

5.3 . Розлив напоїв у багаторазові пет -пляшки
В даний час багато напої розливають у пластикові пляшки. Розлив пива в них пов'язаний з певними технічними проблемами і психологічним неприйняттям, але в багатьох країнах спостерігається тенденція до збільшення розливу пива в ПЕТ- пляшки. Нижче буде коротко розглянута ця тема.
5.3.1 . Пластикові пляшки
Як матеріал для виготовлення пластикових пляшок використовуються
ПЕТ (PET) , ПЕН (PEN) або суміші цих матеріалів , а також інших пластмас (полікарбонатів , ПК).
Їх мала маса і відсутність бою пляшок роблять ці матеріали привабливими для виготовлення пляшок, однак існують деякі аспекти , принаймні лімітуючі їх придатність для розливу пива.
5.3.1.1 . ПЕТ -пляшки
Сучасні пластикові пляшки переважно виготовляють з ПЕТ - по - ліетілентерефталата, що представляє собою поліефір, конденсований в плавці з етиленгліколю і терефталовой кислоти. Завдяки методу облагородження у твердій фазі ( Solid State Polycondensation , SSP ) ПЕТ вже протягом багатьох років знаходить своє застосування у виробництві напоїв.
Що поставляється в даний час на ринок порошок/ ранулят служить матеріалом для видування
■ ПЕТ- пляшок багаторазового використання ;
■ ПЕТ- пляшок одноразового використання
властивості ПЕТ
Вирішальне значення для властивостей матеріалу має орієнтація молекул в процесі виготовлення пластикових пляшок. При аморфному застиганні ПЕТ прозорий, але газопроницаемой і чутливий до високих температур. Якщо ж ПЕТ розтягувати по двох осях, його газопроникність зменшується. При відповідному веденні процесу виготовлення пляшок ПЕТ кристалізується. При викликаної термічним впливом кристалізації виходить матеріал молочно -білого кольору. Цього прагнуть досягти насамперед на шийці (для поліпшення стабільності різьби). Одночасно поліпшується термостійкість і газонепроникність ПЕТ .
В результаті пляшки з аморфно застиглого ПЕТ не можна мити при температурі вище 59°С, оскільки при більш високій температурі вони починають деформуватися. У ПЕТ- пляшок з високою кристалличностью (НС- РЕТ ) температура миючої води може складати до 75 °С.
5.3.2 . Виготовлення пет - пляшок
ПЕТ -пляшки виготовляють з преформ - невеликих товстостінних литих пластмасових судин, різних за формою і розмірами, з оформленим мундштуком під гвинтовий ковпачок і з перебувають під ним кільцем потовщення (рис. 5.52 ) .
Помітні готова різьба і кільце потовщення.
Преформи бувають безбарвними або забарвленими .
Виготовлення з преформ ПЕТ- пляшок відбувається або на спеціалізованих підприємствах, або на виробництві , де розливають той чи інший напій. Для цього існують спеціальні видувні машини.
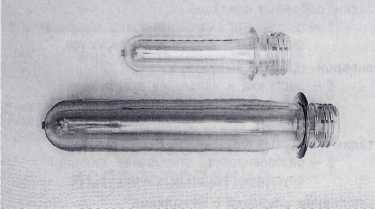
Рис . 5.52 . Преформи
Видувна машина для безперервного готування багато - або одноразових ПЕТ- пляшок (рис. 5.53) діє таким чином: на площі в 12м2 розташовані одне над іншим дві обертових каруселі, за якими преформи одна за одною переміщаються. При цьому в нагрівальної каруселі ( 4 ) вони рівномірно розігріваються , а потім у видувний каруселі ( 6 ) видуваються в бажану форму пляшки.
Рис . 5.53 . Видувна машина для безперервного виготовлення ПЕТ- пляшок:
1 - подача преформ ; 2 - завантажувальна поворотна зірочка ; 3 - нагрівальна карусель ; 4 - нагрівальні модулі ; 5 - зірочка для передачі і спуску до нижньої видувний каруселі ; 6 - видувна карусель ; 7 - власники форми; 8 - розвантажувальна зірочка ; 9 - розвантажувальний транспортер ; 10 - огорожа машини і запобіжний пристрій
У ході цієї обробки преформи через завантажувальний бункер і вертикальний конвеєр потрапляють в сортувальний бункер. Там вони відокремлюються одна від іншої і потім шийкою вгору надходять в живильник, де проводиться їх обмір і виштовхування відбракованих преформ (рис. 5.54 , 1 ) . Потім преформи захоплюються скобою за частину, що знаходиться між сформованої різьбленням і несучим кільцем циліндричну частину і передаються в транспортну оправлення.
Після цього преформи рівномірно нагріваються інфрачервоними нагрівальними елементами ( 3 ) при постійному обертанні навколо своєї осі для досягнення рівномірності розігріву але певного температурного профілю. Потім преформи переходять на нижню видувну станцію.
Після передачі на видувну станцію форма закрита ( 5 ); вводиться витягаюча штанга ( 6, і заготівля витягується до самого дна. Одночасно починається процес видування (початкова стадія під відносно низьким тиском) , а слідом за ним - видування форми при тиску до 40 бар . При цьому формуються контури пляшки і денця (останнє товщиною до 2мм або « на ніжках»), а стрижень розтягування виводиться ( 7 ) у вихідне положення. Після витримки і скидання внутрішнього тиску охолоджена форма ( 8 ) відкривається, і пляшки приймаються розвантажувальної зірочкою. Проводиться контроль ( 9 )
точності розмірів (висота, діаметр) з отбраковкой нестандартних пляшок. Готові пляшки відводяться пневмотранспортером (10).
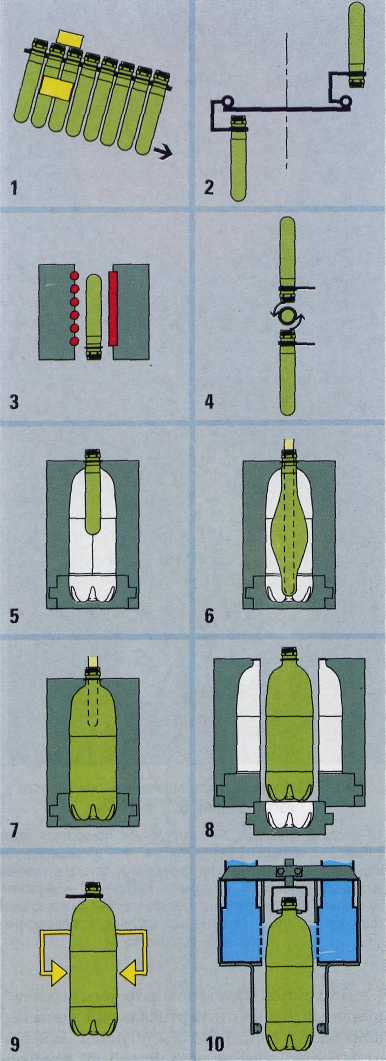
Рис . 5.54 . Нагрівання і видування преформ при виготовленні ПЕТ- пляшок
підготовка преформ
1 - подача і контроль ;
2 - поворот в завантажувальної зірочці .
Нагрівання і вирівнювання
3 - нагрів;
4 - зірочка для розвантаження , вертикального
та розподільчого зсуву .
Стадія побічних операцій I
5 - форма для дна піднімається , видувна
форма закривається і фіксуються.
Основний процес видування
6 - розтяжка і початкова видування ;
7 - видування форми; розтяжна штанга
відходить назад , охолодження . Стадія побічних операцій II
8 - розблокування , відкривання форми ,
опускання форми для дна.
Виконання операцій з пляшками
9 - відбір пляшок , контроль ;
10 - передача на пневмотранспортер
Продуктивність установки до
28800 бут . / Ч.
Шляхом заміни алюмінієвих форм , що складаються з трьох частин , легко можна змінити форму ПЕТ -пляшки; таким чином можна виготовити будь-яку необхідну для підприємства пляшку, але в будь-якому випадку розмір і виконання преформ повинні відповідати пляшці.