

Ұсату процесстері мен аппараттар конструкцияларының сипаттамасы.
Негізгі процестерге жататындар: ұсату жақты, конусты, валкті, балғалы, роторлы ұсатқыштарда, дезинтеграторларда, дисмембраторларда және электрогидравликалық немесе электроимпультық ұсату. Ұсату аппараты физикалық қасиеттері (беріктік, тұтқырлық, нәзіктік, сынғыштық және т.б.) және қажетті өнімділікті ұсатылған өнімнің ұсату және гранулометриялық құрылымды дәрежесін қажет ететін бастапқы материалдың ірілігі бойынша таңдалады.
Жақты ұсатқыштардағы ұсату.
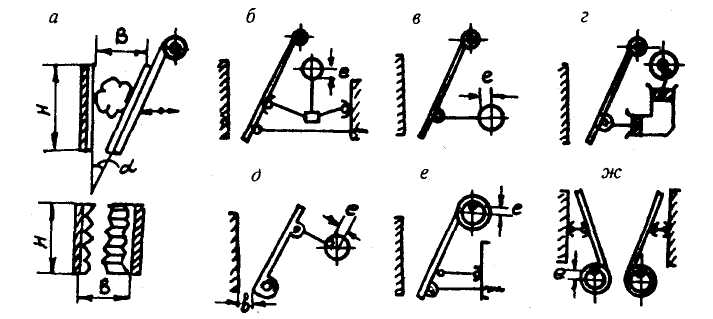
3.3 Сурет – беттерідің қозғалысы жай (б-д) және күрделі (е,ж) беттік ұсатқыштардың кинематикалық сызбалары және жұмыс істеу принциптері
Жақты ұсатқыштардың типті өлшемдері қабылдау тесігіндегі ені В мен ұзындығымен Z сипатталады (B x Z). Бастапқы материал кесектерінің максималды ірілігі қабылдау тесігінің ені 85%-тен аспауы тиіс. Ұсатылған өнімнің ірілігі түсіру тесігінің ұзындығынан тәуелді болады.
Жақты ұсатқыштар бір-бірінен жылжитын жақтың бекітілуі мен қозғалтқыш механизмі арқылы ажыратылады.
Жылжитын жақ осінің орналасуына байланысты келесі жақты ұсатқыштарды ажыратады: жоғарғы және төменгі аспалар.
Жылжитын жақтың төменгі аспасында түсіру тесігінің ені тұрақты болады. Бұл ұсатылған өнімдегі кесектің белгілі максималды ірілігін анықтайды. Бірақ түсіру тесігінің енінің тұрақты болу нәтижесінде ұнтағыштың қабылдау тесігіндегі төменгі жағында іркілген зоналар пайда болады; бұл ұсатылған өнімнің шығуына бөгет болады. Сондықтан түрлі өнеркәсіп салаларында ең көп пайдаланатын ұсатқыштар жоғарғы аспалы болып табылады.
Қозғалтқыштың кинематикалық схемасы бойынша жақтың жоғарғы және төменгі аспалы ұсатқыштар екі типті болуы мүмкін: жақтың жай және күрделі қозғалысы.
Жақтың жай қозғалысты ұсатқыштарында (ЩДП) жылжитын жақтың бір жылжымалы нүктесі бар – ол айналу центрі; қалған барлық нүктелер түрлі радиусты доғалар жасап айналады. Олар түрлі қозғалтқыш механизмдерімен шығарылады.
Күрделі қозғалысты жақты ұсатқыштарды қозғалысқа келтіру жақ ілінетін қозғалтқыш эксцентрикті білік арқылы жүзеге асады (сурет 3.3, е және ,б); жақтың келесі шеті жақтың астарларында және ұсатқыштың артқы қабырғасындағы берік құрылғы реттегіш сынаға орнатылатын тіреуш плитамен тіреледі. Қозғалмалы білік айналған кезде жақтың жұмыстық үстіңгі қабатының барлық нүктелері сопақша траекторияны сызады. Осыған сәйкес қозғалмалы жақтың бос жүрісі 1/5 айналымды құрайды; қалған 4/5 айналым жұмыстық жүрісті алады, 1/5 айналым барысында ұсатқыштың барлық жақтары тәртіппен жүреді, ал 3/5 айналым барысында материал қозғалмалы жақтың үстіңгі және астыңғы бөліктерне ауыса ұсатылады.
Күрделі қозғалысты жақты ұсатқыштар іріліктері біркелкі соңғы өнім алуға мүмкіндік береді және жай қозғалысты жақты ұсатқыштарға қарағанда, жоғары дәрежелі жұмыс істейді. Ұсатқыштардың кемшілігі, ұсатқыштарға күш салу қозғалмалы біліктің эксцентригіне тікелей беріледі, ал ол үлкен көлемді ұсатқыштардың шығарылуын және ірі ұсатқыштарға қолданылуын қиындатады. Бұдан басқа, қозғалмалы жақ ұсату кезінде көлденең ғана емес, сонымен қатар тік бағытта да жүреді. Сондықтан ұсатқышта материал жаншу мен бұзылуға ғана емес, сонымен қатар үгітілуі мен тілінуіне әкеледі, ол ұсақ-түйектің көп мөлшерде пайда болуын туғызады және ұсатқыш плиталардың аса жоғары тозуына әкеледі. Осы себептерге байланысты күрделі қозғалысты жақты ұсатқыштарды көбінесе орташа ұсатқыштарда және аса жоғары дәрежеде артық ұнтақтау жарамсыз емес жағдайда қолданады.
Жақты ұсатқыштардың өнімділігі негізінен кеннің физикалық қасиеттеріне, арту және түсіру саңылауларының өлшемдеріне, ұсату дәрежесіне ( әдетте 3-тен 5-ке дейін өзгеретін), эксцентрикті біліктің айналмалы жылдамдығына, беттік сипаттамасы мен жақтың қозғалуына, тарту бұрышына және қозғалмалы жақтың қозғалысының амплитудасына байланысты.
Құрылысының қарапайымдылығы, қызмет етуі және жақты ұсатқыштарды жөндеуі олардың елеулі кемшіліктері: жұмыс кезінде қатты дірілдеуіне, бір қалыпты емес толтыру кезінде кенді қағып кіргізуне, ұсатылған өнімнің іріліктерінің әр түрлілігіне қарамастан олардың орташа өнімділікті байыту фабрикаларында кеңінен қолданылуына әкелді.