

Лабораторная работа № 10 Вулканизация в гидравлических прессах.
Цели и задачи работы:
1) изучить технологический процесс вулканизации в гидравлических прессах
2) определить производительность процесса, удельное давление на пресс-форму, усадку смеси при формовании.
Оборудование и материалы:
пресс гидравлический
ванна охладительная
ключ для открывания форм
нож для закроя заготовок
ножницы для обрезки выпрессовок
толщиномер ручной
часы режимные
формы вулканизационные
шаблоны для закроя
резиновая смесь
бумага для этикеток
Образцы для испытания:
Для вулканизации применяют вальцованные или каландрованные резиновые смеси определенного калибра, из которых вырезают по шаблону заготовки для вулканизации.
Оборудование для испытания:
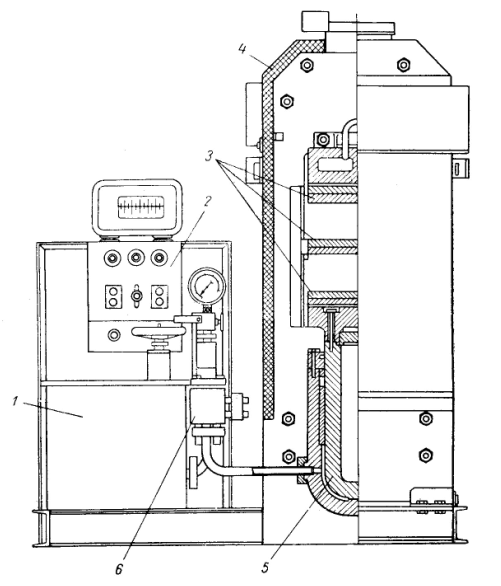
Для проведения процесса вулканизации применяют рамный гидравлический вулканизационный пресс с электрообогревном.
Применяемое для вулканизации оборудование, работающее под повышенным давлением и состоящее из ряда движущихся узлов, должно использоваться при строгом соблюдении правил техники безопасности.
Гидравлический пресс:

Порядок выполнения работы.
В гнёзда форм закладывается резиновая смесь, и кладут в гидравлический пресс. Перед этим на резиновую смесь прикрепляют бумажку с временим вулканизации (10;20;30 минут). После выгрузки изделия охлаждают на воздухе или в ванне с холодной водой, а затем обрезают выпрессовки при помощи обрезной машины или ножниц.
По окончанию работы пресс – формы очищают и протирают мягкой тряпкой, закрывают и укладывают на стеллаж.
Расчётные формулы
Производительность гидравлического пресса рассчитывается по формуле:
Q
= ,
,
Где: Q – производительность пресса, шт/ч
n – число этажей пресса,
m – число форм на этаже пресса,
k – число гнезд в форме,
а – коэффициент использования машинного времени (0,9)
t1 – продолжительность вулканизации, мин
t2 – время перезарядки пресса, мин
усилие пресса вычисляют по форме:
P’
= ,
,
Где: P – усилие пресса, МПа
D – диаметр плунжера, см
P" – давление гидравлики, МПа
П – число Пи (3,14)
Удельное давление на вулканизационную форму рассчитывается по формуле:
P
= ,
,
Где: P – удельное давление, МПа/см2
P' – усиление пресса, МПа
S – площадь пресс-формы, см2
Усадка смеси (%) при формовании по ширине, длине и толщине рассчитывают по формулам:
U
= ,
U
=
,
U
= ,
U
=
,
U
= ,
,
Где: b0, l0, h0 – ширина, высота и длина гнезда, мм
b1, l1, h1 – ширина, высота и длина готового изделия, мм
Результаты испытания
Таблица
Продолжительность вулканизации, мин |
Температура вулканизации, 0С |
Давление гидравлики, МПа |
Производи-тельность, шт/ч |
Усилие пресса, МПа |
Удельное давление, МПа/см2 |
30 |
150 |
14 |
13,09 |
6596,7 |
136,85 |
|
|
||||
|
|
||||
|
|||||
Таблица
Размеры гнезда, мм |
Размеры изделия, мм |
Усадка по, % |
|||||||
толщина |
ширина |
длина |
толщина |
ширина |
длина |
толщине |
ширине |
длине |
|
1,6 |
11,9 |
13,9 |
2,29 |
11,5 |
13,4 |
43,1 |
3,36 |
3,59 |
|
|
|||||||||
Вывод: Работа выполнена в полном объеме.
Практическая работа №11
Расчет потребного количества оборудования
Цель занятия:
- освоить методику расчета потребного количества оборудования
Методика расчета:
1. Расчет часовой производительности оборудования ( кг/ ч, м/ ч, шт/ч)
2. Расчет потребного количества оборудования
 ,
,
Где: Н- количество оборудования
Агод – годовая программа ( кг, м, шт )
Ф эф – эффективный фонд времени работы оборудования, час
П час – часовая производительность оборудования, кг/ч, м/ч, шт/ч
3. Расчет коэффициента загрузки оборудования

Где: Н прин - принятое количество оборудования
Н рассч - рассчитанное количество оборудования
Примечание: при расчете Н принятого следует производить округление полученного результата в сторону увеличения
Задание:
- в соответствии с заданием по варианту рассчитать потребное количество оборудования для выполнения годового задания
Вводимый компонент |
Время загрузки |
СМК-30АРКМ |
0 |
СКД |
2 |
Олеиновая кислота |
4 |
Белила цинковые |
6 |
Сульфинамид М |
6 |
Туарам |
6 |
Фталевый Андегрид |
6 |
Нафтам-2 |
6 |
Парафин |
6 |
ТУ ПМ-6 |
10;18 |
Масло ПН-6 |
16 |
Канифоль |
22 |
Сера |
24 |
Таблица
Тип каучука |
Навеска каучука, кг |
Время пластикации, мин |
Производительность часовая вальцов, кг/ч |
НК Светлый креп |
0,4 |
15 |
1.41 |