

5.2. Оборудование систем вентиляции и кондиционирования
Вентиляторы:
Р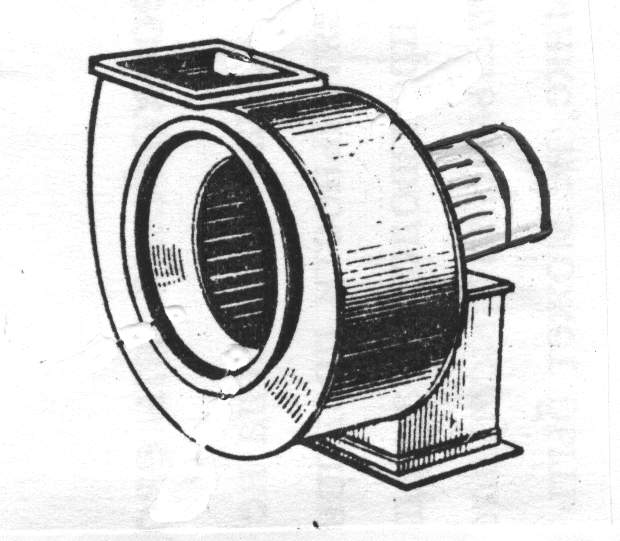 адиальные
вентиляторы состоят из специального
кожуха (улитки), лопаточного рабочего
колеса, станины с электродвигателем.
адиальные
вентиляторы состоят из специального
кожуха (улитки), лопаточного рабочего
колеса, станины с электродвигателем.
Радиальные вентиляторы выпускаются низкого давления (до 100 кг/м2), среднего давления (до 300 кг/м2) и высокого давления (до 1500 кг/м2). Кожух вентилятора может при установке поворачиваться по оси со смещением выходного отверстия (различные схемы присоединения).
В системах вентиляции используются радиальные вентиляторы № 32-20 (номер соответствует наружному диаметру рабочего колеса в дециметрах)
О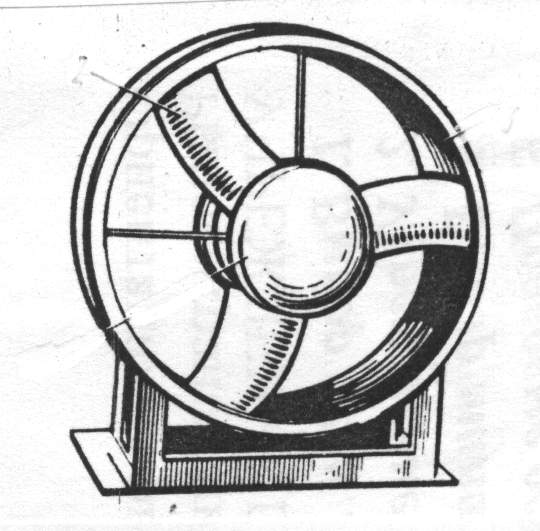 севые
вентиляторы имеют рабочее колесо
пропеллерного типа, расположенное в
цилиндрическом корпусе – обечайке. Ось
рабочего колеса совпадает с осью
электродвигателя.
севые
вентиляторы имеют рабочее колесо
пропеллерного типа, расположенное в
цилиндрическом корпусе – обечайке. Ось
рабочего колеса совпадает с осью
электродвигателя.
Промышленность выпускает осевые вентиляторы № 3,2-12,5.
Осевые вентиляторы создают меньшее давление и обладают более высоким уровнем шума.
Крышные вентиляторы – предназначены для установки на кровле бесчердачных покрытий зданий. Крышные вентиляторы выпускаются с вертикальным расположением вала рабочего колеса, имеют защитный зонт, кожух отсутствует. Применяются для удаления воздуха от местных откосов (зонты, вытяжные шкафы).
Потолочные вентиляторы – являются разновидностью осевых, но не имеют кожуха: электродвигатель через редуктор вращает три или более горизонтально расположены лопасти: служит для увеличения подвижности воздуха в помещениях общественных зданий.
Кондиционеры – служат для регулирования температуры, влажности, содержания пыли в воздухе.
Местные кондиционеры обслуживают одно-два помещения и располагаются рядом с этими помещениями: производительность 1500-20000 м3/ час.
Центральные кондиционеры – мощные крупногабаритные агрегаты производительностью 10000-250000 м3/час, предназначены для обработки воздуха в одном центре с последующей подачей его в обслуживаемые помещения по воздуховодам.
Центральные кондиционеры состоят из ряда унифицированных секций:
у
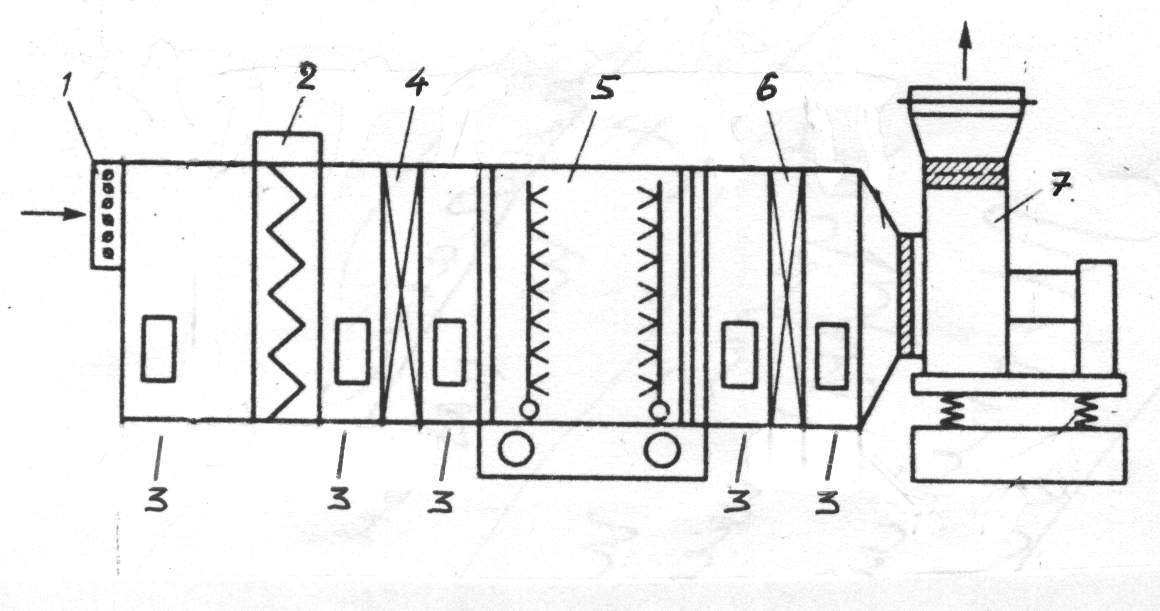 теплённый
воздушный клапан (1): не допускает
попадания наружного воздуха внутрь
неработающего кондиционера, исключает
замерзание воды в трубках; клапан
открывается одновременно с пуском
вентилятора;
теплённый
воздушный клапан (1): не допускает
попадания наружного воздуха внутрь
неработающего кондиционера, исключает
замерзание воды в трубках; клапан
открывается одновременно с пуском
вентилятора;– воздушный фильтр (2);
камера обслуживания (3) с люками устанавливается у секций требующих периодического ремонта и обслуживания;
воздухонагреватели первого (4) и второго (6) подогрева служат для нагрева воздуха; первый подогрев производится только в холодный период года; летом в калориферные секции подаётся охлаждённая вода;
камера орошения (5) предназначена для обработки воздуха водой (распыляется вода из форсунок);
вентилятор (7) служит для перемещения воздуха через кондиционер и подачи его через воздуховоды в помещения.
Приточные камеры – выполняются в строительном исполнении или монтируются из отдельных секций. Приточные камеры (1 ПК-10) – (1 ПК-150) выполняются из металла и поставляются на объект в собранном виде: состоят:
в
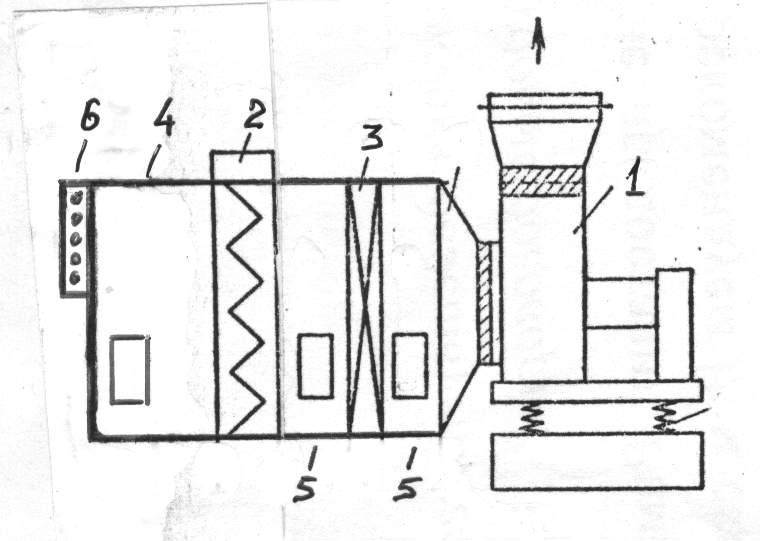 ентилятор
(1);
ентилятор
(1);камера орошения (2);
калориферная секция (3);
приёмная секция (4);
соединительная секция (5);
утеплённый клапан (6).
Воздушные завесы – устанавливают у открытых проёмов или ворот промышленных и дверей общественных зданий. Выпускаются промышленностью в виде единого агрегата.
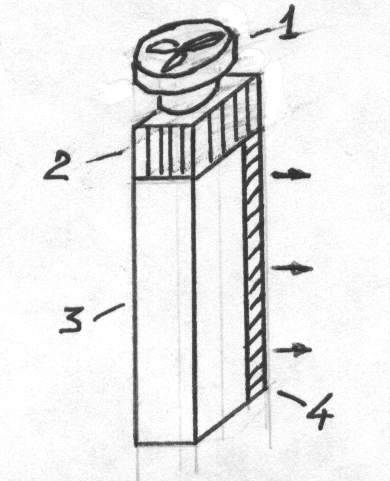
1 – осевой или радиальный
вентилятор;
2 – нагревательная секция;
3 – воздухораздаточные короба;
4 – щелевая насадка.
Воздушные завесы могут изготавливаться и собираться из отдельных элементов: радиальный вентилятор и калориферная секция на фундаменте, воздуховоды, короба с щелевыми насадками.
Циклоны – служат для удаления пыли или механических примесей из воздушного потока. В циклонах отделение пылеватых частиц происходит за счёт инерционной сепарации.
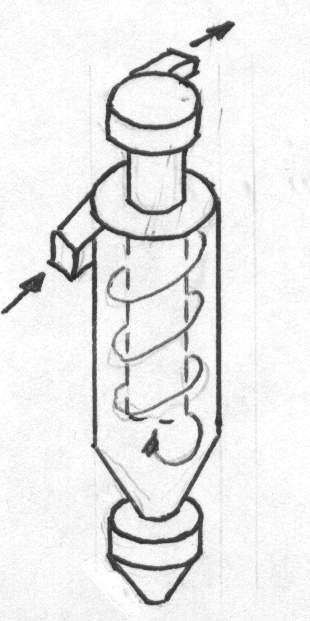
Запылённый воздух закручивается по образующей корпуса и по спирали перемещается вниз. Под действием центробежных сил частицы пыли стремятся прижаться к внутренним стенкам корпуса, теряют скорость и под действием собственного веса скатываются в нижний корпус (пылесборный бункер с задвижкой). Очищенный воздух по внутренней трубе поднимается вверх и удаляется в атмосферу.
Скруббер – отличается от циклона наличием водяной плёнки на внутренней поверхности корпуса, создаваемой тангенциально расположенными форсунками. Направление вращения водяной плёнки и воздушного потока должны совпадать. В нижней части скруббера находится отстойник, в котором осаждается шлам.
Воздуховоды – служат для распределения чистого и сбора загрязнённого воздуха, подачи его к очистным устройствам.
Самая большая группа воздуховодов – стальные, которые могут быть круглыми или прямоугольными. Круглые воздуховоды имеют ряд преимуществ перед прямоугольными: они более прочны при одинаковой толщине металла, менее трудоёмки в изготовлении и имеют на 18-20% меньший расход металла при одинаковом и площади сечения. Круглые воздуховоды используются в основном в промышленных зданиях.
Прямоугольные воздуховоды лучше вписываются в интерьер общественных зданий.
Воздуховоды изготавливаются на фальцевых соединениях или сварке.
Для унификации деталей вентиляционных систем, способствующей централизации заготовительного производства и упрощения сборки существуют нормали на изготовление воздуховодов.
Нормали распространяются на прямые участки и фасонные части.
Толщина листа принимается в зависимости от диаметра воздуховода.
0,5 мм – при диаметре или размере сечения прямоугольного воздуховода 100-200 мм;
0,6 мм – при диаметре до 450 мм;
0,7 мм – при диаметре до 800 мм;
1,0 мм – при диаметре до 1600 мм;
1,4 мм – при диаметре до 2000 мм.
При перемещении воздуховода с t > 80ºС и при содержании механических примесей толщина стенки воздуховода может быть увеличена вплоть до 1,4 мм.
Стандартная длина прямых участков (определяемая размером листа) составляет 1980, 2480 мм – при отбортовке на фланец (по 10 мм и с каждой стороны) и 2010, 2510 мм – при приварке к фланцу (припуск по 5 мм с каждой стороны).
Круглые металлические воздуховоды имеют нормали (диаметр): 100, 125, 110, 160, 180, 200, 225, 250, 280, 315, 355, 400, 450, 500, 560, 630, 710, 800, 900, 1000, 1250, 1400, 1600, 1800, 2000 мм.
Отводы круглых воздуховодов с центральным углом 90º изготовляют из одного звена и двух стаканов, а с центральным углом 45 только из двух стаканов. Средний радиус отвода принимается равным его диаметру D. Для систем аспирации и пневмотранспорта отводы изготовляют из пяти звеньев (15º) и двух стаканов (7,5º) со средним радиусом равным 2 D.
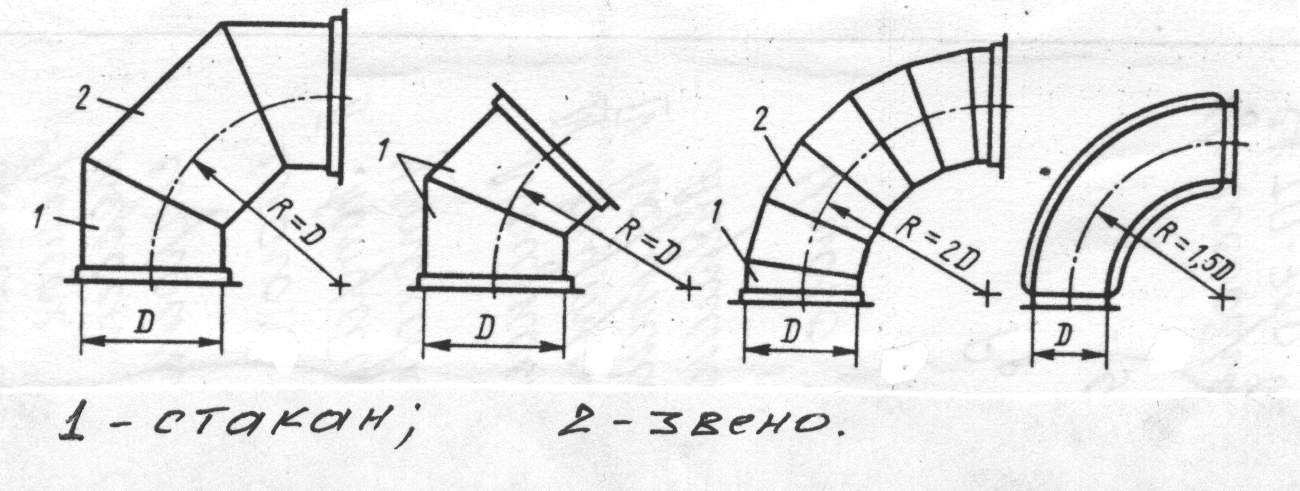
1 – стакан; 2 - звено
В последнее время распространение получили штампованные отводы, имеющие лучшие аэродинамические характеристики. Их средний диаметр 1,5 D.
Узлы ответвлений систем общеобменной вентиляции:
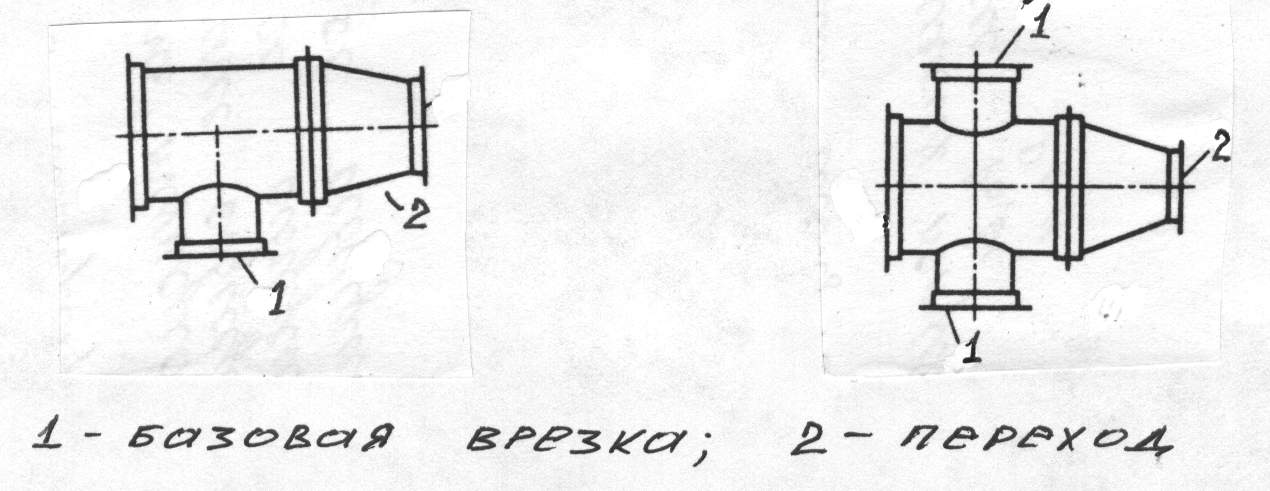
1 – базовая врезка; 2 – переход
В системах аспирации и пневмотранспорта применяются прямые и штанообразные тройники, крестовины с углом ответвления 300 при диаметре основания до 630 мм и углом 450 при большем диаметре:
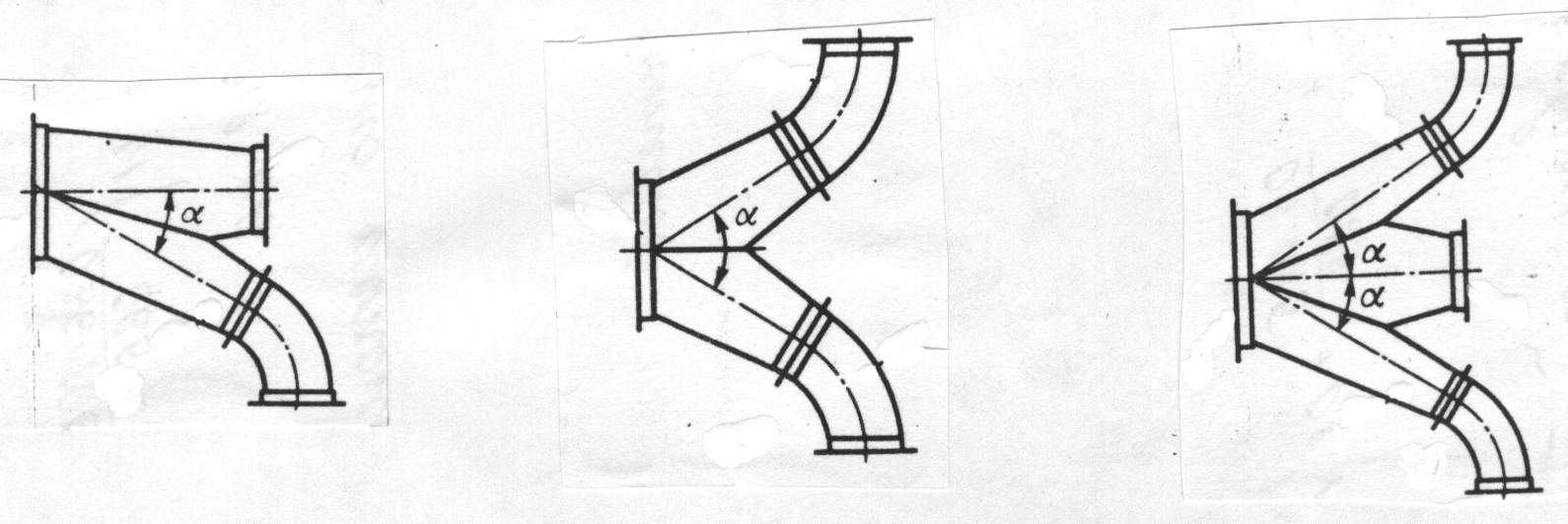
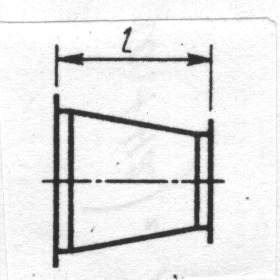
Унифицированные центральные переходы имеют стандартную длину для разных диаметров: L = 270, 400, 600, 800 мм.
Нормали прямоугольных воздуховодов определяются модулем равным 50 мм при размере стороны < 300 мм (150, 200, 250 мм) и равным 100 мм – при размере сечения < 800 мм, 200 мм – при большем сечении. Сечение воздуховода обозначается 250 × 400.
Стандартная длина прямых участков 1980, 2480 при отбортовке на фланец, 2010, 2510 мм – при приварке к фланцу.
Отводы прямоугольных воздуховодов имеют постоянный радиус шейки 150 мм при ширине отвода до 800 мм включительно и 300 мм для отводов с шириной сечения 1000-2000 мм.
Унифицированные переходы – одностронние, с углом 45º между образующей и плоскостью основания применяют для изменения сечения воздуховодов, а также для врезки ответвлений в соответствующие узлы. Узлы ответвлений собирают из прямых участков и унифицированных переходов, иногда к ним добавляют заглушки.
П рименяют
так же тройники заводского изготовления.
рименяют
так же тройники заводского изготовления.
отвод полуотвод переход крестовина тройник
Неметаллические воздуховоды – кирпичные каналы в строительном исполнении, асбестоцементные трубы и короба, бетонные и железобетонные блоки. Срок службы сопоставим со сроком службы здания. Однако, отличаются большой трудоёмкостью изготовления и монтажа, имеют большее сопротивление проходу воздуха. Используются в жилых и общественных зданиях.
Гибкие гофрированные воздуховоды – имеют внутренний каркас из стальной спирали. Применяются в виде отдельных вставок в местах, где воздуховоды имеют сложную конфигурацию: воздуховоды способны изгибаться под любым углом. Гибкие гофрированные воздуховоды выпускаются диаметром 200-630 мм. Они прочны и трудносгораемы, однако имеют высокие потери давления на трение – используются преимущественно в виде вставок.
Гибкие вставки к вентиляторам изготавливаются из брезента с фланцами или из брезентового полотна, наматываемого на фланцы и закрепляемого хомутами.
Воздуховоды из винипласта – обладают высокой стойкостью к агрессивным средам, соединение кромок выполняется прутковой сваркой. Для воздуховодов используется листовой винипласт толщиной 2-5 мм. Винипластовые воздуховоды могут быть как круглого так и прямоугольного сечения.
При температуре 130ºС винипласт приобретает пластичность и его листы могут быть согнуты по требуемому радиусу. Для изготовления круглых воздуховодов необходимы термошкаф и набор форм для каждого диаметра. Прямоугольные же воздуховоды могут быть согнуты с применением местного нагрева по линии сгиба (меньшая трудоёмкость).
Резка винипласта производится дисковыми и ленточными пилами. Сварка ведётся путём расплавления при t = 200-220ºС присадочного винипластового прутка в струе нагретого в горелке с нихромовой спиралью воздуха.
Винипластовые воздуховоды при низкой температуре становятся хрупкими (требуют осторожности при транспортировании), а под действием солнечных лучей могут деформироваться.