

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
Донбасский государственный технический университет
Кафедра технологии и организации машиностроительного производства
Методические указания
к выполнению лабораторной работы
на тему: «ТЕМА: Изучение элементов управления станками с ЧПУ.»
Составил
Асс. Пипкин Ю.В.
Алчевск 2004
Лабораторная работа № 3
ТЕМА: Изучение элементов управления станками с ЧПУ.
ЦЕЛЬ: изучить элементы управления станков с ЧПУ, последовательность включения, расположение осей систем координат, пульты управления.
Вводная информация Системы координат оборудования с чпу
Система координат станка является главной расчетной системой, в которой определяются предельные перемещения, начальные и текущие положения рабочих органов станка. Положения рабочих органов станка характеризуют их базовые точки, выбираемые с учетом конструктивных особенностей отдельных управляемых по программе узлов станка. Так, базовыми служат следующие точки: для шпиндельного узла — точка пересечения торца шпинделя с осью вращения шпинделя, для суппорта токарно-револьверного станка — • центр поворота резцедержателя в плоскости, параллельной направляющим суппорта и проходящей через ось вращения шпинделя, или точка базирования инструментального блока; для крестового стола — точка пересечения его диагоналей или специальная настроечная точка, определяемая конструкцией приспособления; для поворотного стола — центр поворота на зеркала стола и т. д.
Систему координат станка, выбранную в соответствии с рекомендациями комитета ИСО, принято называть стандартной. Стандартная система координат (ГОСТ 23597—79) представляет собой правую прямоугольную декартову систему координат. В правой прямоугольной системе положительные направления осей координат определяются по правилу правой руки. Большой палец, как это изображено на рис. 1,а, указывает положительное направление оси абсцисс (X), указательный — оси ординат (Y) и средний — оси аппликат (Z). Положительные направления вращений вокруг этих осей определяются другим правилом правой руки. Согласно этому правилу, если расположить большой палец по направлению оси, то остальные согнутые пальцы укажут положительное направление вращения (рис. 1, б). Начала отсчета углов поворота и положительные направления вращений А, В и С вокруг координатных осей Х- Y и Z показаны на рис. 1, в.
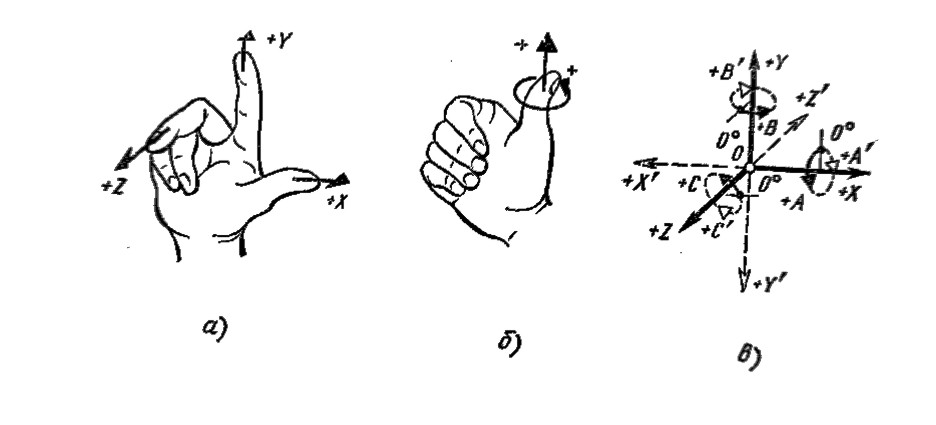
Рисунок 1 – Оси и направления вращения в стандартной системе координат
Ориентация осей стандартной системы координат станка связывается с направлением движения при сверлении на сверлильных, расточных, фрезерных и токарных станках. Направление вывода сверла из заготовки принято в качестве положительного для оси Z. Ось X перпендикулярна к оси Z и параллельна плоскости установки заготовки. Если такому определению соответствуют две оси, то за ось X принимают ту, вдоль которой возможно большее перемещение узла станка. При известных осях X и Z ось У однозначно определяется из условия расположения осей в правой прямоугольной системе координат.
Стандартной системой координат токарного станка служит двух-координатная система XCZC. За начало этой системы принимают базовую точку шпиндельного узла. Положительные направления осей системы координат токарного станка выбирают в соответствии с расположением инструмента на станке. На рис. 2 показано направление осей при расположении инструмента над или за осью вращения шпинделя (рис. 2, а) и под или перед осью (рис. 2, б). В качестве стандартной для станков сверлильной, расточной и фрезерной групп применяется трех координатная система XCYCZC. Направления координатных осей этой стандартной системы связаны с конструкцией станка. На рис, 2, в показано направление осей для станков с вертикальным, а на рис. 2, г — с горизонтальным расположением шпинделя. Движения рабочих органов станка задаются в УП координатами или приращениями координат базовых точек в системе координатных осей, определенных в стандартной системе координат. Система координатных осей рабочих органов станка представляет собой совокупность отдельных управляемых по программе координат, каждая из которых закреплена за конкретным рабочим органом станка и имеет индивидуальное обозначение, направление и начало отсчета.
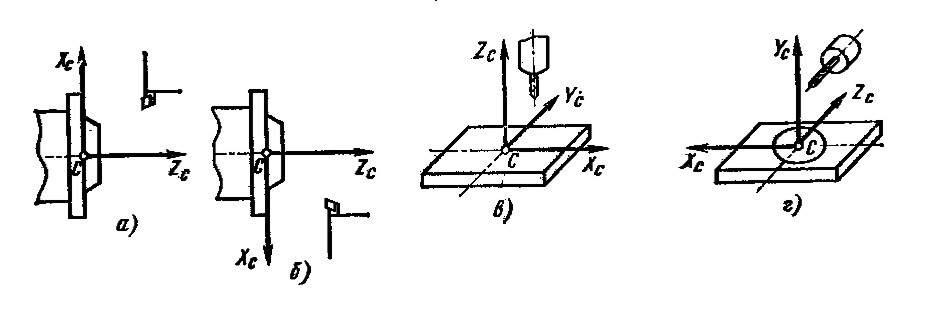
Рисунок 2 – Направление осей системы координат станка
Для обеспечения общности методов подготовки программ рекомендации комитета ИСО регламентируют обозначения и направления осей координат рабочих органов станка.
Координатные оси рабочих органов станка, несущие инструмент, обозначаются буквами -X. Y и Z. Если на станке имеется несколько рабочих органов для перемещения инструментов, то указанные обозначения относятся к первичным осям. Для обозначения вторичных осей, параллельных первичным, используются буквы U, V и W, а для третичных — Р, Q и R. Координатные оси рабочих органов станка, перемещающих заготовку, направлены противоположно соответствующим осям рабочих органов, перемещающих инструмент, и их обозначают теми же буквами со штрихами.
Обозначение угловых перемещений рабочих органов станка вокруг координатных осей также зависит от того, что несет данный рабочий орган — инструмент или заготовку. Поворот рабочего органа с инструментом вокруг координатных осей X, У и Z обозначается соответственно буквами А,В и С. Вращение рабочего органа станка с заготовкой вокруг координатных осей X', У’ и Z' обозначается буквами А', В' и С'. Начала отсчетов углов поворота и положительные направления вращений для рассмотренных случаев показаны на рис. 1, б. Для обозначения вторичных угловых движений вокруг специальных осей используют буквы D и Е.
На рис. 3, 4 приведены схемы оборудования с ЧПУ, указаны обозначения и положительные направления движений рабочих органов относительно стандартной системы координат, связанной с обрабатываемым изделием. Приведены станки токарно-револьверный (рис. 3, а), лоботокарный (рис. 3, б), токарно-карусельный (рис. 3, в), консольно-фрезерные вертикальный (рис. 22, г) и горизонтальный (рис. 22, д), продольно-фрезерные вертикальный (рис. 3, е), двухстоечный (рис. 3, ж) и с подвижным порталом (рис. 3, з), фрезерный с поворотным столом и поворотной бабкой (рис. 3, и), горизонтально-расточные с неподвижной (рис. 3, к) и продольно-подвижной передней стойкой (рис. 3, л], продольно-строгальный (рис. 3, м), кругло- (рис. 3, м) и плоскошлифовальный (рис, 3, о), дыропробивной пресс с револьверной головкой (рис. 3, п), намоточная машина (рис. 3, р), газорезательная машина (рис. 3, с) и графопостроитель (рис. 3, т).
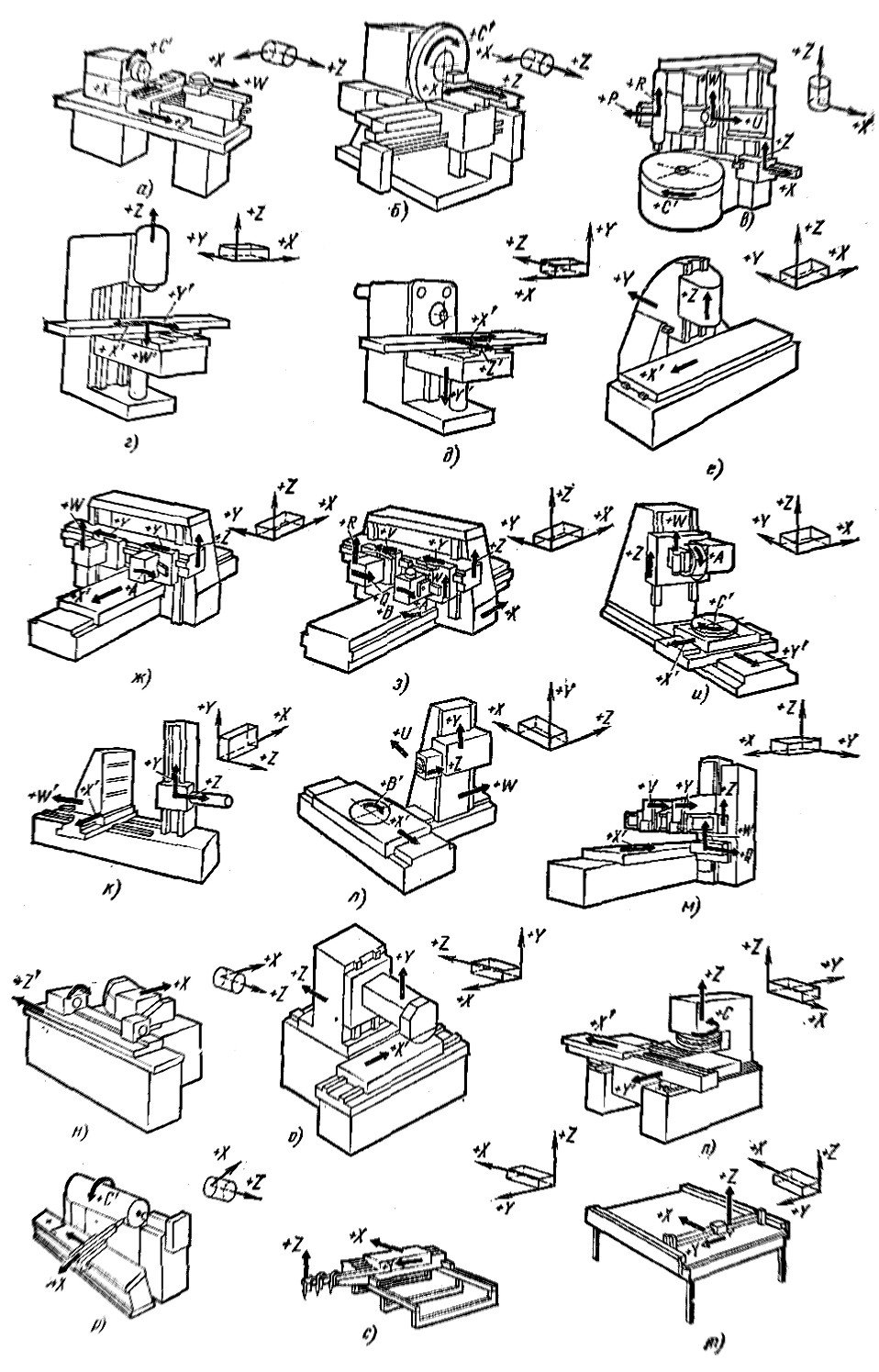
Рисунок 3 – Системы координат оборудования с ЧПУ.
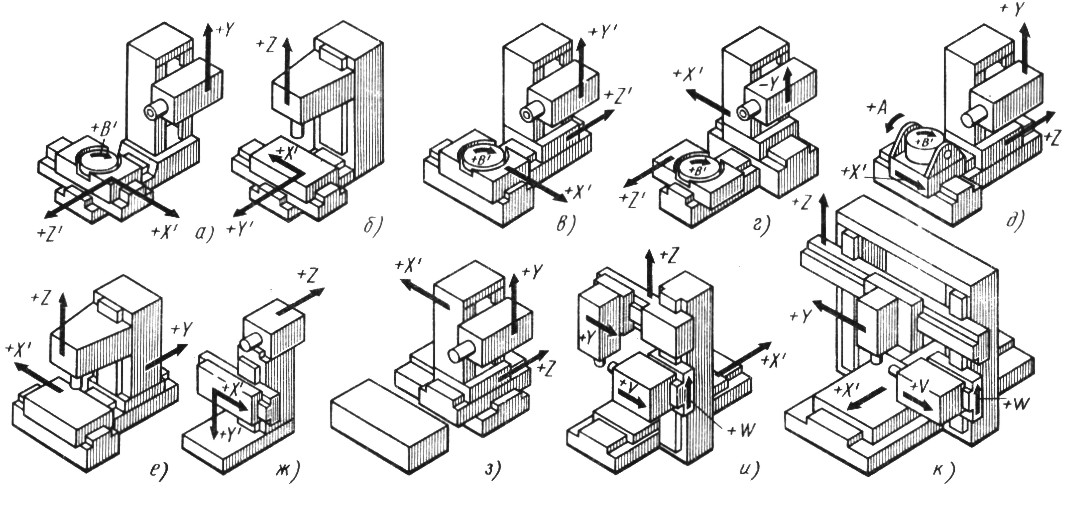
Рисунок 4 – Основные (базовые) типы сверлильно-фрезерно-расточных станков с ЧПУ.
Описанный принцип выбора обозначений и положительных направлений координатных осей рабочих органов станка позволяет технологу-программисту не учитывать, что несет программируемый рабочий орган — инструмент или заготовку. при подготовке УП всегда исходят из того, что инструмент движется относительно неподвижной заготовки.