

Лабораторная работа №8 Пластикация натурального каучука.
Цели и задачи работы:
1) изучить технологию подготовки НК к смешению: процесс декристаллизации и механической пластикации на вальцах.
Оборудование и материалы:
Для декристаллизации: Для пластикации
термошкаф с обогревом - вальцы лабораторные
весы циферблатные - ванна охладительная
нож для резки каучука - весы технические с разновесами
часы режимные - нож для резки каучука
мыльный раствор - нож вальцовочный
каучуки - часы режимные
- каучуки
Образцы для испытания:
Для испытания берут 300 граммов НК, отрезая его от кипы с помощью ножа для резки каучука.
Оборудование для испытания
Для проведения процесса декристаллизации применяют термошкаф. Перед началом работы шкаф прогревают до заданной температуры. Для проведения процесса пластикации применяют лабораторные вальцы - ЛБ320 – 160/160.

Порядок выполнения работы.
1) каучук, подлежащий декристаллизации, кладут на полку термошкафа так, чтобы куски не соприкасались со стенками термошкафа и друг с другом.
2) пластикация осуществляется на лабораторных вальцах.
Расчётные формулы:
Производительность термошкафа Q (ка/ч) рассчитывается по формуле:
Q
= ,
,
Где: Q – часовая производительность, кг/ч
60 – коэффициент перевода
g – навеска каучука, кг
а – коэффициент использования машинного времени (0,8 – 0,95)
t1 – время декристаллизации, мин
t2 – время перезарядки термошкафа, мин
Производительность вальцов Q (кг/ч) при пластикации рассчитывается по формуле:
Q
= ,
,
Где: Q – производительность вальцов, кг/ч
60 – переводной коэффициент
V – полезный объём вальцов, м3
p – плотность каучука, кг/м3
а – коэффициент использования машинного времени (0,8 – 0,95)
t1 – время пластикации, мин
t2 – время перезарядки вальцов, мин
Q
= ,
,
Где: Q – производительность вальцов, кг/ч
60 – переводной коэффициент
m – масса единовременной загрузки, кг
а – коэффициент использования машинного времени (0,8 – 0,95)
Результаты испытания
Таблица
Тип каучука |
Масса загрузки, кг |
Температура, 0С |
Время декристаллизации, мин |
Производительность часовая шкафа, кг/ч |
НК светлый креп
|
0,32 |
70 |
0 |
0,5 |
Таблица
Тип каучука |
Навеска каучука, кг |
Время пластикации, мин |
Производительность часовая вальцов, кг/ч |
НК Светлый креп |
0,32 |
8 |
4,6 |
Вывод:
Работа выполнена в полном объеме
Лабораторная работа № 9
Экструзия ( шприцевание) резиновых смесей
Цели и задачи работы:
1) изучить методику проведения работы;
2) изучить процесс шприцевания резиновых смесей;
3) рассчитать производительность оборудования, усадку резиновых смесей.
Сущность метода испытания
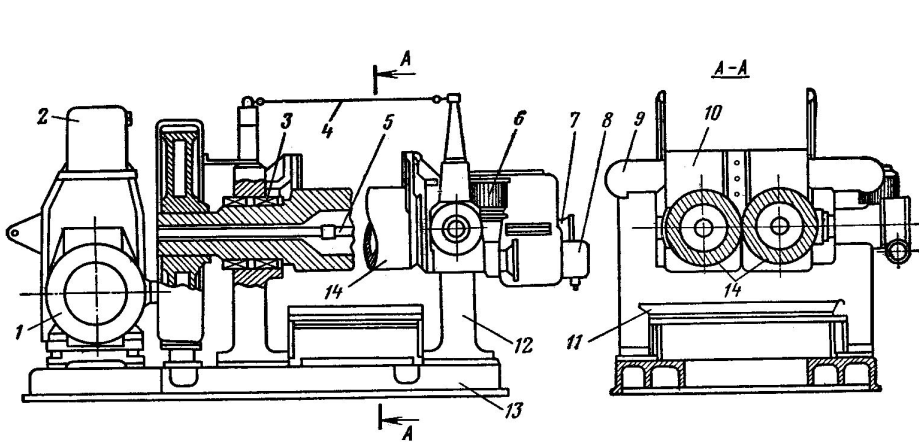
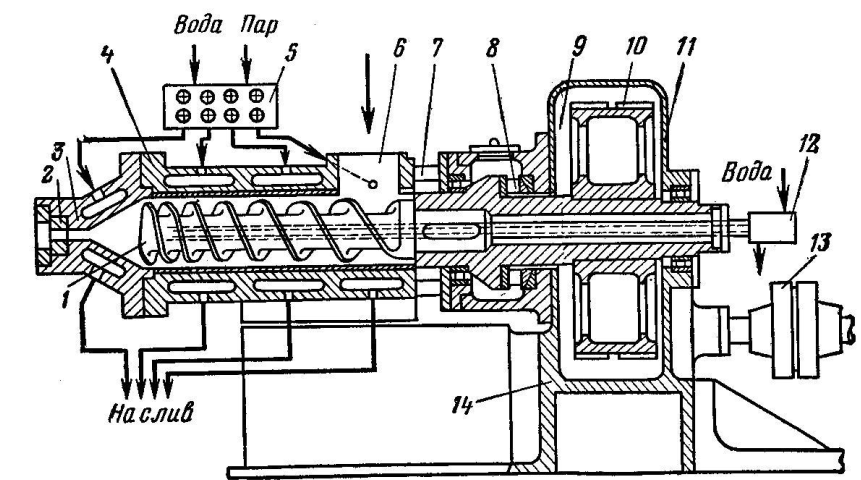
Сущность процесса экструзии заключается в продавливание резиновой смеси под давлением в отверстие профилирующего устройства экструдера (червячная машина) в целях получения заготовок заданной длинны, заданного профиля и размеров. На процесс шприцевания оказывают влияние различные факторы: состав резиновой смеси, пластичность, вязкость резиновой смеси, температурный режим, скорость шприцевания, режим питания машины, конструкция червяка и профилирующих деталей, размеры заготовок.
Оборудование и материалы:
пресс червячный
вальцы лабораторные
весы
профилирующие детали
резиновая смесь
часы режимные
Образцы для испытания
Для проведения работы используется резиновая смесь в количестве 1,0 – 1,5 кг.
Оборудование для испытания
Для шприцевания применяют червячную машину.

Порядок выполнения работы.
1) резиновую смесь разогревают на вальцах по режиму и снимают в виде полос
2) осуществляют подбор профилирующих деталей в соответствии с заданием
3) профилирующие детали устанавливают в головке червячного пресса
4) при проведении процесса шприцевания делают замеры:
длинны заготовки
диаметра (толщину) заготовки
массы заготовки
5) по окончанию работы прекратить подачу резиновой смеси, остановить машину, снять головку и освободить машину от остатков резиновой смеси, приведя машину в действия.
6) очистить детали машины от резиновой смеси.
Расчётные формулы
Усадка смеси (%) по толщине U1, ширине U2 и длине U3 профиля рассчитывают по формуле:
U1,
U2
= ,
,
U3
= ,
,
Где: b0 – толщина и ширина профиля до усадки, мм
b1 – толщина и ширина после усадки, мм
l0 – длинна заготовки до усадки, мм
l1 – длинна заготовки после усадки, мм
Расчет производительности червячной машины определяется по формуле:
Q = 60·W·g·a.
Где: W – линейная скорость, м/мин.
g – масса одного метра заготовки, кг
a – коэффициент использования машинного времени, (0,8 – 0,9)
Результаты испытания
Таблица
Диметр шайбы, мм |
Диаметр дорна, мм |
Скорость машины, об/мин |
Диаметр загото- вки, мм |
Толщина стенки, мм |
Масса загото- вки, кг |
Произ- води- тельнос- ти, кг/ч |
Длинна Заго- товки, м |
Линейная скорость, м/ч |
Усадка по |
|
Длине, % |
Ширине, % |
|||||||||
17,3 |
9,9 |
42,4 |
21,9 |
4,43 |
93,3
|
17,90 |
36 |
1,44 |
5,55 |
26,58 |
|
21,8 |
4,55 |
|
36,5 |
1,44 |
4,55 |
26,01 |
|||
|
22,7 |
4,58 |
|
36,2 |
1,44 |
4,14 |
31,21 |
|||
|
|
|
|
|
|
|
|
|
|
|
Вывод: Выполнено в полном объеме.