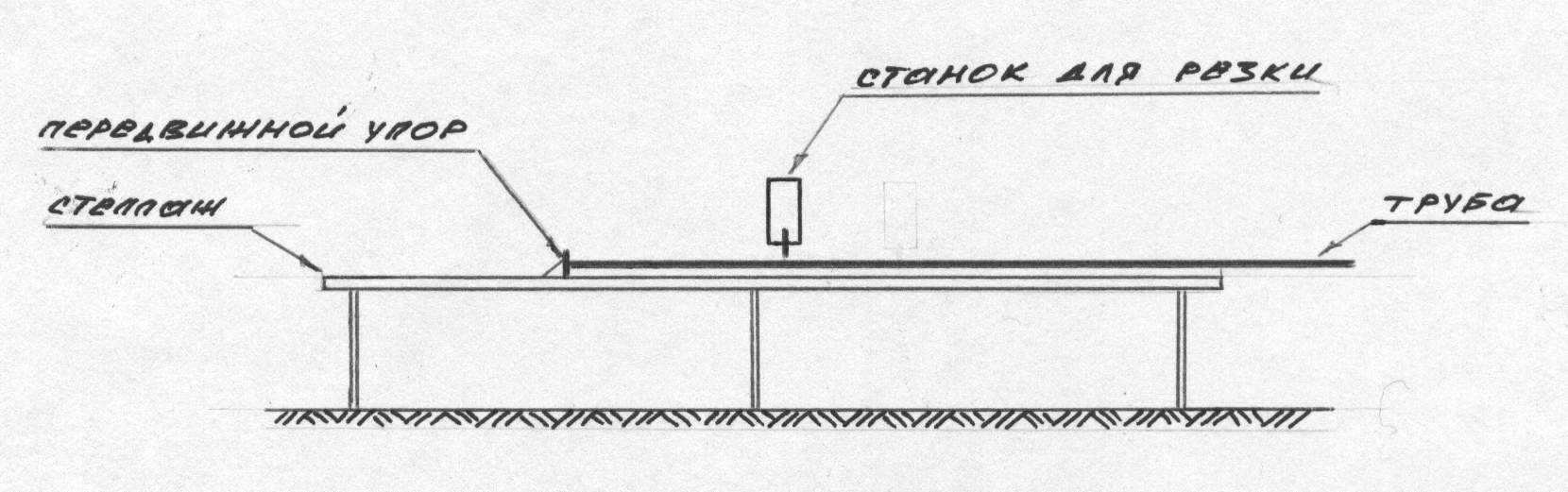
Резка труб бывает прямая (под прямым углом к оси) и фасонная (под углом ≠ 90˚ для врезки другой трубы).
Резка труб осуществляется газопламенным и механическим способами.
На строительной площадке резку ведут следующими способами:
газопламенным;
электродуговой сваркой;
шлифмашинами;
ножовками по металлу (при малых объемах работ);
ручными приспособлениями с обкатывающим роликом.
В заводских условиях резка осуществляется:
газопламенным способом для листового металла;
на станках с абразивными дисками;
на станках с обкатывающими роликами;
плазменным способом.
Газопламенный способ заключается в плавлении металла в локальной зоне при воздействии высокотемпературной газовой струи (бензорез, газовый резак).
П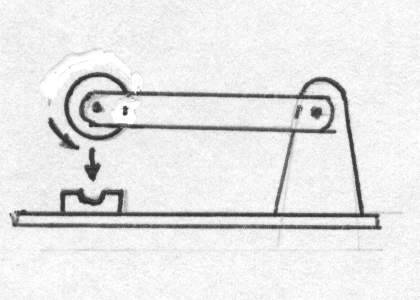 осле
резки газопламенным способом требуется
зачистка торцов трубы с целью снятия
наплавленного металла и придания торцам
плоскостности. Зачистка производится
шлифовальными кругами или армированными
абразивными дисками.
осле
резки газопламенным способом требуется
зачистка торцов трубы с целью снятия
наплавленного металла и придания торцам
плоскостности. Зачистка производится
шлифовальными кругами или армированными
абразивными дисками.
Резка на станках с режущим диском (армированный абразив). Режущий диск закрепляется на качающемся валу.
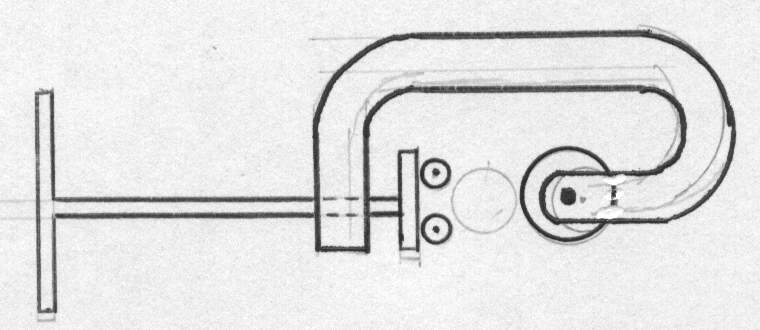
Р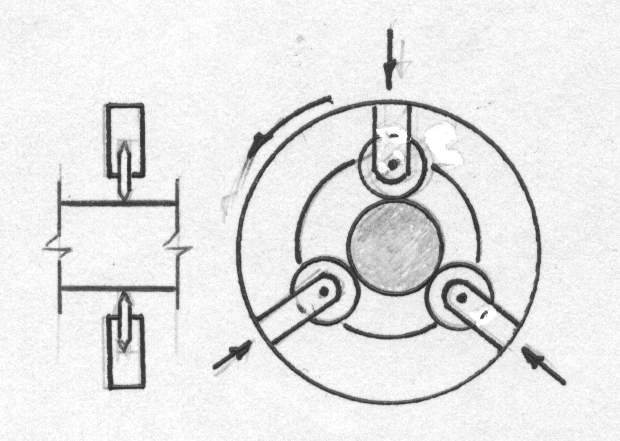 езка
на станках с клиновыми дисковыми ножами,
которые обкатывая трубу обрезают
заготовку. Труба вставляется в отверстие
диска с ножами и закрепляется. По мере
обкатки дисковые ножи подаются вперед
при помощи диафрагменных пневмокамер.
езка
на станках с клиновыми дисковыми ножами,
которые обкатывая трубу обрезают
заготовку. Труба вставляется в отверстие
диска с ножами и закрепляется. По мере
обкатки дисковые ножи подаются вперед
при помощи диафрагменных пневмокамер.