

Настройка станка для отработки этой управляющей программы
Установка резца и ввод смешения.
После установки резца замеряем величины А и В согласно Рис. 1.21
Величина А замеряется в направлении оси X, величина В в направлении оси Z.
Далее вводим их во вкладке «Смещения» (Рис. 1.22)
Поскольку программирование осуществлялось в системе координат детали, то необходимо замерить и ввести во вкладке «Смещения» (Рис. 1.44) величину смещения нулевой точки системы координат детали относительно нулевой точки системы координат станка. См. Рис. 1.43.
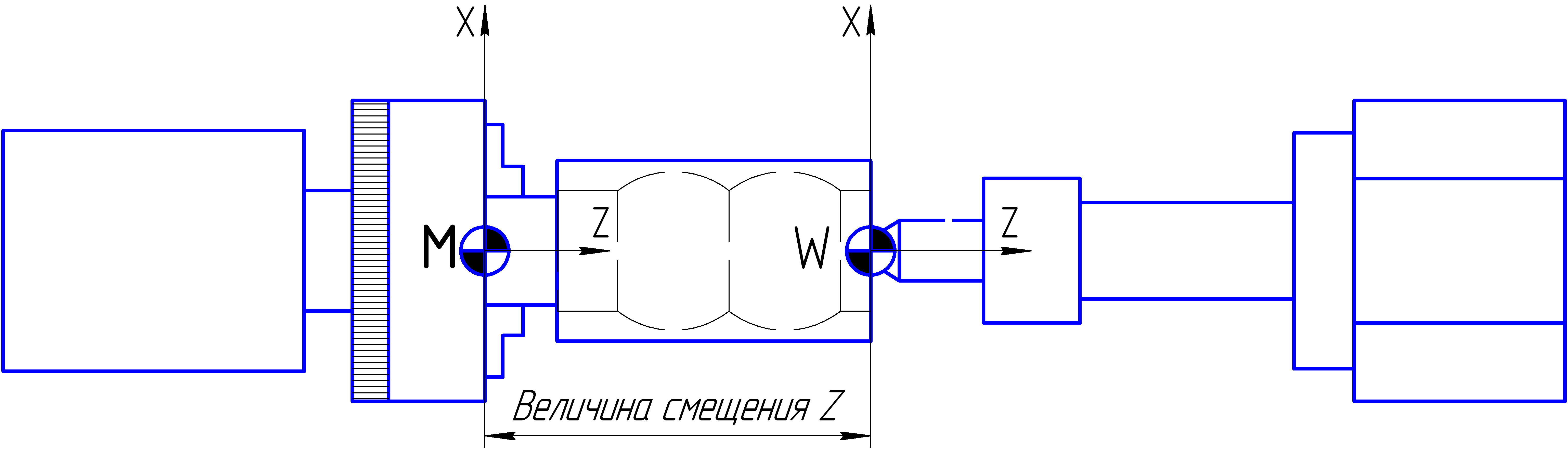
Рис. 1.43
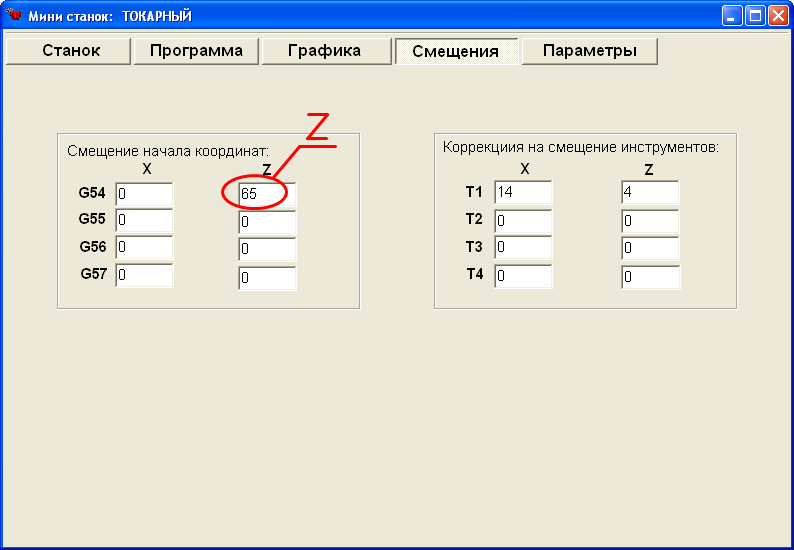
Рис. 1.44
Пример № 3
Эскиз детали
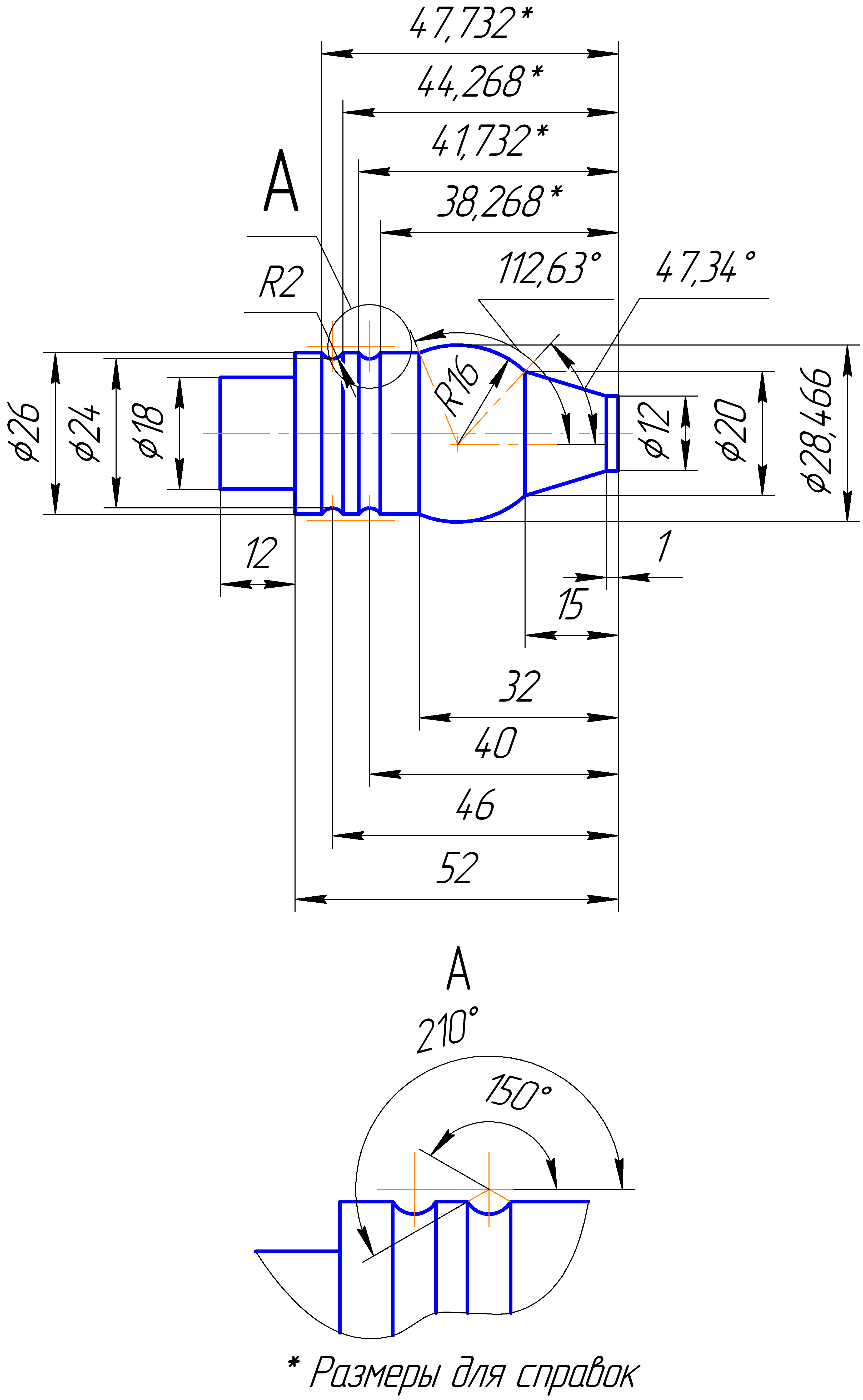
Рис. 1.45
Эскиз заготовки
Рис. 1.46
Ниже представлен текст управляющей программы
T1
S1000 M3
G54 G90
G0 X31 Z2
G85 X12,2 Z-3 H12,2 Q0,3 F30
G0 X31 Z-1
G85 X12,2 Z-14 H20,2 Q0,3 F30
G0 X31 Z-12
G86 X-3,32 Z-25,84 R16 L19,8 V47,34 W112,63 Q0,3 F30
G0 X31 Z-32
G85 X26,2 Z-21 H26,2 Q0,3 F30
G0 X28 Z-40
G86 X28,2 Z-40 R1,15 L2 V330 W210 Q0,3 F30
G0 X28 Z-46
G86 X28,2 Z-46 R1,15 L2 V330 W210 Q0,3 F30
G0 X31
G0 Z2
G0 X12
G1 F30 Z-1
G1 X20 Z-15
G3 X26 Z-32 I-11,767 K-10,841 F30
G1 Z-38,268
G2 X26 Z-41,732 I1 K-1,732 F30
G1 Z-44.268
G2 X26 Z-47,732 I1 K-1,732 F30
G1 Z-53
G0 X35
G0 Z10
M30
Пояснения:
Все программирование циклов обработки этой детали осуществляется аналогично предыдущим деталям, единственным отличием является то, что после выполнения всех циклов обработки производится чистовой проход по всему контуру детали. Для осуществления чистового прохода необходимо оставить по всему контуру детали небольшой припуск, в данном случае он составляет 0,1 мм на сторону (на диаметр 0,2).
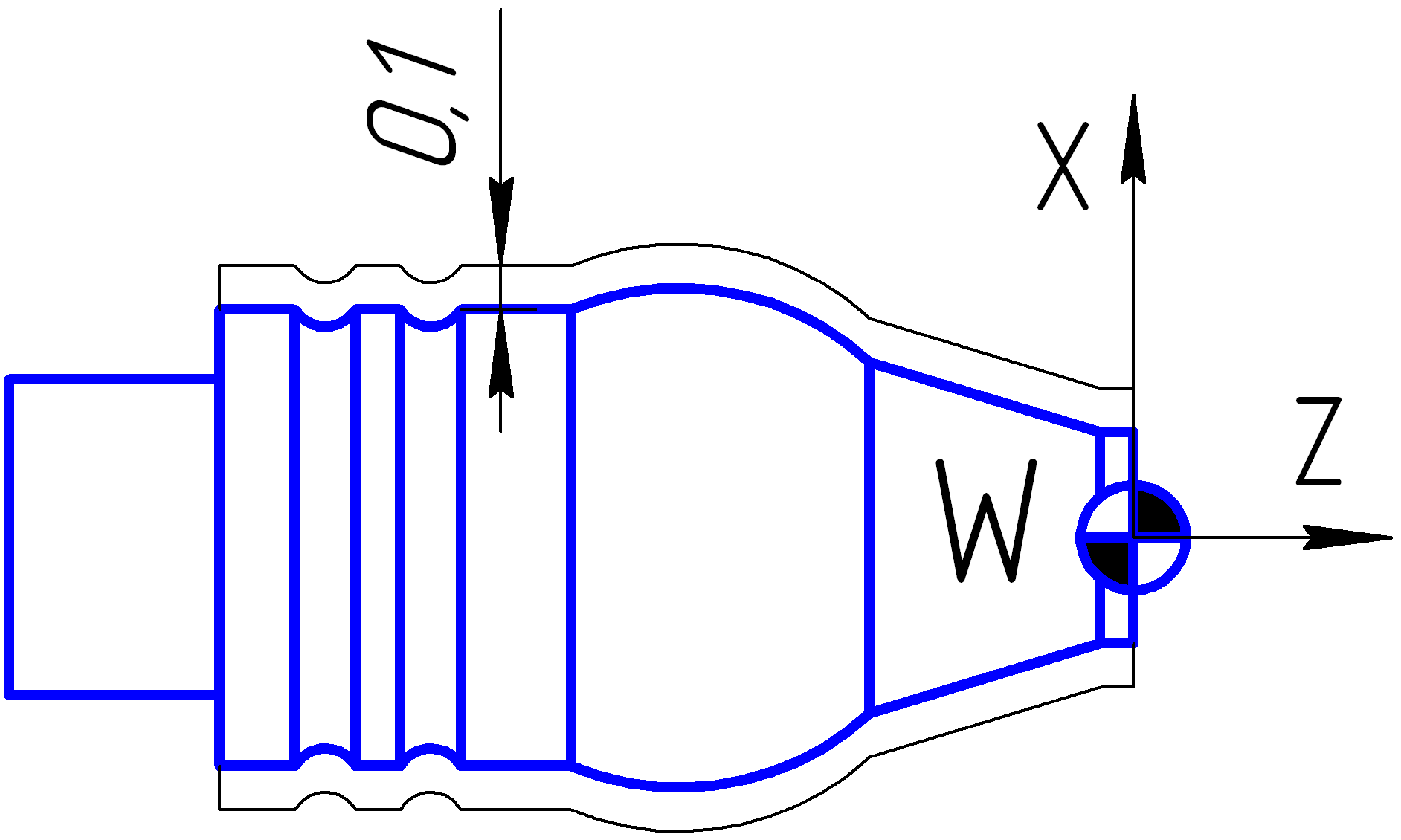
Рис. 1.47
Приведенные ниже кадры осуществляют чистовой проход.
…
…
G1 F30 Z-1
G1 X20 Z-15
G3 X26 Z-32 I-11,767 K-10,841 F30
G1 Z-38,268
G2 X26 Z-41,732 I1 K-1,732 F30
G1 Z-44.268
G2 X26 Z-47,732 I1 K-1,732 F30
G1 Z-53
…
…
Чистовой проход состоит их движений по прямой, по выпуклой дуге и по вогнутой дуге. Программирование движений по прямой осуществляется простым заданием конечных точек, а программирование движений по дугам с помощью диалогового окна.
Движение по выпуклой дуге:
G3 X26 Z-32 I-11,767 K-10,841 F30
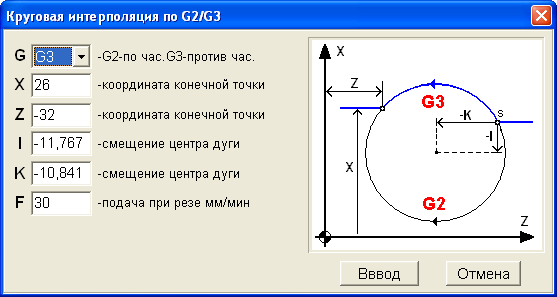
Рис. 1.48
G3 - движение против часовой стрелки;
X26 - координата конечной точки по оси X;
Z-32 - координата конечной точки по оси Z;
I-11,767 - величина смещения центра дуги по оси X относительно на начальной точки;
K-10,841 - величина смещения центра дуги по оси Z относительно на начальной точки;
F30 - подача в мм/мин.
Движение по вогнутой дуге:
G2 X26 Z-41,732 I1 K-1,732 F30
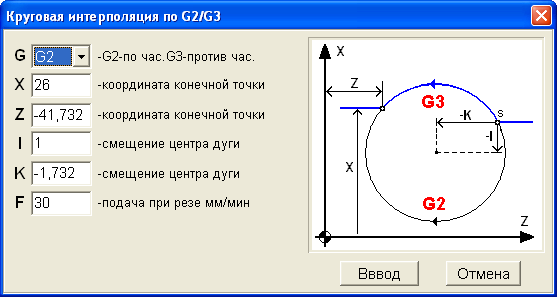
Рис. 1.49
Раздел 2 фрезерная обработка Пример № 4
Эскиз детали
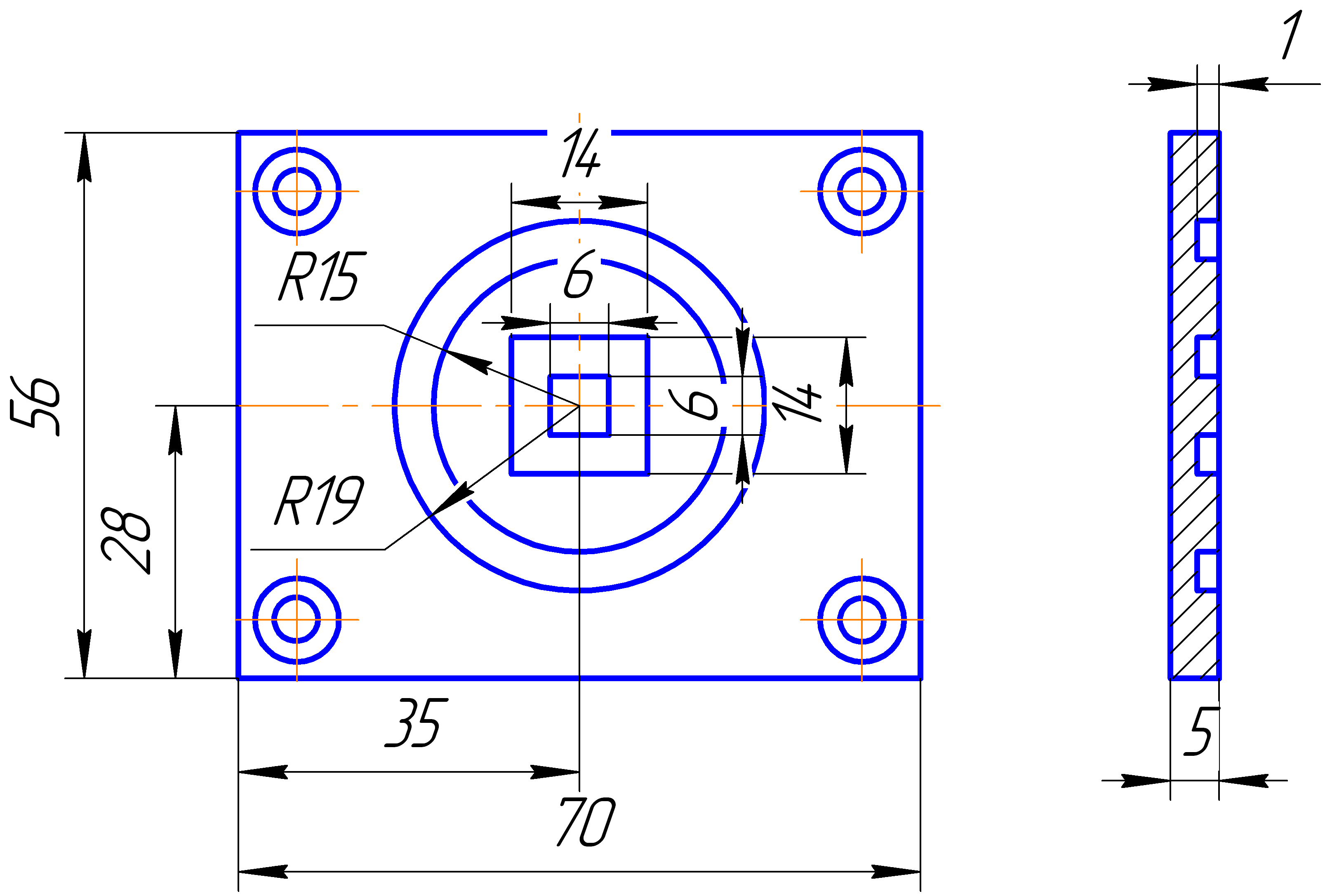
Рис. 2.1
Эскиз заготовки
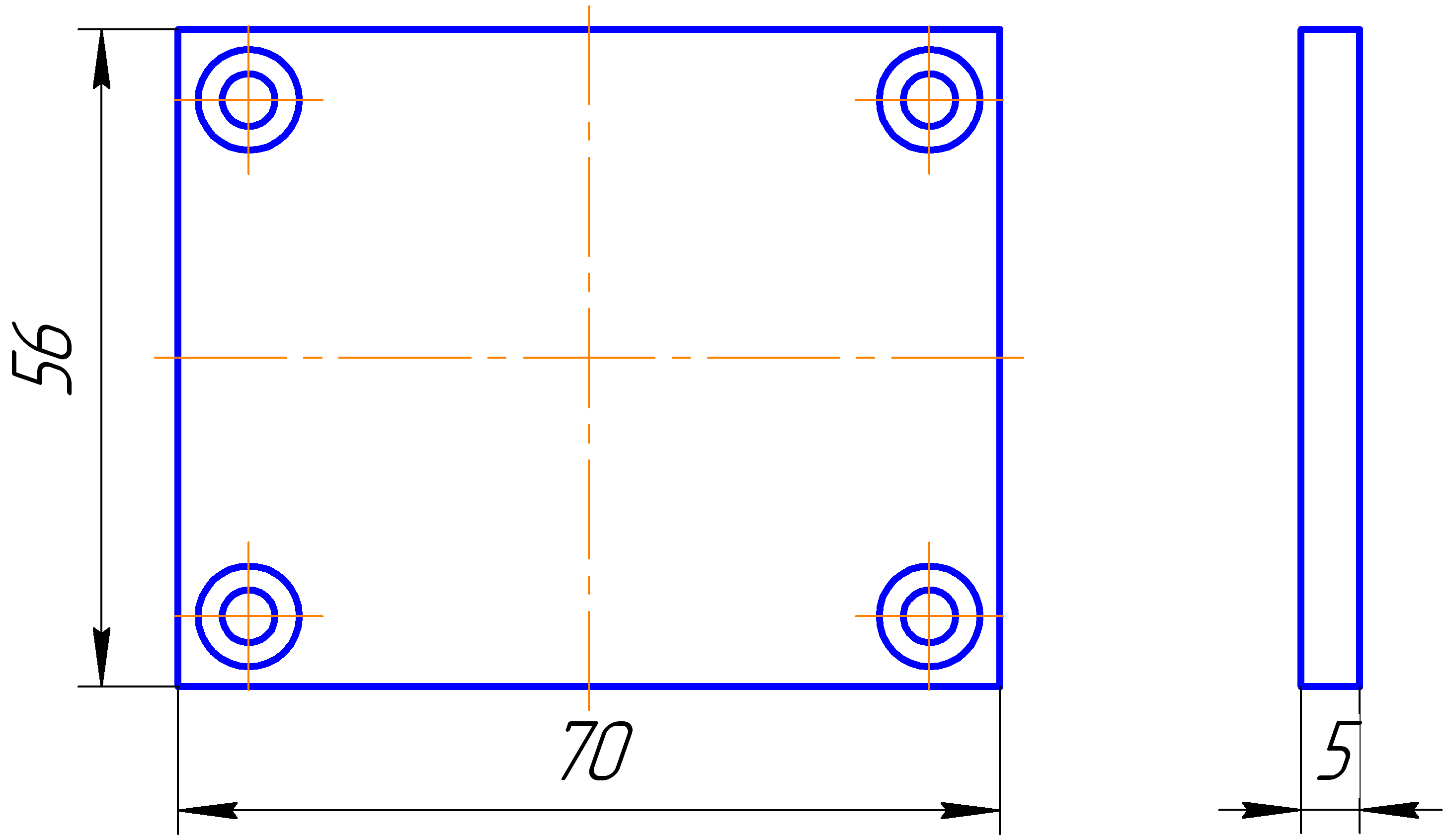
Рис. 2.2
Ниже представлен текст управляющей программы:
T1
G53G90
G0 X60.5 Y28 Z8
S1500 M3
G41
G89 X41,5 Y28 Z-4 R19 F10
G42
G89 X41,5 Y28 Z-4 R15 F10
G40
G0 X34.5 Y21
G42
G88 Z-4 L14 H14 V0 F10
G40
G0 X38.5 Y25
G41
G88 Z-4 L6 H6 V0 F10
G0 X70 Y30 Z50
G40
M30
Как и при программировании токарной обработки, текст управляющей программы может вводиться как непосредственно прямым вводом с клавиатуры, так и по средствам вызова диалоговых окон стандартных циклов. Вызов диалоговых окон осуществляется нажатием клавиш соответствующих тому или иному циклу.
Перед началом написания программы, необходимо выбрать в какой системе координат будет осуществляться программирование. Можно писать программу в системе координат станка или в системе координат детали. При использовании последней необходимо задавать смещение нулевой точки системы координат детали относительно нулевой точки системы координат станка.
Воспользуемся для написания этой программы системой координат станка.
На Рис. 2.4 показано, где находится нулевая точка станка и как относительно ее расположена заготовка.
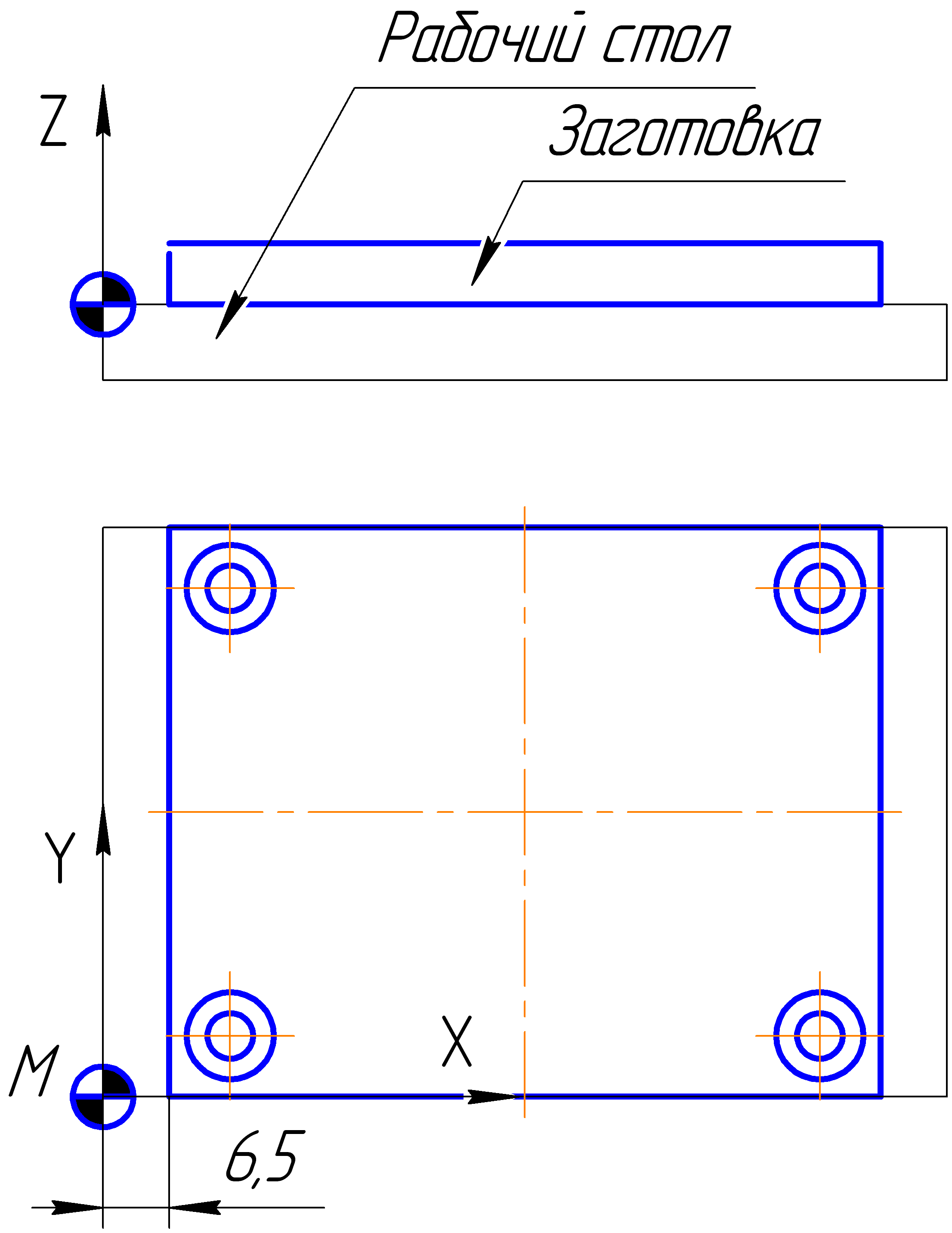
Рис. 2.3
При расчетах вводимых координат необходимо учитывать размер 6,5.
T1
В данном кадре программируется номер используемого (вызываемого) инструмента. т.е. используем инструмент номер 1, c радиусом R=1.5мм.
G53G90
Эта функция говорит о том, что программирование осуществляется в абсолютной системе координат, без смещения начала координат.
G0 X60.5 Y28 Z8
При помощи быстрого перемещения по воздуху, о чем свидетельствует функция G0, задаем перемещение фрезы в точку с координатами X60.5 Y28 Z8 (Рис. 2.4).
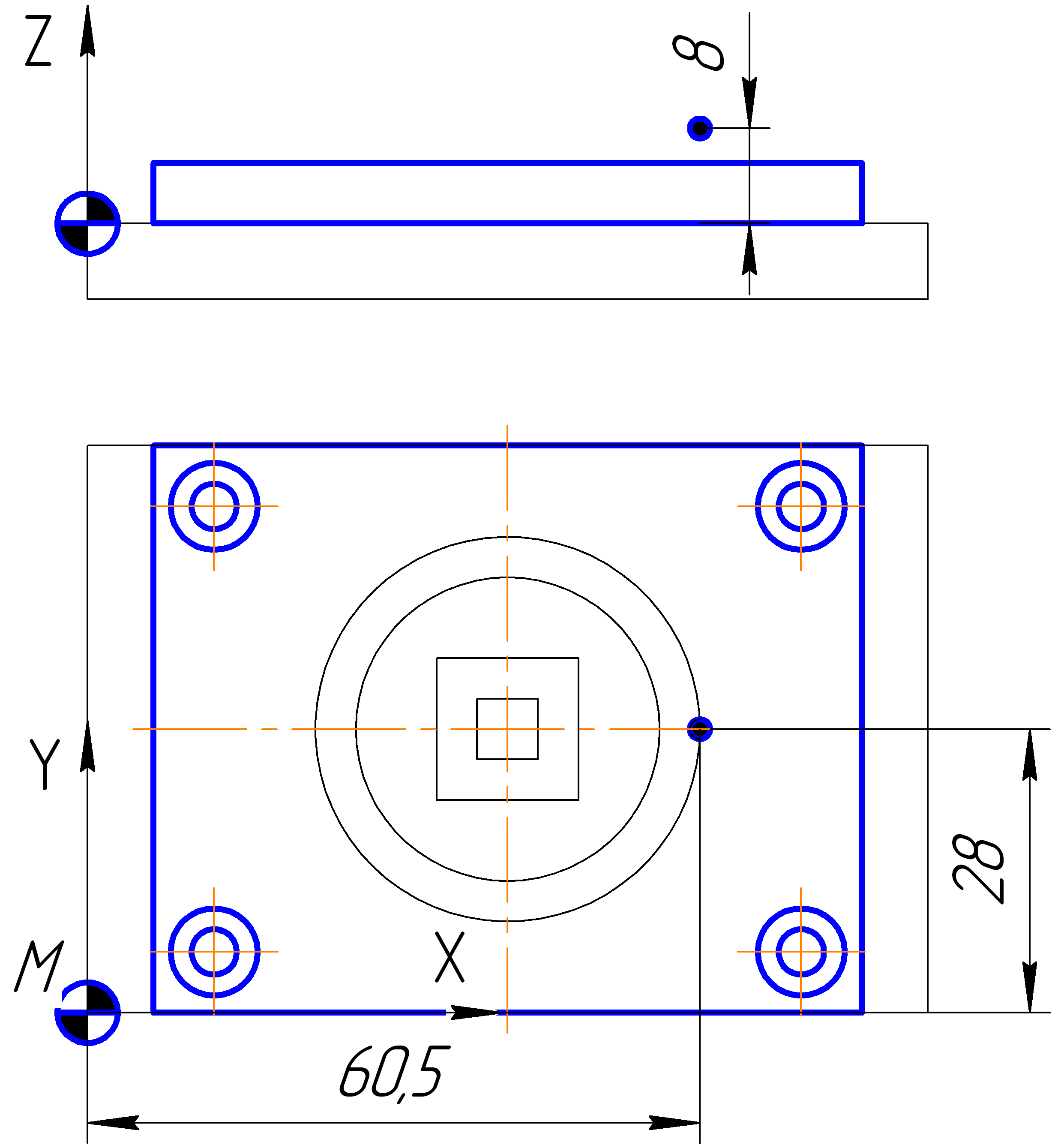
Рис. 2.4
S1500 M3
Задаем обороты шпинделя в 1500 об/мин и включаем шпиндель.
G41
Включение коррекции на радиус инструмента, использование такой коррекции позволяет производить программирование контура непосредственно по размерам контура, а в настройках станка указывается радиус инструмента. G41 говорит о том что обрабатываемый контур находится с правой стороны от фрезы, если смотреть по направлению движения.
G89 X41,5 Y28 Z-4 R19 F10
Формирование этого кадра осуществляется при помощи диалогового окна. Здесь задается расточка по кругу диаметром 38 мм. Обработка ведется против часовой стрелке, обрабатываемый контур находится справа от фрезы.
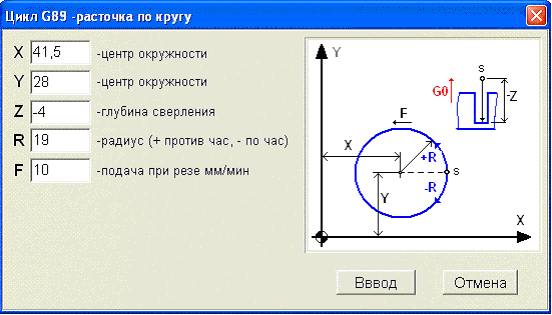
Рис. 2.5
G42
Включение коррекции на радиус, обрабатываемый контур находится слева от фрезы, если смотреть по направлению движения.
G89 X41,5 Y28 Z-4 R15 F10
Формирование этого кадра осуществляется при помощи диалогового окна.
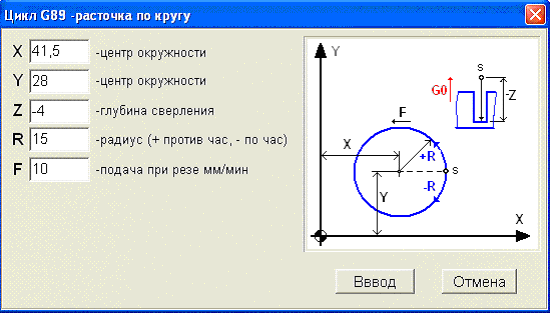
Рис. 2.6
G40
Отмена коррекции на радиус. Отключение G41 и G42
G0 X34.5 Y21
Перемещение в точку с координатами X34.5 Y21.
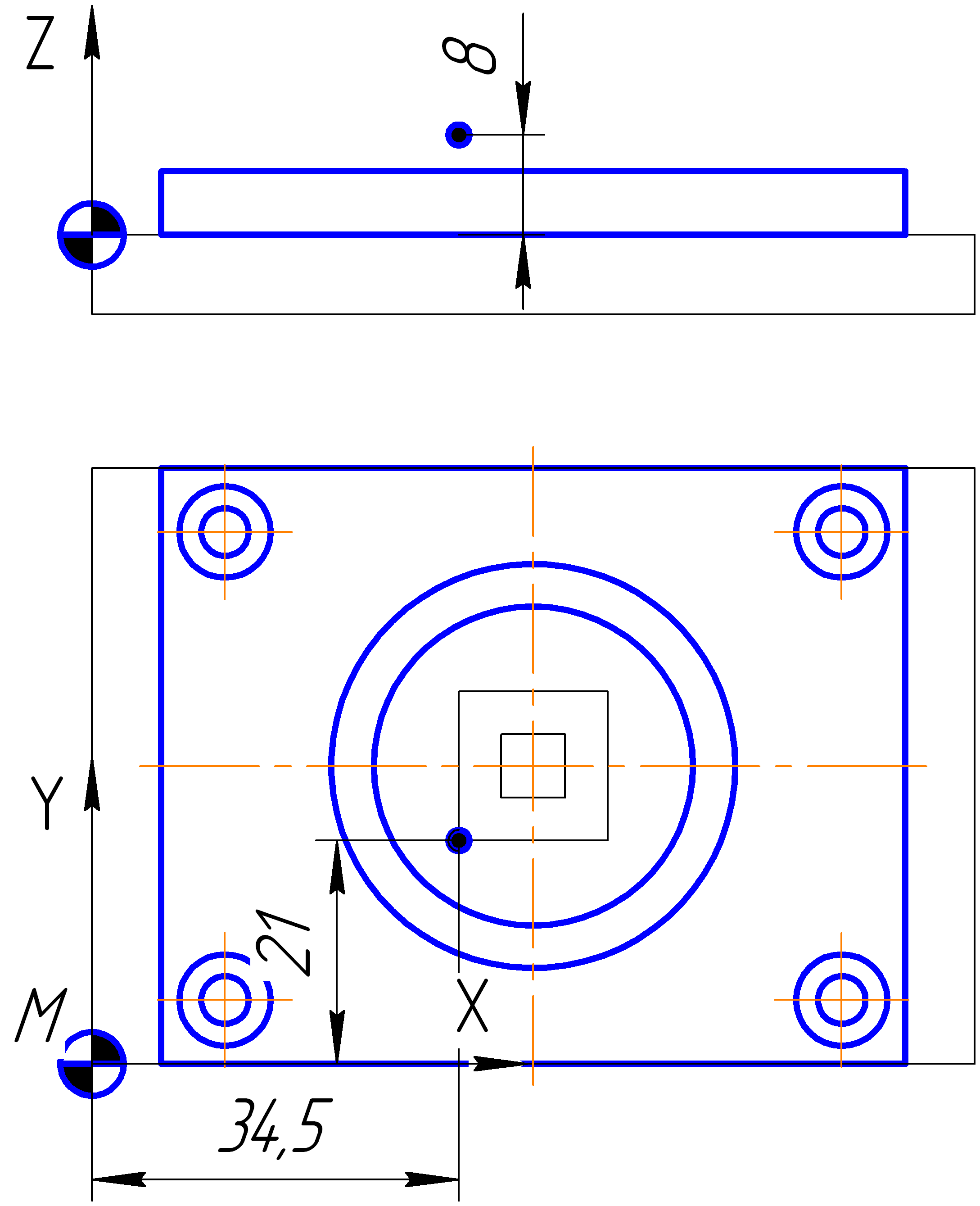
Рис. 2.7
G42
Включение коррекции на радиус, обрабатываемый контур находится слева от фрезы, если смотреть по направлению движения.
G88 Z-4 L14 H14 V0 F10
Формирование этого кадра осуществляется при помощи диалогового окна. Здесь задается расточка по прямоугольнику размером 14×14 мм.
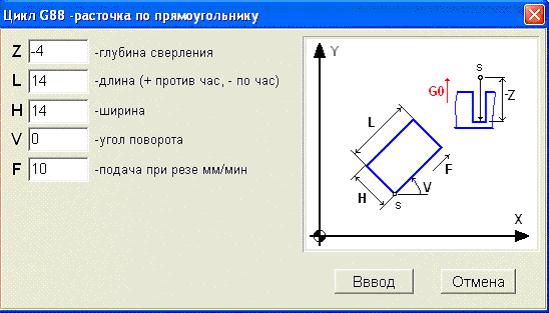
Рис. 2.8
G40
Отмена коррекции на радиус. Отключение G41 и G42
G0 X38.5 Y25
Перемещение в точку с координатами X38.5 Y25.
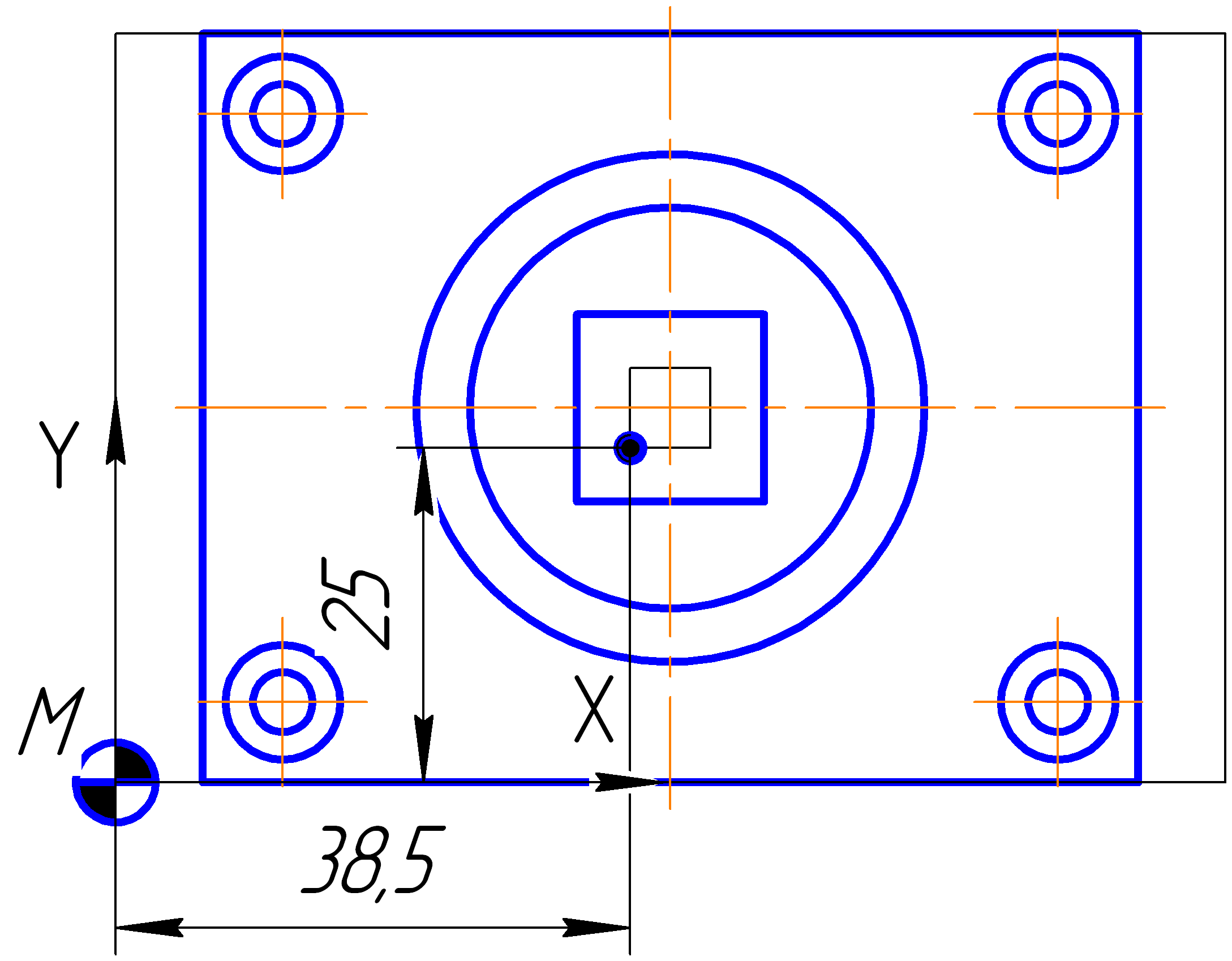
Рис. 2.9
G41
Включение коррекции на радиус, обрабатываемый контур находится справа от фрезы, если смотреть по направлению движения.
G88 Z-4 L6 H6 V0 F10
Формирование этого кадра осуществляется при помощи диалогового окна. Здесь задается расточка по прямоугольнику размером 6×6 мм.
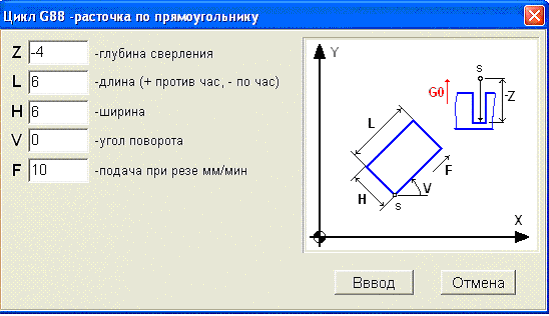
Рис. 2.10
G40
Отмена коррекции на радиус. Отключение G41 и G42
G0 X70 Y30 Z50
Отвод фрезы на безопасное расстояние
M30
Останов вращения шпинделя, конец программы.