

Елеу тиімділігі
Елеудің негізгі көрсеткішіне материалдың ірілігі бойынша бөліну дәлдігін сипаттайтын оның тиімділігі Еr (%) болып табылады. Сандық түрде ол бастапқы қоректегі тор астындағы өнімнің оның жалпы санына қатынасымен анықталады, яғни тор астындағы өнімнің төменгі класқа бөлінуінен тұрады.
Егер бастапқы, решетка астындағы және решетка үстіндегі өніндердегі төменгі кластың кездесуін αβ және θ деп белгілесек, онда елеудің тиімділігінің негізгі теңдеуін келесі формуламен анықталады:
Егер
берілген өлшемнен ірі дәндер тор
астындағы өнімге түспейтін және ![]() ,
онда
,
онда
![]()
Сусымалы материалдарды елеу кезінде елеу тиімділігі елеудің жалғасуына t байланысты:
![]()
мұндағы е – натуралды логорифмнің пайда болуы; К және n – материалдың елеугіштігін сипаттайтын метрлер.
Сондықтан да материалдың елеуінің жалғасуының төмендеуіне әкеп соғатын електің өнімділігінің артуы елеудің тиімділігінің төмендеуімен байланысты болады.
Елеудің тиімділігіне бастапқы материалдың ылғалдылығы мен гранулометриялық құрамы, елеуіштегі елек саңылауының формасы мен өлшемдері, елегіш беттердің тербеліс амплитудасы мен жиілігі, електің көлбеу бұрышы және материалды лақтыру бұрышы, елеу әдісіне маңызды әсер етеді.
Елеудің тиімділігі бастапқы материалдағы решетка астылық өнімнің кездесуінің жоғарлауымен артады және оның шамасы 60-80% болғанда максимальды болады. Бастапқы материалдардағы елек саңылауының өлшемдеріне жақын болатын өлшемдері бар «қиын» дәндер деп аталатындардың болуы елеу тиімділігін төмендетеді.
Бастапқы материалдың ылғалдылығы (сыртқы ылғалдың болуы) елеудің тиімділігін төмендетеді, әсіресе ұсақ материалдардың. Сазды сулы материалдарды елеу кезіндегі оның артуы үшін олардың ыстық ауамен кептіру мен електі жоғарғы жиілікті тоқпен қыздыру қолданылады. Бірақ та бастапқы материалдағы ылғалдылықтың жоғары болып келуі кезінде ұсақ дәндер ірі агрегаттарға жабысады және оларды қажетті тиімділігі бар құрғақ елеуде бөлу жзеге аспайды. Бұл жағдайда сулы елеу қарастырылады, онда су елекке бастапқы материалмен бірге беріледі.
Көмірді елеудегі тиімділікті бағалау кезінде електің өнімділігін, решетка үстілік өнімнің төменгі класпен бітелуі, бастапқы материалда төменгі кластың кездесуі және електің саңылауының өлшемдерін ескеретін номограмманы қолдану ұсынылады. Бұл жағдайда електің өнімділігі елегіш беттердің саңылауының өлшемдеріне тура пропорциональды төмендейді.
Жалпы жағдайда електің өнімділігі меншікті салмағына (6-25 т/м2-сағ), електің ауданына, бастапқы материалдардың ылғалдылығын ескеретін материал мен коэффициенттерінің үйме тығыздығына, електің жұмысының режиміне, елегіш беттің саңылауының өлшемдері мен формаларына байланысты болады.
Елегіш беттер
Жұмысшы елегіш беттер ретінде өндірістік жағдайларда колосникті торлар, штампты, құйылған және дәнекерленген тор, сымды және резеңкелі електер қолданылады.
Елегіш беттер тірі қиылысу коэффициенттерімен Sc – елек саңылаудың ауданының (тірі қиылысу ауданының) оның жалпы ауданына қатынасымен сипатталады. Ұсақ ұяшықты електер олардың тығыздығымен Кс , % сипатталады, яғни сымның орын алатын ауданның електің жалпы ауданына қатынасымен:
![]()
Кс шамасына байланысты електер кіші (25 %– ға дейін), қалыпты (25-50%), үлкен (50-75%) және ерекше үлкен (75 %– дан жоғары) тығыздықты болып бөлінеді. Тордың тығыздығы неғұрлым аз болса, соғұрлым оның тірі қиылысуы үлкен, елеу тиімділігі жоғары, бірақ та жоғрғы тығыздықты торларға қарағанда, қызмет көрсету мерзімі мен беріктілігі аз.
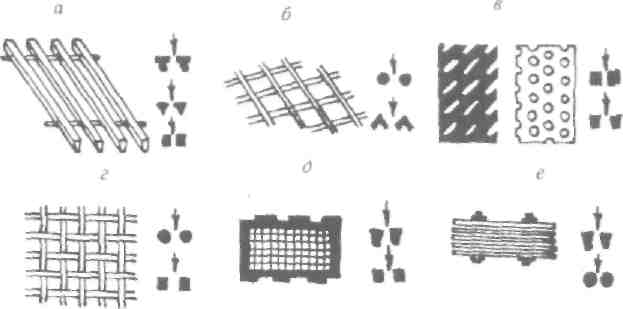
2.1 – сурет – Елеуіштердің елегіш беттері:
а – металды саңылаулы немесе колосникті решеткалар (тірі қиылысу 40-70%); б – дәнекерленген метал решетасы (тірі қиылысу 50-70%); в – металды штампты електер мен решета (тірі қиылысу 35-40%); г – металды сымнан, синтетикалық волокна немесе араластырылып жасалған шүберекті електер (тірі қиылысу 40-60%); д – құйылған секциялық резиналы немесе синтетикалық електер (тірі қиылысу 40-70%); е – шпальтовті металды електер (тірі қиылысу 8-40%);
Ірі және орташа елеуге (ірілігі 50 – ден 300 мм – ге дейін бойынша) колосникті торлар қолданылады. Олар қатаң анықталған саңылау арқылы бір – біріне параллель бекітілген колосниктерден тұрады. Саңылаудың ұзындығы колосниктер арасында әдетте 50 мм – ден аз болмайды. Колосниктердің ең жақсы қиылысу профилі болып трапеция түрде болады, себебі ашылатын жырық арқылы өткен кезде онда дәндер бітіліп қалмайды. колосникткі торларды дайындаудың қарапайымдылығы, беріктігілігінің жоғары болуы және қызмет етудің ұзақ мерзімі олардың әсіресе ірі елеу кезінде кең таралуына негізделген.
Орташа және ұсақ елеу үшін (ірілігі 10 – нан 100 мм – ге дейін) перфорированды табақтар түрінде болатын дәнекерленген және штампты решеталар қолданылады. Торда шеңберлі, шаршы, сопақша, тік бұрышты саңылаулы саңылауларлар параллельді қатармен, шахмат түрінде немесе «шырша түрінде» орналасады. Штампты металды торлардың қызмет көрсету мерзімі 4 – 6 айды құрайды. Олардың көп жұмыс істеуі үшін толығымен рәзеғкеден немесе рәзеңке тәрізді полимерлі материалдан жасайды. Мысалға, абразивті тау жыныстарын өңдеу кезінде өлшемдері 15 – тен 35 мм – ге дейінгі шаршы саңылаулары бар құйылған рәзеңкелі торлар қолданылады. Олардың қызмет көрсету мерзімі металдыларға қарағанда, 10 – 20 есе көп. Тесілген торлардың негізгі артықшылығы – қаттылығы және қызмет көрсетудің үлкен мерзімі; негізгі кемшілігі – шамасы сирек 40% - дан аспайтын аз тірі қиылысу.
Ұсақ және орташа елеу үшін көбінесе шүберекті, тоқылған, шпальтовті және ішекті електер қолданылады.
Шүберекті және тоқылған електер өлшемдері 100 – ден 0,04 мм – ге дейінгі шаршы және тік бұрышты саңылаулары бар болат, қола, мыс немесе никель сымдарынан жасалады. Ұсақ елеу операцияларында шамалы рифленген немесе толығымен рифленген сымдардан жасалған електер қолданылады. Торлармен салыстырғанда, сымнан жасалған електерлің негізгі артықшылығына олардың үлкен тірі қиылысуы мен аз массасы жатады.
Ұсақ және кей кездері жұқалап елеу кездерінде саңылаулы саңылауларының ұзындығы 0,25 – тен 16 мм – ге дейін болатын шеңберлі немесе стерженьді трапеция түріндегі қиылысу сымдарынан жиналған саңылаулы електі ұсынатын шпальтовті електер қолданылады. Шпальтовті електерді әдетте даттанбайтын болаттан дайындайды және олардың қызмет көрсету мерзімі 2 – 3 айды құрайды.
Жоғары ылғалдылықты, құрамында сазды материалдардың шамалы мөлшері болатын материалдарды елеу кезінде ішекті електер қолданылады, олардың елегіш беттері електің бар ұзындығы бойымен тартылған рәзеңкелі жіптерден немесе болат сымдарынан түзіледі. Елешіш беттердегі саңылаудың өлшемдерінің тұрақтылығы көлдененң аспақтарды немесе аралық стержендерді орнатумен қамтамасыз етіледі. Қазіргі уақытта әртүрлі конструкциялы елеуіштердің көп түрлері қолданылады. Олардың әртүрлілігі қопсыту әдісі мен материалдардың елегіш беттер бойынша қозғалуымен көрсетіледі.
Елеуіштердің белгілі конструкцияларын екі үлкен топқа бөлуге болады: қозғалыссыз және механикалық. Қозғалыссыз елеуіштерге колосникті, доғалық, жазық гидравликалық, конустық, цилиндрлі және вертикальды, ал механикалыққа – валкалы, барабанды, жазық бойымен тербелетін, грационды (жартылай вибрационды), инерциялы, өз алдына балансты, резонансты және электровибрациондылар жатады.