

5.3. Виды монтажных соединений воздуховодов
Фланцевое соединение – наиболее распространённое, воздуховоды при этом имеют фланцы из угловой или полосовой стали. Для удобства сборки отверстия под болты делают не круглыми, а овальными. При соединении металлических фланцев между ними прокладывают уплотнительный материал: листовую либо пористую резину, асбестовый шнур, после чего их стягивают болтами. Фланцевое соединение применяется для круглых и прямоугольных воздуховодов.

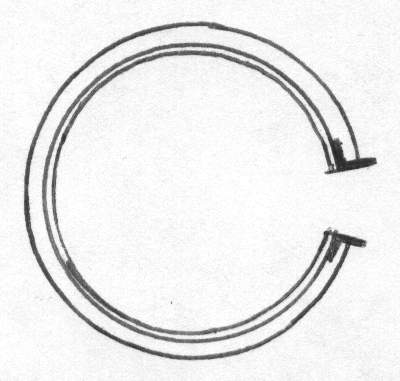
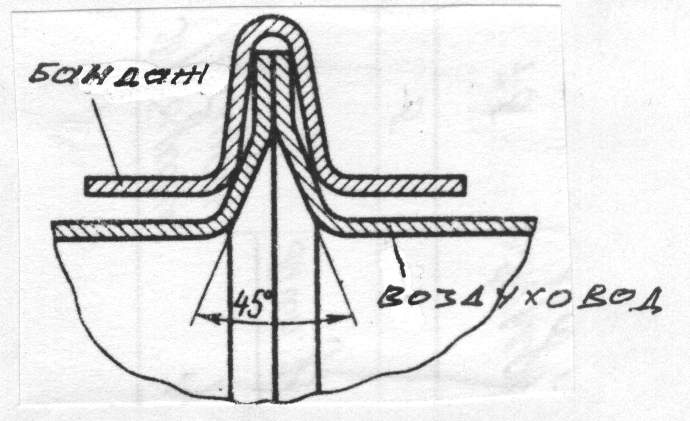
Бандажное соединение – применяется для круглых воздуховодов диаметром 100-900 мм. Бандаж изготавливают из тонколистовой стали толщиной 1-1,5 мм. На концах бандажа привариваются уголки с отверстиями под болты. Воздуховоды должны иметь отбортованную кромку. Для обеспечения герметичности соединения внутрь бандажа закладывают герметизирующую мастику.
Для воздуховодов диаметром 100-250 мм бандажи изготавливают из двух половинок методом штамповки.
Бандажное соединение менее металлоёмко (чем фланцевое), однако воздуховоды требуют большей осторожности при транспортировании, погрузке и разгрузке вследствие большей деформативности.
Реечное соединение используется для соединения воздуховодов только прямоугольного сечения. После совмещения торцов воздуховодов на их специально отбортованные торцы последовательно подвигаются соединительные рейки. Соединение уплотняется, путём отгибания выпущенных концов двух противоположных реек.

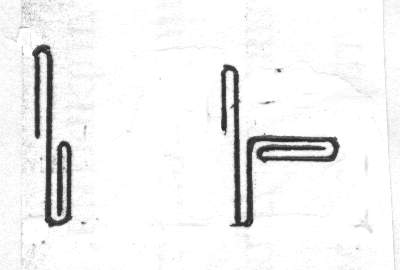
Планочно-реечное соединение применяется для воздуховодов прямоугольного сечения. Углы воздуховода подрезаются и две противоположные кромки загибаются (ширина отгиба 10-12 мм.).
Н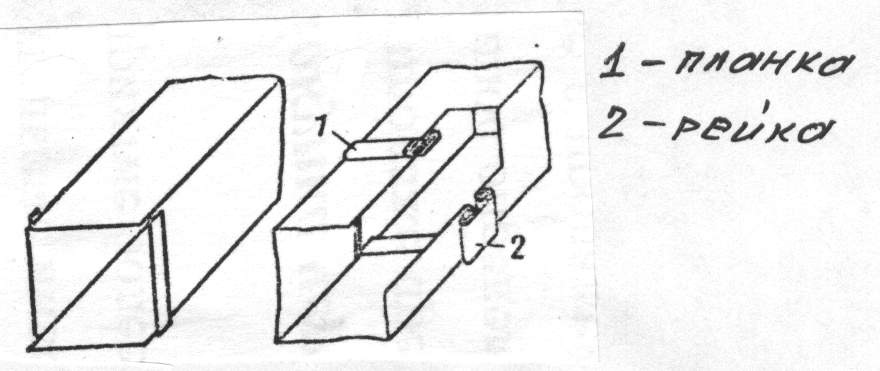 е
загнутые грани вставляют в планки, а на
отогнутые кромки надеваются рейки,
концы которых загибаются для фиксации
соединения.
е
загнутые грани вставляют в планки, а на
отогнутые кромки надеваются рейки,
концы которых загибаются для фиксации
соединения.
Телескопическое соединение применяются для круглых воздуховодов имеющих конусность. Это соединение применяется только для воздуховодов диаметром до 500 мм. Соединение выполняется на сухо (на шурупах-саморезах или заклёпках) или на клею (эпоксидные композиции).
П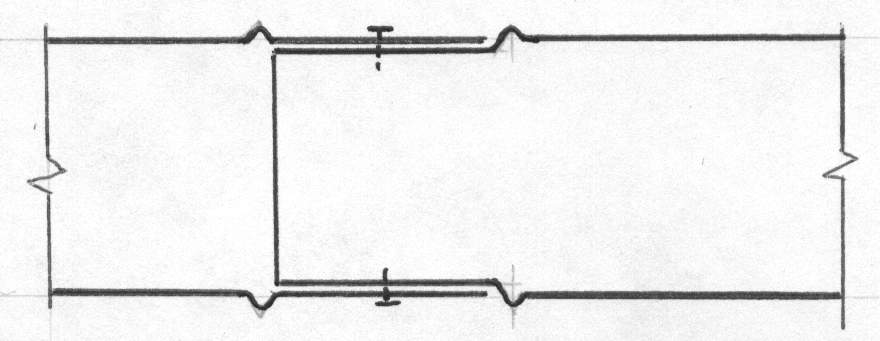 еред
установкой шурупов или заклёпок в
совмещённых воздуховодах просверливаются
отверстия. Для обеспечения герметичности
соединение оклеивают липкой лентой.
еред
установкой шурупов или заклёпок в
совмещённых воздуховодах просверливаются
отверстия. Для обеспечения герметичности
соединение оклеивают липкой лентой.
Н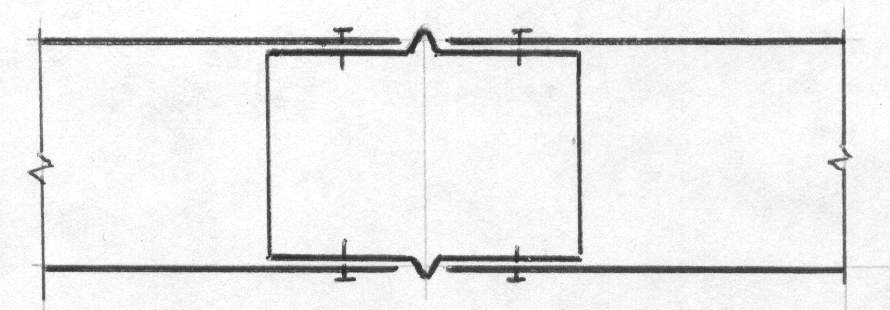 иппельное
соединение используется для круглых
воздуховодов, соединительный элемент
– ниппель. Уплотнение стыков выполняется
липкой лентой.
иппельное
соединение используется для круглых
воздуховодов, соединительный элемент
– ниппель. Уплотнение стыков выполняется
липкой лентой.
Воздуховоды из винипласта соединяют с помощью муфт или фланцев. Фланцы могут быть из винипласта толщиной >8 мм, приваренными к воздуховодам, либо из угловой или полосовой стали. В последнем случае воздуховоды должны иметь отбортовку. В качестве уплотнителя используется полихлорвиниловый пластикат (ПХВ + 40 % пластификатора), либо листовая резина.
Муфтовые соединения винипластовых воздуховодов делают сварными неразъёмными.
Асбестоцементные короба и трубы соединяют в раструб или с помощью муфт. В соединение прокладывается в два ряда пеньковая прядь смоченная в казеиново-цементном растворе. Оставшееся пространство заполняется мастикой: 15% асбестовой крошки, 85% цемента марки 400, приготовленного на 5% водном растворе казеиновом клея. Места соединения дополнительно оклеивают тканью на казеиновом клее и окрашивают масляной краской.