

Федеральное агентство по образованию
ФГОУ СПО Октябрьский нефтяной колледж
им. С.И. Кувыкина
БУРОВОЕ ОБОРУДОВАНИЕ
Сборник технических материалов и тестовых заданий для выполнения самостоятельных работ по изучению конструкции основных агрегатов бурового оборудования
2010
Разработал: зав. полигоном, преподаватель спец. дисциплин Коземаслов В. В.
СОДЕРЖАНИЕ
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ УЗЛОВ ТАЛЕВОЙ СИСТЕМЫ |
4 |
КРЮКИ И СПЕЦИАЛЬНЫЕ ПОДВЕСКИ |
5 |
ОБСЛУЖИВАНИЕ И РЕМОНТ ТАЛЕВОГО БЛОКА БУРОВОЙ УСТАНОВКИ |
7 |
РЕМОНТ БУРОВЫХ КРЮКОВ |
9 |
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ УЗЛОВ БУРОВОЙ ЛЕБЁДКИ |
11 |
ОБСЛУЖИВАНИЕ И РЕМОНТ БУРОВЫХ ЛЕБЁДОК |
15 |
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ ВСПОМОГАТЕЛЬНЫХ ТОРМОЗОВ БУРОВЫХ ЛЕБЁДОК |
19 |
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ БУРОВОГО КЛЮЧА АКБ-ЗМ2 |
23 |
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ УЗЛОВ БУРОВОГО РОТОРА |
27 |
КАПИТАЛЬНЫЙ РЕМОНТ БУРОВЫХ РОТОРОВ |
30 |
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ УЗЛОВ БУРОВОГО ВЕРТЛЮГА |
34 |
РЕМОНТ БУРОВЫХ ВЕРТЛЮГОВ |
37 |
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ ГИДРАВЛИЧЕСКОЙ ЧАСТИ БУРОВЫХ НАСОСОВ |
40 |
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ ПРИВОДНОЙ ЧАСТИ БУРОВЫХ НАСОСОВ |
49 |
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ БУРОВЫХ НАСОСОВ |
53 |
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ УСТРОЙСТВА БУРОВОГО КОМПРЕССОРА КТ-6 |
58 |
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ КОМПРЕССОРА КТ-6 |
61 |
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ |
65 |
РЕМОНТ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ (ГЗД) |
69 |
ПРАКТИЧЕСКАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ ПРЕВЕНТОРОВ |
75 |
САМОСТОЯТЕЛЬНАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ ПРИВОДА ШСНУ (СК) |
83 |
САМОСТОЯТЕЛЬНАЯ РАБОТА |
|
ИЗУЧЕНИЕ КОНСТРУКЦИИ НАСОСА ТИПА ЦНС |
90 |
РЕМОНТ ЦЕНТРОБЕЖНОГО НАСОСА СЕРИИ ЦНС180 |
93 |
ПРАКТИЧЕСКАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИИ УЗЛОВ ТАЛЕВОЙ СИСТЕМЫ
Цель работы:
Изучить по схеме и плакату конструкцию односекционного талевого блока;
Изучить по схеме и плакату конструкцию бурового крюка;
Выполнить условия тестового задания
Односекционный талевый блок (рисунок 1) состоит из двух щек 1 с приваренными накладками 2, изготовленными из стального листа. Щеки, соединяемые траверсой 11 и двумя болтовыми стяжками 4, образуют раму талевого блока. Между траверсой и стяжками в щеках имеется расточка для оси 6 шкивов. Ось крепится в щеках двумя гайками 12, предохраняемыми от отвинчивания стопорной планкой 7. Шкивы 9 на оси талевого блока устанавливаются на подшипниках качения 8 подобно шкивам кронблока. Для предотвращения выскакивания каната из канавки шкивов па стяжках 4 закреплен нижний кожух 3. С наружной стороны шкивы закрываются кожухами 10 с прорезями в верхней части, предназначенными для выхода каната.
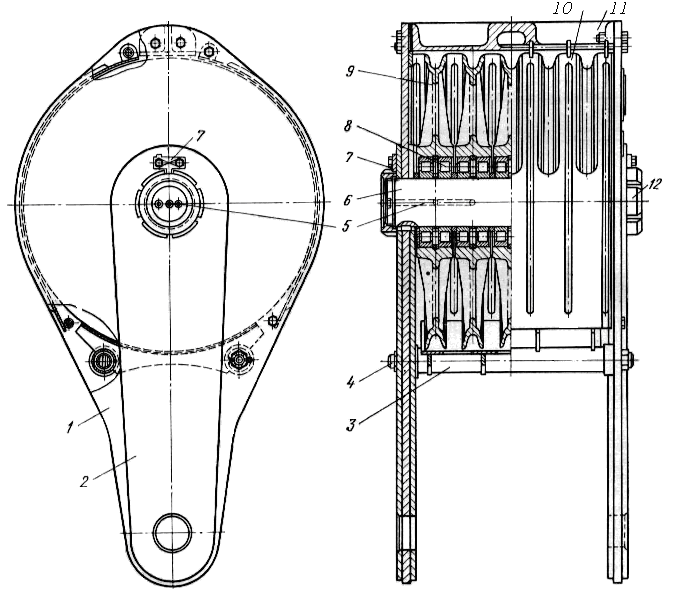
Рисунок 1 - Односекционный талевый блок
Кожухи талевого блока изготовляются из листовой стали либо литыми. Предпочтительнее литые кожухи, обладающие большей массой, благодаря которой возрастает скорость спуска незагруженного талевого блока. На нижних вытянутых концах имеются отверстия для осей, соединяющих талевый блок непосредственно с корпусом крюка. Для соединения с крюками, имеющими штропы, талевые блоки снабжаются серьгой, которая находится в отверстиях кронштейнов, приваренных к нижним концам щек. Серьга талевого блока заводится под штроп крюка и крепится в отверстиях кронштейнов при помощи пальцев. Подшипники смазываются пружинными масленками через отверстия 5 в оси шкивов талевого блока.
КРЮКИ И СПЕЦИАЛЬНЫЕ ПОДВЕСКИ
Крюки и другие специальные подвески, присоединяемые к талевому блоку, предназначены для:
подвешивания вертлюга и бурильной колонны при бурении скважины;
подвешивания с помощью штропов и элеватора колонн бурильных и обсадных труб при спуско-подъемных операциях;
подвешивания и перемещения на площадке буровых тяжелого оборудования при монтажно-демонтажных работах и инструмента при бурении скважины.
Крюки используются при ручной расстановке свечей. При работе с комплексом АСП крюки заменяются специальными подвесками. В современных буровых установках применяются трехрогие крюки, отличающиеся грузоподъемностью. Конструкции буровых крюков существенных различий не имеют.
Крюк (рисунок 2) состоит из литого корпуса 9 и собственно крюка 12. В трехрогих крюках основной рог 1 используется для подвешивания вертлюга, а два боковых рога 13 - для штропов элеватора. Корпус соединяется с крюком при помощи ствола 11, установленного в полом стакане 10 на пружинах 6, затянутых гайкой 5. Стакан опирается на упорный шариковый подшипник 7 и может поворачиваться относительно корпуса. Гайка ствола имеет продольные пазы под направляющие планки, приваренные к верхнему торцу стакана. Благодаря этому вместе со стаканом поворачивается ствол с крюком, что позволяет предохранить талевый канат от закручивания при поворачивании крюка.
В процессе бурения крюк относительно корпуса фиксируется стопором 4, вмонтированным в полухомуты стопорного устройства 3, неподвижно закрепленного в наружной кольцевой проточке нижней части стакана. От самоотвипчивания ствол предохраняется стопорной планкой 14, установленной в радиальных пазах ствола. Пружина 6 состоит из двух секций, работает на сжатие. Ход пружины и ее грузоподъемность при выбранном ходе обеспечивают необходимый при отвинчивании приподъём свечи на высоту замковой резьбы. При нагрузках, превышающих вес одной свечи, пружина сжимается до упора торцов гайки и стакана. В крюках КТБ-4-140Бр вместо ствола используются безрезьбовые подвески.
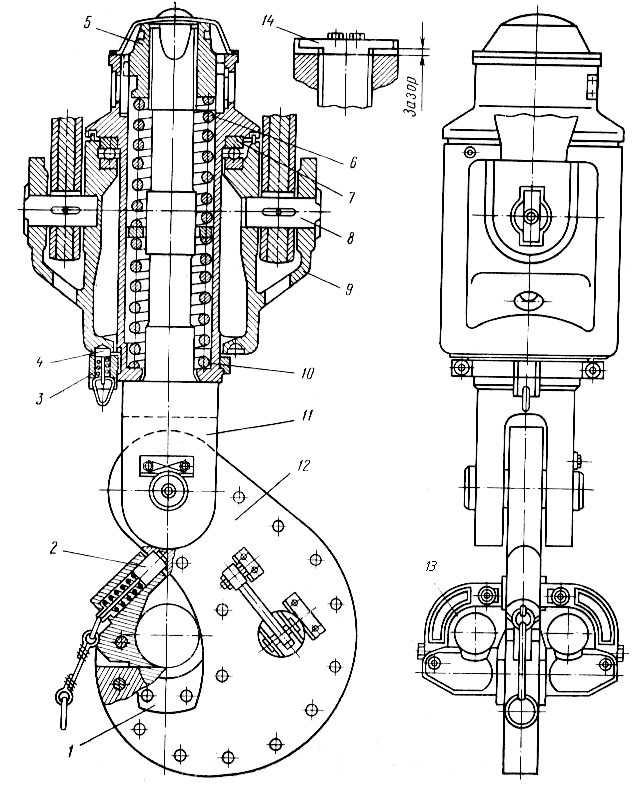
Рисунок 2 - Крюк буровой
Собственно крюки изготовляются литыми из высокопрочных стальных отливок либо пластинчатыми из легированной термически обработанной листовой стали. Пластинчатые крюки впервые были использованы в буровых установках Уралмашзавода. Пластины крюка соединяются заклепками с потайными головками. В зеве крюка 1 устанавливается фасонный вкладыш из литой стали, обеспечивающий сохранность пластин и плавность прилегания контактирующих поверхностей штропа вертлюга и зева крюка.
Боковые рога 13 устанавливаются на оси, запрессованной в расточку пластин. Зев основного рога закрывается автоматически при заведении штропа вертлюга в результате поворота подпружиненной защелки 2. Боковые рога закрываются откидными скобами. Грузоподъемность боковых рогов крюка в большинстве случаев выше грузоподъемности основного рога. В крюкоблоках крюк соединяется со щеками талевого блока при помощи осей 8, установленных и карманах его корпуса и закрепленных стопорными планками.
Талевые блоки с серьгой соединяются с крюком при помощи штропа, установленного на осях в карманах корпуса крюка.
При работе с двухсекционными талевыми блоками бурильная колонна при спуско-подъемных операциях подвешивается к автоматическому элеватору, который в комплексе АСП заменяет крюк. В процессе бурения скважин вертлюг присоединяется к автоматическому элеватору при помощи дополнительной подвески.
ОБСЛУЖИВАНИЕ И РЕМОНТ ТАЛЕВОГО БЛОКА БУРОВОЙ УСТАНОВКИ
Назначение и технические параметры бурового крюка – знать.
Конструкция талевого блока – знать.
Основные ремонтные нормативы.
Структура ремонтного цикла К3ТК
МРЦ = 8800 м-ч
МРП = 2200 м-ч
Срок службы 7,5 лет
Возможные неисправности в процессе эксплуатации и их причины
Возможные неисправности |
Причины |
Шкивы не вращаются |
Поломка подшипников |
Шум в подшипниках шкива |
Большой износ подшипников |
Повышенных нагрев ступиц кивов |
Недостаточное количество смазки в подшипниках, загрязнённость смазки |
Задевание реборд шкивов о предохранительный кожух |
Деформирован предохранительный кожух |
Работы технического обслуживания и текущего ремонта
Проверка шаблоном профиля ручьёв канатных шкивов
Проверка лёгкости вращения канатных шкивов
Замена негодных крепёжных деталей
Чистка смазочных устройств и каналов
Замена смазки в подшипниках
Правка предохранительных кожухов
Работы капитального ремонта
6.1. Процесс разборки талевого блока (рисунок 1)
- снятие предохранительного кожуха 10;
- отвинчивание болтов, соединяющих траверсу талевого блока 11 с щеками 1, снятие траверсы;
- отвинчивание гаек пальцев серьги (на рисунке их нет), выбивание пальцев, снятие серьги;
- снятие стопорной планки 7, отвинчивание корончатой гайки 12, снятие щеки
с оси 6;
- снятие с оси канатных шкивов 9;
- отвинчивание второй корончатой гайки и снятие оси;
- выпрессовка подшипников 8 из ступиц канатных шкивов;
6.2. Критерии отбраковки деталей и возможные методы ремонта деталей
Деталь |
Возможные дефекты |
Заключение |
Подшипники качения |
|
Замена |
Ось канатных шкивов |
изгиб |
Браковать при изгибе более 0,3 мм; Ремонтировать правкой |
износ посадочной поверхности |
Браковать при износе более 1 мм; Ремонтировать металлизацией |
|
срыв резьбы |
Браковать при срыве более 2х ниток резьбы; Ремонтировать калиброванием резьб |
|
Канатные шкивы |
обломы и трещины |
Браковать |
износ посадочной поверхности ступицы |
Браковать при износе посадочной поверхности ступицы свыше 0,04 мм и ремонтировать металлизацией или гильзованием |
|
износ поверхности по профилю ручья |
Браковать при углублении ручья шкива более 5мм; Ремонтировать растачиванием ручья по шаблону |
|
Щёки |
Трещины в теле и сварных швах |
Браковать |
Износ отверстий |
Браковать при износе более 1 мм; Ремонтировать гильзованием |
6.3. Замена негодных крепёжных деталей
6.4. Ремонт предохранительного кожуха
6.5. Замена изношенных пальцев серьги
6.6. Сборка талевого блока
Требования к отремонтированному талевому блоку
Канатные шкивы должны вращаться легко, не вызывая вращения соседних.
Сварные швы не должны иметь трещин, раковин, газовых пузырей, шлаковых включений;
На поверхности серьги блока, в месте контакта со штропом крюка, углубление не должно превышать 3 мм в глубину и 100 в ширину;
Все резьбовые соединения должны быть зашплинтованы;
Масляные каналы промыты и продавлены свежей смазкой;
Предохранительные кожухи не должны иметь вмятин и трещин;
Талевый блок должен быть окрашен стойкой краской соответствующих цветов.
Изобразите ремонтные эскизы
оси канатных шкивов
канатного шкива
Контрольные вопросы
Каков характер изнашивания канатного шкива?
Каков характер изнашивания оси?
Перечислите работы текущего ремонта и обслуживания;
Как производится смазка подшипников?
В какой последовательности производится процесс разборки талевого блока?
В каком случае выбраковывается ось?
Как производится извлечение подшипников из канатных шкивов?
Какие детали должны подвергаться дефектоскопии?
Как ремонтируются ось, шкивы?
РЕМОНТ БУРОВЫХ КРЮКОВ
Назначение и основные технические параметры
Буровые крюки служат для подвешивания на них бурильных и обсадных колонн
Основными техническими параметрами являются допускаемая нагрузка в кН, диаметр зева крюка и ход пружины.
Основные ремонтные нормативы
Структура ремонтного цикла К 3 Т К
Длительность межремонтного цикла 8800м-ч
Длительность межремонтного периода 1200 м-ч
Неисправности, возникающие в процессе эксплуатации
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ |
ПРИЧИНЫ |
Не обеспечен рабочий ход крюка 130…140 мм |
Ослабла или сломана основная пружина |
Не закрывается защёлка зева крюка |
Сломалась пружина защёлки или фиксатор |
Не стопорится крюк от проворачивания |
Сломалась пружина стопора |
Работы текущего ремонта
Осмотр крюка
Проверка крепления гайки ствола
Замена негодных крепёжных деталей
Ремонт при необходимости защёлки и стопора
Чистка и смазка крюка
Работы капитального ремонта
Процесс разборки крюка (рисунок 2)
Выбить палец защёлки зева и снять защёлку 2
Отсоединить скобы боковых рогов 13
Снять стопорную планку оси крюка
Выбить ось и отсоединить крюк 12 от ствола 11
Снять крышку стакана
Снять предохранительную планку 14 гайки ствола
Вырубить сварные швы боковых шпонок стакана, вынуть шпонки и отвернуть гайку 5 ствола
Вынуть пружину 6 и ствол из траверсы (корпуса)
Разобрать стопор 3 и вынуть из траверсы стакан и снять опорный подшипник 7.
Дефектовка деталей, критерии отбраковки
Крюк - износ отверстия под палец – более 1 мм
- износ отверстия под ось боковых скоб – более 0,8 мм
Подушка зева - вмятина глубиной более 3 мм
Ствол - трещины любого характера и расположения
- износ отверстия под палец – более 0,8 мм
- износ и сдвиг витков трапециидальной резьбы
Стакан - трещины любого характера и расположения
- износ шпоночного паза более 0,5 мм
Траверса - трещины любого характера и расположения, обломы
- износ отверстия под ось штропа более 0,1 мм
- износ поверхности под подшипник более 0,4 мм
Штроп - износ отверстия под пальцы более 1,5 мм
- погнутость
- трещины любого характера и расположения
Ось - трещины
- износ поверхности более 0,4 мм
Требования к отремонтированному крюку
Крюк, ствол, штроп. Траверса, ось боковых рогов и гайка не должны иметь дефектов, снижающих их прочность
Склёпка пластин крюка должна быть прочной и плотной. Местные зазоры между пластинами не более 1 мм
Крюк должен свободно вращаться от усилия одного рабочего
Крюк должен поворачиваться относительно пальца
Зев крюка не должен иметь выработки более 6 мм
Основная пружина должна быть цилиндрической и упругой
Все резьбовые соединения должны иметь надёжное предохранение от самоотвинчивания
Маслоподводящие каналы должны быть промыты и заполнены свежей смазкой
Ремонтные эскизы ремонтируемых деталей (ствол, крюк, корпус)
Контрольные вопросы
Каков характер нагружения основных деталей?
Какова последовательность разборки крюка?
Какие детали подвергаются неразрушающему контролю?
Назовите критерии отбраковки крюка, корпуса, ствола
Какие детали можно отремонтировать, какими методами?
Какие требования предъявляются к отремонтированным крюкам?
ПРАКТИЧЕСКАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИИ УЗЛОВ БУРОВОЙ ЛЕБЁДКИ
Цель работы:
Изучить кинематическую схему лебёдки;
Изучить по схеме и плакату конструкцию подъёмного вала, ленточного тормоза;
Выполнить условия тестового задания
Кинематика буровой лебёдки
Рассматривается кинематическая схема двухвальной буровой лебёдки ЛБУ 1200 (рисунок 1)
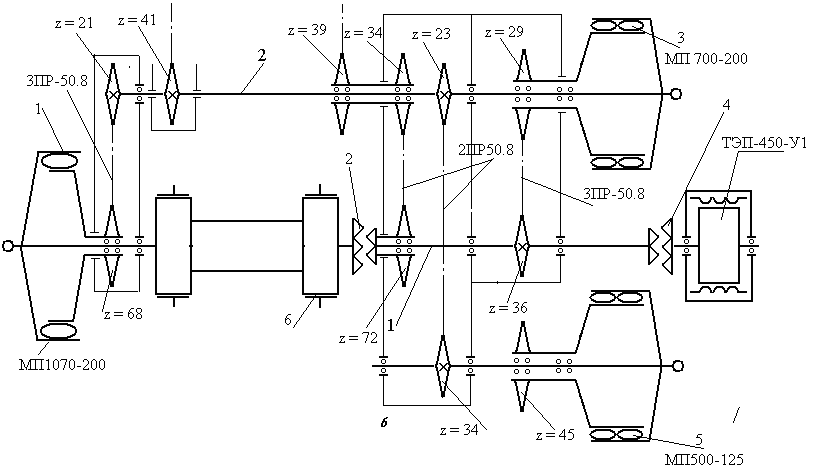
Рисунок 1 - Кинематическая схема двух вальной буровой лебёдки
Лебёдка обеспечивает: подъём инструмента из скважины; спуск инструмента в скважину; передачу мощности буровому ротору; подъём и опускание буровой вышки; ликвидацию прихвата бурильной колонны.
При подъёме инструмента из скважины вращение подъёмного вала 1 производится через звёздочку z = 41 трансмиссионного вала 2 от главного привода при этом работает одна из цепных передач, в зависимости от включённой скорости:
2-я и 3-я скорости передача 68/21
5-я и 6-я скорости передача 36/29
Включение передачи 68/21 производится пневматической муфтой 1, передачи 36/29 муфтой 3. При подъёме инструмента из скважины электропорошковый тормоз ТЭП-4500 отключён от барабана кулачковой муфтой 4. В случае выхода из строя главного привода, подъём инструмента можно производить с помощью вспомогательного привода. Вращение подъёмного вала в этом случае производится через звёздочку z =39 трансмиссионного вала 2, цепную передачу 72/34 и кулачковую муфту 2.
Иногда при ликвидации осложнений в скважине необходимо производить подъём инструмента с одновремённом вращением инструмента. Кинематика лебёдки позволяет осуществлять одновремённую передачу вращения подъёмному валу и ротору.
Подъёмный вал приводится в действие в указанной выше последовательности. Трансмиссия ротора 6 передаёт мощность от трансмиссионного вала 2 через передачу 23/34 и звёздочку z =45 ротору.
При спуске инструмента подъёмный вал отключён от привода муфтами 1 и 3 и подключён к тормозу ТЭП-45000 кулачковой муфтой 4. Скорость спуска регулируется ленточным и электропорошковым тормозом 6. При необходимости подачи инструмента с одновремённым вращением ротора, подъёмный вал отключён от привода муфтами 1 и 3, а вал трансмиссии ротора подключён к валу 2 муфтой 5.
Подъём и опускание буровой вышки производится с помощью вспомогательного привода. Передача вращения подъёмному валу происходит через звёздочку z =39, цепную передачу 72/34 и кулачковую муфту 2.
Для ликвидации прихватов используется 1-я скорость. Эта же скорость используется при спуске обсадных колонн. Вращение подъёмного вала при этом происходит от передачи 68/21.
Конструкция узла подъёмного вала
На валу 1 (рисунок 2) между опорными подшипниками 13 напрессован барабан 24 со ступицами 23, к которому крепятся тормозные шкивы 6 болтами 21.
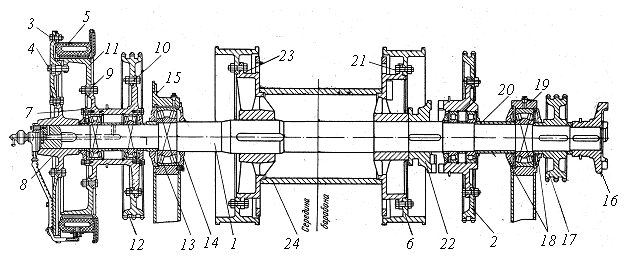
Рисунок 2 - Подъёмный вал буровой лебёдки
На правом диске барабана с внутренней стороны отлит паз в котором планками и болтами крепится конец талевого каната. Справа от барабана под тормозным шкивом на двух шпонках посажена кулачковая 22 муфта для подключения звёздочки 2 вспомогательного привода. Звёздочка 2 соединена со ступицей, посаженной на вал на двух роликоподшипниках. На торце ступицы имеются кулачки.
К подшипникам подаётся густая смазка через маслёнку и смазочный канал в ступице.
На правой консоли вала напрессована звёздочка 17 включения быстрой скорости. Пружинное кольцо фиксируют от осевого смещения распорные втулки.
На конце вала установлена кулачковая муфта 16 включения вспомогательного тормоза. Муфта 16 на шпонках или шлицах с помощью механизма включения может перемещаться для соединения с кулачковой муфтой вала вспомогательного тормоза.
На левой консоли вала установлена звёздочка 12 включения тихой скорости, соединённая со ступицей болтами 10, установленной на сферических подшипниках. Включение звёздочки производится муфтой 5, шкив 11 которой соединён с фланцем ступицы болтами 9. Муфта 5 связана жёстко с валом 1 через диск 3, ступицу 8, напрессованную на вал.
При подаче сжатого воздуха в муфту через вертлюжок выбирается радиальный зазор между шкивом и колодками муфты. За счёт возникающих сил трения происходит соединение шкива и связанной с ним звёздочки 12 с валом. Шкив имеет приливы с пазами для установки аварийных болтов 4.
Опорные подшипники 13 установлены в корпусах подшипников 15; 19 ванн цепных передач. Подшипники закрыты крышками 14; 18 с лабиринтными уплотнениями. Смазка подшипников производится через маслёнки. Подшипники на валу фиксируются распорными втулками 20.
Конструкция ленточного тормоза буровой лебёдки (рисунки 3а, б)
Тормозные ленты 17 с закреплёнными на них колодками 18 из фрикционного материала охватывают тормозные шкивы барабана. Тормозные ленты выполнены со взаимозаменяемыми концами для более полной отработки тормозных колодок. Набегающие концы лент с помощью осей 2 болтов 3 и стаканов 7 соединены с балансиром 10. Сбегающие концы лент с помощью осей 23 и обоймы 15 соединены с коленчатым валом 14. Коленчатый вал установлен на подшипниках 16.
Балансир служит для выравнивания натяжения лент. Он шарнирно соединён со стойкой 13, закреплённой на раме лебёдки болтами 12. Пружины 5, опираясь через шайбы 6 на раму, постоянно прижимают стаканы 7 к балансиру. Сферические поверхности стакана и балансира образуют шарнир.
В нижний конец стакана ввёрнута шпилька 8. Между шайбой 9 и рамой выдержан зазор а+2 = 5, который при разрыве одной из лент, обеспечивает затормаживание барабана другой. При этом зазор выбирается и усилие от набегающего конца передаётся непосредственно на раму. Оттяжками 19, закрепленными на ограждении лебёдки, обеспечивается равномерный зазор между тормозными шкивами и колодками в расторможенном состоянии.
Регулирование зазора между тормозным шкивом и тормозными колодками по мере их износа производится поворотом стакана ключом 11. Стрелка 1- указатель служит для регулирования одновремённой работы лент.
Коленчатый вал с помощью рычага и оси соединён со штоком пневмоцилиндра 20, которым осуществляется пневматическое управление тормозом.
а
б
Рисунок 3 - Ленточно-колодочный тормоз
ОБСЛУЖИВАНИЕ И РЕМОНТ БУРОВЫХ ЛЕБЁДОК
Назначение и технические параметры буровых лебёдок – знать
Конструкция буровых лебёдок – знать
Основные ремонтные нормативы
Структура ремонтного цикла К 3 Т К
МРЦ 8800 м-ч
МРП 2200 м-ч
Рекомендуемый срок эксплуатации 6 лет.
Возможные неисправности в процессе эксплуатации и их причины
Возможные неисправности |
Причины |
Буровой крюк идёт на подъём с остановками и рывками |
Попадание масла под муфты МП лебёдки или коробки передач |
Не включается барабан или гидротормоз |
Неисправность воздушной сети |
Ненагруженный буровой крюк медленно идёт вниз |
Колодки тормозных лент не отходят от тормозных шкивов; Колодки задевают за реборды шкивов |
Не происходит торможения при крайнем нижнем положении тормозной рукоятки |
Износ тормозных колодок |
Тормозной момент недостаточен при большом усилии на тормозную рукоятку |
Попадание масла на тормозные шкивы; Из двух лент работает одна |
Не включается воздушный цилиндр тормоза |
Разрегулировалась тяга тормозной рукоятки Неисправен кран машиниста |
Кулачковая муфта включения РПДЭ включается не на всю длину кулачка |
Изменение тяг механизма включения кулачковой муфты вследствие нарушения стопорения гаек |
Стук в кожухах лебёдки |
Удлинение цепей; Нарушение центровки лебёдки относительно коробки передач и РПДЭ |
Раскачивание корпуса гидротормоза при его включении |
Нарушена центровка валов барабана и гидротормоза; Ослабли болты крепления гидротормоза |
Сильная течь воды через дренажное отверстие гидротормоза |
Износ манжет гидротормоза |
При спуске инструмента в скважину на гидротормозе наблюдаются рывки |
Попадание масла под муфту гидроторомоза; Нарушилась центровка валов; Неисправность воздушной сети; Перегрев рабочей жидкости; Износ МП |
При повышении уровня жидкости в гидротормозе тормозной момент не увеличивается |
Засорение воздушных сопел в лопатках статора гидротормоза |
Работы по проверке технического состояния текущего ремонта
Проверяемые узлы |
Технические требования и выполняемые работы |
Ленточный тормоз |
Износ тормозных колодок на 24 мм и более – замена всех колодок |
Тормозные шкивы |
Масло на рабочей поверхности - удалить и обезжирить; Износ на 15 мм, трещины длиной 80 мм и более - заменить |
Болты крепления талевого каната на барабане |
Должны быть затянуты до отказа и законтрены |
Центровка подъёмного вала и вала вспомогательного тормоза |
Расцентровка валов должна быть не более 0,3 мм - центровать |
Крышки опорных подшипников |
Болты болжны быть затянуты до отказа и законтрены |
Приводные роликовые цепи |
Задевание за кожухи - подтянуть; Увеличение шага звеньев более 3% - заменить цепь; Разрушение элементов звеньев цепей - замена не более 5…6% звеньев, затем замена цепи |
Пневматические муфты |
Износ колодок дометала - замена муфты |
Пневмосистема |
Давление в пневмосистеме должна быть не ниже 0,6 МПа; Трещины и изломы шлангов - замена |
Система смазки цепных передач |
Смазка должна поступать на все передачи по всей ширине цепи, течи масла не допускаются |
Работы капитального ремонта
Разборка лебёдки
Буровая лебёдка разбирается на следующие узлы: подъёмный вал, трансмиссионный вал (если лебёдка двухвальная), вал трансмиссии ротора, вспомогательный тормоз (гидравлический или электрический). Наиболее сложным узлом является подъёмный вал, разборка которого производится следующей последовательности:
- снимают детали пневмоуправления;
- разбирают болтовые соединения 3 и 4 и снимают диск муфты МП-1070 5;
- спрессовывают ступицу 8;
- отвинчивают гайки, снимают болты 9 и 10, снимают барабан 11 муфты МП-1070;
- отсоединяют крышки подшипников ступицы 7 и с помощью винтового съёмника стягивают с вала ступицу 7 с роликовыми подшипниками;
- отворачивают крышку 14, снимают корпус 15, снимают прессом с вала коренной подшипник 13;
- вал поворачивают на 180 градусов;
- снимают прессом кулачковую муфту 16;
- снимают звёздочку 17;
- отсоединяют крышки 18 корпуса коренного подшипника 19;
- снимают корпус 19;
- прессом снимают коренной подшипник;
- снимают распорную втулку 20;
- отвинчивают болты и снимают звёздочку 2, винтовым съёмником стягивают ступицу с подшипниками;
- снимают кулачковыю муфту 22;
- отвинчивают гайки и выбивают болты 21 и 23, кувалдой сбивают тормозные шкивы 6;
- при помощи пресса выпрессовывают из барабана 24 вал 1.
6.2. Критерии отбраковки деталей и возможные методы ремонта деталей
Деталь |
Возможные дефекты |
Заключение |
Вал |
Излом, трещины |
Браковать |
Изгиб |
Браковать при изгибе более 5,0 мм Ремонтировать правкой |
|
Износ посадочных поверхностей |
Ремонтировать металлизацией с последующей обработкой до номинального размера |
|
Износ шпоночных пазов |
Ремонтировать изготовлением шпоночного паза номинального размера на новом месте или разделкой паза на ремонтный размер |
|
Цепное колесо |
Отколы и трещины любого характера и расположения |
Браковать
|
Износ посадочной поверхности |
Ремонтировать наплавкой с последующим растачиванием на номинальный размер |
|
Износ зубьев венца |
Ремонтировать напрессовкой нового венца с приваркой его к ступице |
|
Барабан |
Отколы и трещины любого характера и расположения |
Браковать
|
Износ посадочной поверхности на вал |
Ремонтировать металлизацией или наплавкой с последующим растачиванием на номинальный размер |
|
Износ шпоночного паза |
Ремонтировать изготовлением шпоночного паза номинального размера на новом месте или разделкой паза на ремонтный размер |
|
Шкив тормозной |
Отколы и трещины любого характера и расположения |
Браковать
|
Износ отверстий под призонные болты |
Ремонтировать при износе более 0,4 мм на ремонтный размер |
Требования к отремонтированным буровым лебёдкам
Допускаемые отклонения от параллельности валов не более 1 мм на длине 2 м;
Валы в подшипниках должны вращаться плавно без заеданий от усилия одного рабочего;
Парно работающие цепные колёса должны лежать в одной плоскости;
Рабочие поверхности кулачков кулачковых муфт должны быть приглажены друг к другу с зазором не более 0,25 мм;
Тормозные шкивы должны иметь клеймо завода изготовителя с указанием марки стали, номера плавки и не должны иметь трещин, раковин и других пороков;
Пальцы шарнирных соединений тормозной системы должны иметь шайбы и быть зашплинтованы;
Тормозная система должна работать плавно без заеданий;
Радиальный зазор между колодками и шкивами пневматических муфт должен быть одинаковым по окружности в пределах 2,5 мм;
Рукоятка управления тормозным цилиндром должна вращаться плавно без заеданий;
Пневмосистема после сборки лебёдки должна быть испытана на прочность сжатым воздухом давлением 1,0 МПа в течение 5 мин;
Включение и выключение кулачковых муфт должно быть плавным, без заеданий отусилия рабочего не более 2000 Н;
Подшипники, все трущиеся поверхности и маслоподводящие каналы должны быть промыты и заполнены свежей смазкой;
Щиты ограждения должны быть выполнены из листовой стали толщиной не менее 4…5 мм и надёжно закреплены;
8. Выполнить ремонтные эскизы вала, барабана, тормозного шкива
Контрольные вопросы
Какова структура ремонтного цикла буровой лебёдки?
Перечислите неисправности в тормозной системе;
Почему порожний буровой крюк медленно идёт вниз?
Что такое расцентровка валов?
Какие работы при текущем ремонте производятся с цепными передачами?
Какие работы при текущем ремонте производятся с ленточным тормозом?
Расскажите процесс разборки узла подъёмного вала;
Как снимаются ступицы барабана с вала?
Назовите причины отбраковки тормозных шкивов;
Как ремонтируются валы?
Как ремонтируются тормозные шкивы?
Какие требования предъявляются к сборке валов, пневматических муфт, кулачковых муфт?
ПРАКТИЧЕСКАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИИ ВСПОМОГАТЕЛЬНЫХ ТОРМОЗОВ БУРОВЫХ ЛЕБЁДОК
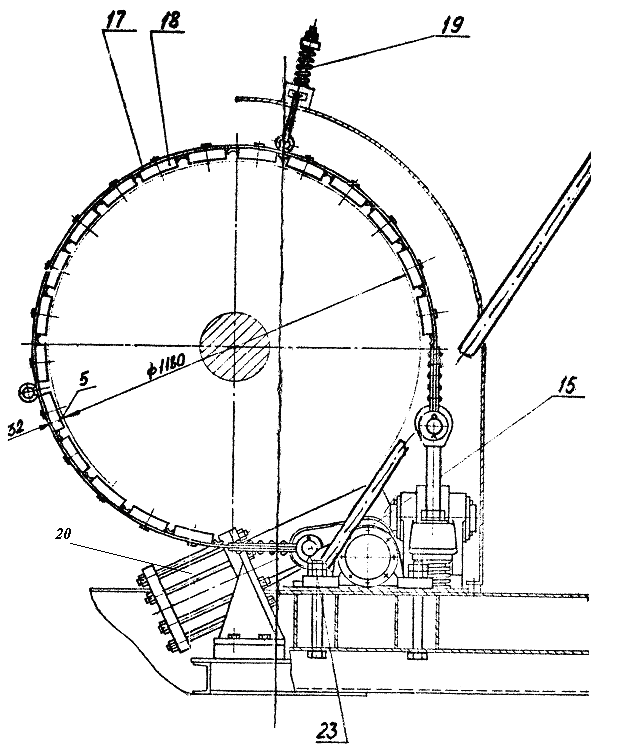
Гидродинамический тормоз буровой лебедки
Гидродинамические тормоза буровых лебедок, используемые для ограничения скорости спуска бурильных и обсадных труб в скважину, представляют собой лопаточное гидравлическое устройство, состоящее из вращающегося ротора и неподвижного статора, рабочая полость которых заполнена жидкостью. Гидродинамический тормоз действует подобно гидромуфте в тормозном режиме, при котором турбинное колесо заклинивается и скольжение становится равным 100%. При вращении радиальные лопатки ротора отбрасывают жидкость от центра к периферии и направляют ее на лопатки статора. Пройдя по межлопаточным каналам статора, жидкость вновь попадает на лопатки ротора и, таким образом, устанавливается замкнутая циркуляция жидкости между ротором и статором.
Силы гидравлических сопротивлений, обусловленные трением жидкости в межлопаточных каналах и потерей напора на удары в вихревых зонах между лопатками ротора и статора, создают тормозной момент, противодействующий вращению ротора. Величина тормозного момента зависит от диаметра и частоты вращения ротора и регулируется уровнем наполнения гидродинамического тормоза рабочей жидкостью. Механические потери, вызываемые трением в опорах и уплотнениях пала ротора, не влияют существенно на величину тормозного момента. Механическая энергия, поглощаемая в процессе торможения, превращается в тепловую и вызывает нагрев рабочей жидкости и деталей гидродинамического тормоза.
Допустимая температура нагрева зависит от физических свойств рабочей жидкости. При использовании воды температура нагрева не должна превышать 90 °С, так как при температуре, так как при температуре близкой к точке кипения, возникает угроза кавитации. Для охлаждения рабочей жидкости используется холодильник, который одновременно служит для регулировании уровня наполнения тормоза жидкостью.
Ротор гидродинамического тормоза (рисунок 1) состоит из вала 8 и отлитого из чугуна двухлопастного насосного колеса 5 с радиальными плоскими лопатками, наклоненными под углом 45° в сторону их рабочего вращения, совпадающего с направлением вращения барабана лебедки при спуске. Толщина лопаток определяется из требований литейного производства и в зависимости от диаметра ротора составляет 12-25 мм. Число лопаток принимается равным 20-28. Дальнейшее увеличение числа лопаток существенно не влияет на величину тормозного момента и приводит к неоправданному увеличению массы гидродинамического тормоза.
Для предохранения от проворачивания под действием крутящих моментов, передаваемых ротором, насосное колесо соединяется с валом ротора прессовой посадкой и шпонкой.
Статор 6 состоит из двух симметричных частей, образующих корпус гидродинамического тормоза со стойками/для крепления к раме буровой лебедки. Обе части статора отливают из чугуна. Они имеют радиальные лопатки, наклоненные в сторону, противоположную наклону лопаток насосного колеса. Вал 8 на роликоподшипниках 3, 9 и фланцевых стаканах 4 и 7 устанавливается в сквозных расточках статоров. Соосность отверстий обеспечивается центрирующим буртиком в соединении статоров. Стыкуемые плоскости статоров уплотняются паропитовой либо картонной прокладкой 13, затягиваемой крепежными болтами 12.
В рассматриваемой конструкции вал ротора устанавливается на роликовом радиальном и радиалыю-сферическом двухрядном подшипниках в отличие от более распространенных конструкций, в которых оба подшипника роликовые радиальные. Осевое положение вала фиксируется радиально-сферическим подшипником, наружное кольцо которого затягивается торцовой крышкой с регулировочной прокладкой, а внутреннее - закрепительной втулкой 2, Свобода противоположного конца вала обеспечивается перемещением роликов по беговой дорожке внутренней обоймы подшипника.
Осевые зазоры между ротором и статором составляют 4-4,5 мм и регулируются набором металлических прокладок, установленных между фланцевыми стаканами и наружными торцами отверстий статоров. Подшипники вала смазываются консистентной смазкой, набиваемой ручным шприцем через масленки. Для предупреждения утечек масла фланцевые стаканы и крышка снабжены щелевыми (жировыми) канавками. Выводной конец вала используется для сцепной муфты, соединяющей гидродинамический тормоз с подъемным валом буровой лебедки. Для уплотнения вращающегося вала применяются сальниковые и торцовые уплотнения.
Сальниковые уплотнения благодаря простоте и дешевизне более широко распространены и состоят из плетеной асбестопроволочной набивки В, промежуточной распорной втулки, грунд-буксы и нажимных болтов с контргайками. Износ сальникового уплотнения контролируется по утечке рабочей жидкости через каналы 10. При чрезмерной утечке сальники равномерно подтягиваются нажимными болтами. Нельзя допускать перетяжки сальника, это приводит к перегреву и преждевременному выходу сальника из строя.
Для повышения долговечности сальники вала ротора регулярно смазываются графитовой смазкой, подаваемой через масленки. Смазка снижает коэффициент трения, и в результате этого уменьшаются нагрев и износ сальника. Сальниковую набивку осматривают и заменяют после снятия фланцевых стаканов. Для ускорения этих операций используются два болта, вставляемые в резьбовые отверстия фланца стакана. При ввинчивании болтов фланцевый стакан вместе с подшипником и крышкой снимают с вала ротора. Известны конструкции гидродинамических тормозов, в которых подшипники вала установлены на выносных опорах. Вследствие этого улучшается доступ для осмотра и замены сальниковых набивок, а подшипники вала полностью изолируются от рабочей жидкости. Недостаток этих конструкций - увеличение длины вала, требующее для установки тормоза соответствующего удлинения рамы лебедки.
В качестве рабочей жидкости обычно используют воду, поступающую из холодильника через патрубки 11 в кольцевые камеры статора. По радиальным и тангенциальным каналам Л в теле и лопатках статоров вода направляется в межлопаточные полости Б тормоза. Тангенциально направленный поток способствует само-всасыванию, и поэтому поступающая из холодильника вода интенсивно перемешивается с горячей водой в полости тормоза, нагреваемой в результате торможения. Для увеличения проточных сечений тормоза часть лопаток ротора укорочена.
Из гидротормоза вода отводится в холодильник через верхний патрубок. Необходимый для этого напор создается углублениями на наружной цилиндрической поверхности ротора либо сужением радиального зазора между ротором и статором у верхнего патрубка, что достигается смещением фланцевых стаканов подшипников ротора относительно оси статора (эксцентриситет равен 6 мм). После охлаждения жидкость самотеком переливается из холодильника в гидротормоз. Создаваемый тормозной момент зависит от уровня воды в холодильнике, устанавливаемого с помощью ступенчатых и бесступенчатых регуляторов.
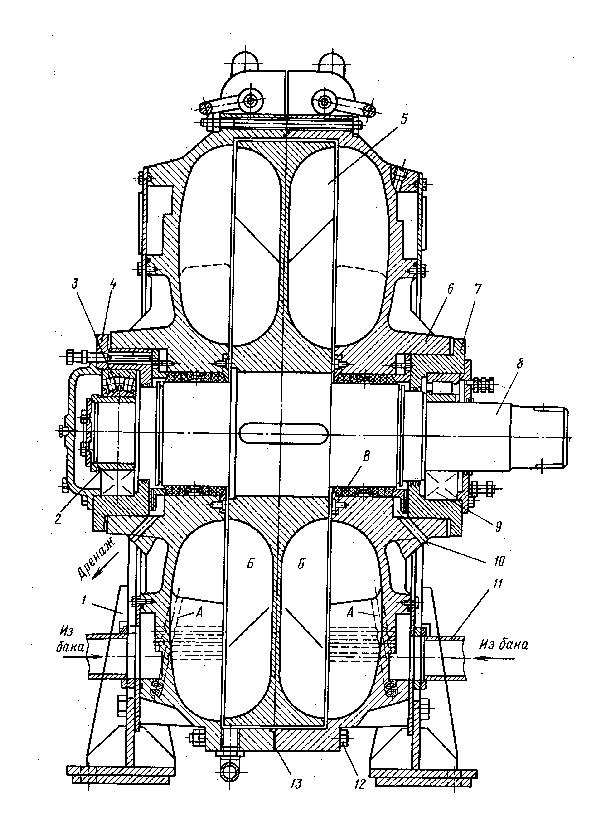
Рисунок 1 - Тормоз гидродинамический
Электромагнитные тормоза
Электромагнитные тормоза, применяемые в буровых лебедках, делятся на индукционные и порошковые.
Индукционный тормоз (рисунок 2) состоит из корпуса 1, на внутренней цилиндрической поверхности которого располагается обмотка возбуждения 2. В корпусе на подшипниках 6 вращается якорь 4, вал 5 которого при помощи фланцевой муфты 7 соединяется с подъемным валом лебедки. Якорь 4 представляет собой цилиндрическое тело с кольцевой проточкой 3 для циркуляции охлаждающей воды. При включении постоянного тока и обмотку возбуждения возникает магнитное поле, наводящее электродвижущую силу в якоре. В результате взаимодействия тока якоря с магнитным полем возникает тормозной момент, противодействующий вращению подъемного вала лебедки под действием спускаемой колонны труб. Кинетическая энергия спускаемого груза поглощается якорем и вызывает его нагрев. Для снижения температуры нагрева и обеспечения нормальной работы обмоток возбуждения и подшипников электромагнитные тормоза снабжаются воздушным и водяным охлаждением.
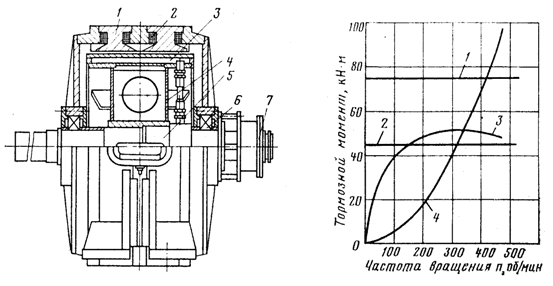
Рисунок 2 - Тормоз электромагнитный и его механическая характеристика
Порошковые тормоза отличаются от индукционных тем, что воздушный зазор между станиной и якорем заполнен ферромагнитным порошком, повышающим магнитную проницаемость зазора и в результате этого величину создаваемого тормозного момента. Кроме того, посредством порошка образуется механическая связь между станиной и якорем тормоза и благодаря этому частота вращения не влияет на величину тормозного момента.
Механические характеристики электромагнитных тормозов выражают зависимость тормозного момента от частоты вращения при заданном токе возбуждения. На рисунке 2 прямые 1 и 2 выражают характеристику порошковых (ТЭП-7500 и ТЭП-4500), а кривая 3 - индукционного (ЭМТ-4500) тормозов. В отличие от порошкового тормозной момент индукционного тормоза зависит от частоты вращения. Для сравнения на рисунке 2 изображена кривая 4, характеризующая изменение момента гидродинамического тормоза. Как видно из рисунка, при п = (1 тормозные моменты индукционного и гидродинамического тормозов равны нулю. Поэтому в отличие от порошкового тормоза они не могут быть использованы для полной остановки и удержания груза на весу. С увеличением частоты вращения тормозной момент индукционного тормоза возрастает быстрее, чем гидродинамического.
Рассматриваемые кривые соответствуют изменению тормозных моментов при определенном уровне тока в обмотке возбуждения индукционного и порошкового тормозов. И если у гидродинамического тормоза момент может изменяться за счет уровня наполнения жидкостью, у электромагнитных это достигается за счет изменения тока возбуждения. При отсутствии тока в обмотке возбуждения тормозной момент равен нулю. С увеличением тока в обмотке возбуждения пропорционально возрастает момент. Указанная особенность электромагнитных тормозов облегчает их управление и создает возможность автоматизации процесса спуска инструмента.
ПРАКТИЧЕСКАЯ РАБОТА
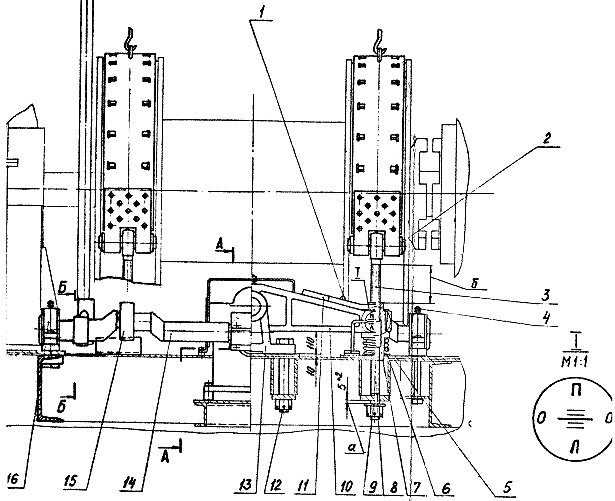
ИЗУЧЕНИЕ КОНСТРУКЦИИ БУРОВОГО КЛЮЧА АКБ-3М2
Буровой ключ АКБ-3М2 предназначен для механизации процесса свинчивания и развинчивания колонн бурильных труб в процессе спуско-подъёмных операций.
Технические параметры ключа
-
Диапазон работы ключа для труб с бурильными замками, мм
108…216
Допустимый износ бурильных замков, мм
9
Частота вращения трубозажимного устройства, об/мин
80
Номинальный крутящий момент, кНм
1,2
Максимальный крутящий момент, кНм
50
Длина хода блока ключа, мм
1000
Давление воздуха в сети, МПа
0,7…1.0
1. Кинематическая схема ключа (рисунок 1) представляет двух ступенчатый цилиндрический редуктор, в котором зубчатое зацепление z12/z65 является первой ступенью, а зацепление z21/z54 - второй. Ведомое зубчатое колесо z54 выполнено разрезным с целью обеспечения подвода и отвода блока ключа к колонне и от колонны. Для непрерывного вращения разрезного зубчатого колеса в редуктор встроены две промежуточные шестерни z24
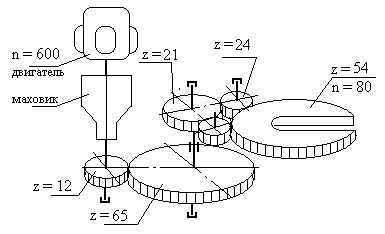
Рисунок 1 - Кинематическая схема бурового ключа
Ключ АКБ-3М2 состоит из следующих основных частей (рисунок 2): блока ключа 1, каретки 2 с пневмоцилиндрами 5, колонны 3 и пульта управления 4
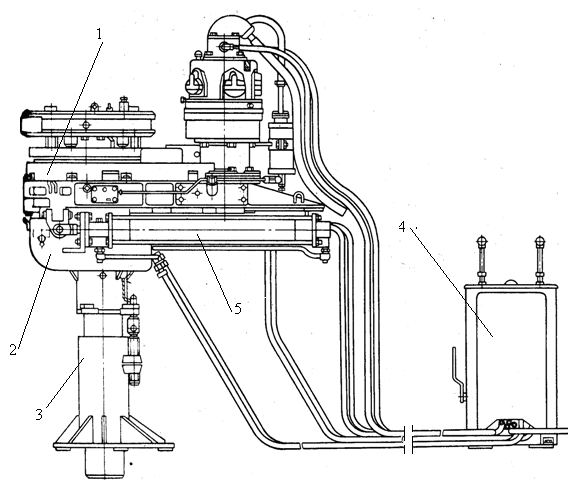
Рисунок 2 - Буровой ключ
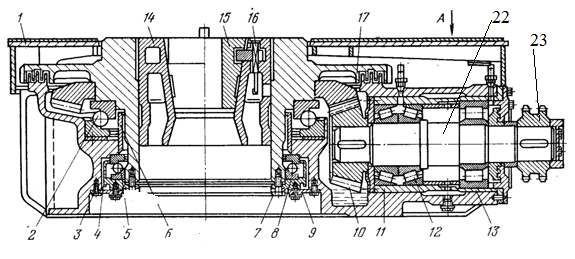
2. Конструкция блока ключа. Блок ключа является основным механизмом выполняющим операции по свинчиванию и развинчиванию бурильных труб. Внизу блок имеет направляющие 8 (рисунок 3) по которым он перемещается вдоль каретки к колонне и от колонны при помощи двух пневматических цилиндров двойного действия 5 (рисунок 2). На корпусе блока (рисунок 3) смонтированы верхнее 2 и нижнее 10 трубозажимные устройства, понизительный редуктор 4 с разрезным зубчатым колесом 11 и пневматический двигатель 5 с маховиком 6. Корпус ключа и трубозажимные устройства имеют вырезы для прохода колонны труб. Трубозажимные устройства обеспечивают одновремённый захват муфты и ниппеля бурильных труб. В них имеются по две сменных челюсти 17 (рисунок 4), установленных в челюстедержателях 16. В челюсти вставлены сухари из твёрдого сплава.
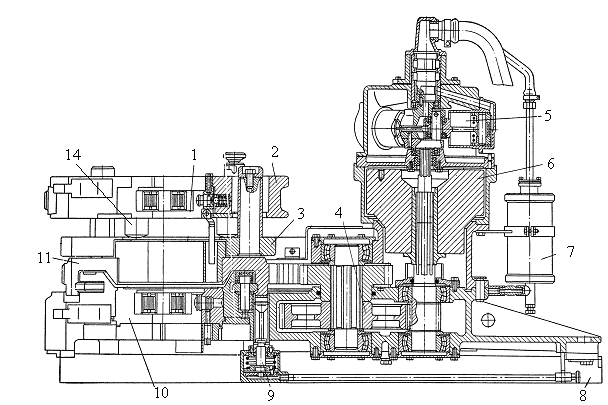
Рисунок 3 - Блок ключа (вид сбоку)
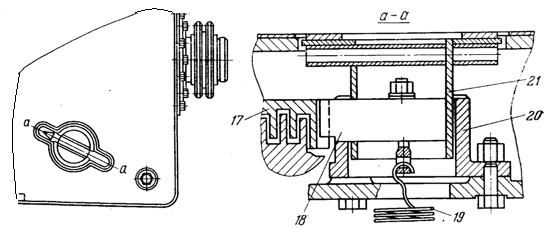
Челюстедержатели из своего первоначального положения могут поворачиваться на некоторый угол относительно своих корпусов, при этом челюсти скользя по спиральной поверхности вкладышей сближаются и зажимают замок бурильной трубы. При работе челюсти занимают следующие положения (рисунок 3а)
а - положение челюстей при подводе ключа к трубе или его отводе (челюсти развёрнуты);
б - положение челюстей при заведённом на трубу ключе ( челюсти свободно охватывают замок замок прижат к упору);
в - положение челюстей при зажатии замка (челюсти зажали замок).
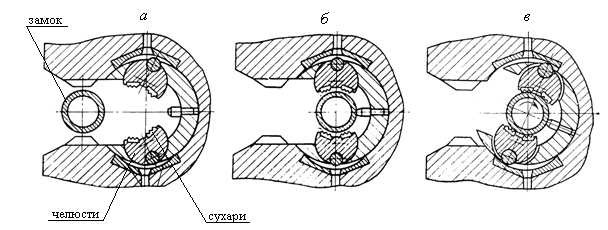
Рисунок 3а
Поворот нижнего челюстедержателя производится от пневмоцилиндра двойного действия 12, шток которого шарнирно связан с поводком челюстедержателя.
Поворот верхнего челюстедержателя производится с помощью храпового устройства.
Верхнее трубозажимное устройство передаёт вращение верхней трубе, а нижнее удерживает колонну от проворачивания. Трубозажимные устройства как и механизм перемещения блока ключа работает от пневмоцилиндров, управляемых с пульта.
Верхний корпус трубозажимного устройства 1 (рисунок 3) удерживается на некотором расстоянии относительно промежуточного диска 3 четырьмя стаканами 14. при свинчивании верхний корпус сжимает пружины стаканчиков и опускается вниз. При развинчивании верхний корпус поднимается вверх, удерживаясь на замке за счёт сжатия замка челюстями. В передней части верхнего корпуса вмонтировано два толкателя 18 с пружинами 19 с помощью которых корпус поджимается к бурильному замку упором 20, центрируюя верхний корпус относительно замка.
Маховик введён в конструкцию с целью увеличения крутящего момента для раскрепления и докрепления замковых соединений, а также для обеспечения более равномерного вращения.
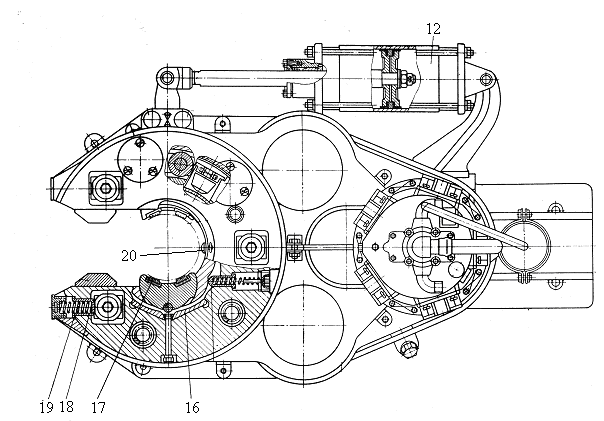
Рисунок 4 - Блок ключа (вид сверху)
Возможные неисправности в процессе эксплуатации и их причины
Возможные неисправности |
Причины |
Верхние челюсти пробуксовывают по тубе |
Выкрошены сухари, сработка замка бурильной трубы, сильное загрязнение |
Верхние челюсти не отпускают трубу |
Не соответствие челюстей размеру замка трубы, заедание ролика челюсти, лопнул вкладыш, сильное загрязнение |
Верхний корпус при вращении закусывает и отпускает трубу |
Перекос колонны ключа относительно оси бурильной колонны, завышенные обороты |
Верхний корпус не проворачивается вхолостую вокруг трубы |
Неправильно установлена колонна ключа относительно ротора, перекос колонны ключа относительно оси бурильной колонны |
Ключ при подводе и отводе от трубы перемещается с ударом в конце хода |
Не работают воздушные амортизаторы цилиндров подвода-отвода |
С нескольких ударов не происходит раскрепление или закрепления замкового соединения |
Малая скорость вращения верхнего корпуса в период разгона, низкое давление в пневмосистеме, не включаются нижние челюсти |
Работы текущего ремонта
Проверка состояния всех резьбовых соединений
Проверка состояния и замена при необходимости быстроизнашивающихся деталей (сухари, челюсти, ролики, вкладыши, пружины, фиксаторы)
Проверка и очистка воздушных фильтров
Проверка наличия и состояния смазки, при необходимости ее замена
Промывка блока цилиндров
Проверка и при необходимости замена направляющих вкладышей каретки.
ПРАКТИЧЕСКАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИИ УЗЛОВ БУРОВОГО РОТОРА
Цель работы:
Изучить по схеме и плакату конструкцию бурового ротора;
Изучить по схеме и плакату конструкцию пневматического клинового захвата;
Выполнить условия тестового задания
Типовая конструкция ротора (рисунок 1)
Основная шаровая опора 2 установлена вверху в непосредственной близости от зубчатого венца, вспомогательная 5 - внизу. Стол 17 ротора имеет диск большого диаметра с тремя пазами для лабиринтного уплотнения, предохраняющего масляную ванну от попадания бурового раствора, а с торца – пазы в которые входит фиксатор стопорного устройства. К столу ротора к нижней части болтами 7 крепится корытообразная опора 8 нижнего подшипника. Втулка 6 и опора 8 образуют масляные ванны для подшипников. Лабиринтное кольцо 4, прикреплённое к станине ротора болтами 3 предохраняет масляную ванну от попадания в нее раствора.
Вид А
Рисунок 1 - Ротор УР-560
Приводной вал ротора смонтирован в стакане 11 на сдвоенном коническом подшипнике 12 и цилиндрическом 13. Стакан со смонтированным валом вставляется в расточку станины ротора и крепится болтами. Сверху на станине укреплена крышка ротора 1. Стопорение ротора производится фиксатором 18, входящим в пазы на диске стола 17. Фиксатор приварен к втулке 21, перемещающейся вертикально в стакане 20. Сверху к втулке приварена рукоятка с пластинами, входящими в пазы на крышке ротора. На одной пластине имеется стрелка, указывающая положение стопора. Подняв втулку 21 вверх, повернув на 180 градусов и опустив ее снова в пазы стакана 20, можно застопорить стол ротора или его освободить. Снизу стопор подсоединен к пружине 19.
Стол 17 ротора представляет собой полую стальную отливку с наружным диском, прикрывающим вертикальную расточку станины. В верхней части он имеет квадратное углубление для разъемного вкладыша (втулки) 14. В свою очередь, вкладыши имеют квадратное углубление для зажима 15, переходящее в конус. При бурении во вкладыши вставляются квадратные либо роликовые зажимы ведущей трубы, а при спуско-подъемных операциях - клинья, удерживающие колонну труб над ротором. Разъемная конструкция вкладышей и зажимов обеспечивает установку их в ротор в тех случаях, когда его отверстие занято трубой. Втулки и зажимы удерживаются в роторе при помощи поворотных защелок. Между зажимом и ведущей трубой возникает трение скольжения, вызывающее износ поверхностей их контакта. При использовании роликовых зажимов ведущая труба перекатывается по роликам, установленным на подшипниках качения, и благодаря этому ее износ значительно снижается.
На основную опору действуют собственный вес стола ротора и колонны труб, удерживаемой им при спуско-подъемных операциях. В процессе бурения скважины бурильная колонна подвешивается к вертлюгу и на основную опору действуют собственный вес стола и силы трения, возникающие в результате скольжения ведущей трубы относительно зажимов 15 ротора. Подшипники и стол ротора вращаются при роторном бурении и остаются неподвижными при спуско-подъемных операциях и бурении забойными двигателями, если не учитывать их вращения при периодическом проворачивании бурильной колонны с целью предупреждения прихватов.
На вспомогательную опору действуют усилие от предварительного осевого натяга подшипника и случайные нагрузки от трения и ударов, возникающие при подъеме труб, долота и другого инструмента в результате их раскачивания и смещения относительно оси стола ротора. Важное значение для нормальной работы ротора имеет осевой предварительный натяг вспомогательного подшипника. Правильно выбранный натяг обеспечивает плотное прилегание шариков к беговым дорожкам, уменьшает износ поверхностей качения, повышает долговечность подшипников.
Натяг подшипника основной опоры создается собственным весом стола ротора, а осевое его положение регулируется стальными прокладками, установленными под нижним кольцом основной опоры.
Быстроходный вал с конической шестерней, закрепленной шпонкой, монтируется в стакане 11 и в собранном виде устанавливается в горизонтальную расточку станины. Стакан предохраняет станину от вмятин, образующихся при установке подшипников и их проворачивании под нагрузкой. Консольное расположение шестерни на быстроходном валу удобно для компоновки и сборки ротора. Однако при этом возрастают требования к жесткости вала, так как вследствие его деформации нарушается равномерное распределение контактных давлений в зацеплении шестерни и колеса, что приводит к снижению их долговечности.
Подшипники быстроходного вала смазывают жидким маслом, заправляемым в стакан через заливные отверстия. Уровень масла при заправке и эксплуатации контролируется с помощью жезлового маслоуказателя. Для предотвращения вытекания масла наружная торцовая крышка стакана снабжена гребенчатым лабиринтным уплотнением. Внутренний торец стакана имеет крышку с отражательным диском, предохраняющим масло от загрязнения промывочным раствором и продуктами износа, попадающими в смежную масляную ванну, которая используется для смазывания конической передачи и подшипников стола ротора.
При спуско-подъемных операциях зажимы ведущей трубы вытаскивают из ротора, а для удержания колонн труб па роторе используют элеватор либо клиновой захват с пневматическим приводом. По сравнению с элеватором пневматический клиновой захват значительно облегчает и ускоряет спуско-подъемные операции. Поэтому па практике преимущественно распространены роторы, оснащенные пневматическим клиновым захватом (ПКР).
Пневматический клиновой захват (рисунок 2) состоит из втулки 5, двух конических вкладышей 4, клиньев 2 с плашками 9. Втулка и вкладыши неподвижны относительно стола, а клинья с плашками могут перемещаться по наклонным пазам вкладышей. При перемещении вниз клинья скользят по наклонным пазам вкладышей и сближаются в радиальном направлении. Под действием радиального усилия, возникающего в клиньях от собственного веса колонны, плашки зажимают трубу и колонна удерживается и роторе. Для освобождения зажатой трубы клинья перемещаются вверх одновременно с колонной труб, поднимаемой крюком.
Привод клинового захвата осуществляется при помощи пневматического цилиндра 11, закрепленного на кронштейне станины 12 ротора. Шток пневматического цилиндра соединяется с коротким плечом рычага 10. Длинное плечо рычага на конце имеет вилкообразную форму и надевается на ролики 8 кольцевой рамы 7, с которой соединяются стойки 6, перемещающиеся в вертикальных направляющих пазах втулки 5. Верхние концы стоек укреплены в траверсе 1, которая рычагами 3 соединяется с клиньями 2.
Под действием сжатого воздуха, подаваемого в поршневую полость пневмоцилиндра, шток поршня поворачивает рычаг 10 против часовой стрелки. При этом кольцевая рама 7 вместе со стойками 6, траверсой 1 и рычагами 3 перемещается вверх и поднимает клинья 2. Обратное перемещение клиньев осуществляется при подаче сжатого воздуха в штоковую полость пневмоцилпндра и повороте рычага 10 по часовой стрелке. Рычаги 3 обеспечивают перемещение клиньев в радиальном направлении при подъеме и опускании клиньев. Соотношение плеч рычага 10 выбирается в зависимости от хода поршня пневмоцилиндра и необходимой высоты подъема клиньев.
Вес бурильной колонны, удерживаемой клиновым захватом, ограничивается допускаемым контактным давлением между плашками и телом трубы. Для снижения контактных давлений пользуются удлиненными клиньями и специальными плашками, охватывающими трубу с минимальным зазором между их продольными торцами. В некоторых конструкциях вместо трех используется шесть клиньев, что способствует более равномерному распределению контактных давлений.
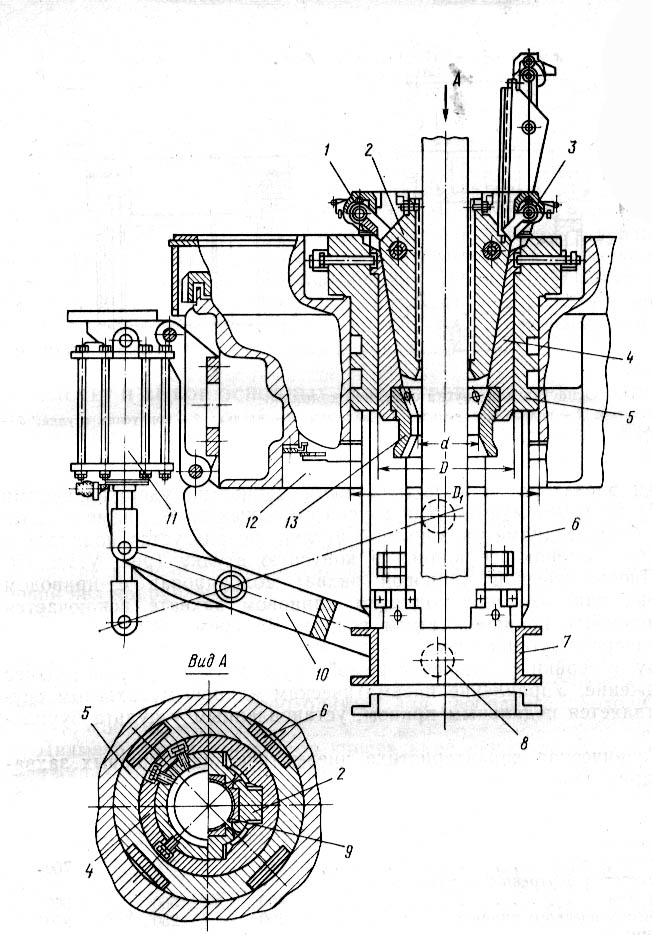
Рисунок 2 - Пневматический клиновой захват
Капитальный ремонт буровых роторов
1. Назначение. Роторы предназначены для вращения бурильной колонны при роторном бурении, восприятии реактивного момента при турбинном бурении
Основными параметрами роторов являются диаметр проходного отверстия стола ротора, передаваемый крутящий момент, статическая нагрузка на стол ротора.
2. Конструкция буровых роторов - знать
3. Основные ремонтные нормативы
Структура ремонтного цикла К 2 Т К
МРЦ 4000 м-ч
МРП 1300 м-ч
4. Неисправности при эксплуатации роторов
-
НЕИСПРАВНОСТИ
ПРИЧИНЫ
Сильный нагрев станины ротора
В масляной ванне недостаточно или много масла, его загрязнённость
Односторонний нагрев ротора
Несовпадение оси вышки с центром стола ротора
Вибрация стола ротора
Большой люфт в опорах стола
Заедание стола ротора
Выход из строя опор (подшипников) стола
Большой люфт приводного вала
Износ подшипников приводного вала
Загрязнённость масла в станине
Помятость лабиринтных уплотнений
Коническая пара работает с ударами
Большой зазор между зубьями конической пары, износ зубьев, их излом
5. Работы текущего ремонта
Частичная разборка
Проверка состояния зубчатой пары, подшипников (быстроходный вал должен проворачиваться без заеданий и толчков)
Проверка и устранение перемещения быстроходного вала при помощи регулировочных прокладок
Проверка правильности сборки вкладышей и зажимов (величина выступа вкладышей над поверхностью стола не должна превышать допустимой величины)
Проверка надёжности стопорения стола при любом направлении вращения
Проверка состояния приводных цепей (ремонт или замена их при необходимости)
Проверка состояния карданной передачи
Ремонт предохранительного кожуха
Проверка состояния, замена изношенных или повреждённых крепёжных деталей
Смазка и замена масла в масляной ванне
6. Работы капитального ремонта
6.1. Разборка ротора
Производится в следующей последовательности:
извлекают вкладыши 14, 15
снимают фланец и спрессовывают цепное колесо 23
отсоединяют и вынимают ведущий вал 22 в сборе из станины ротора
ротор переворачивают и откручивают болты крепления нижней крышки 9 ротора
вынимают детали нижней вспомогательной опоры 5 стола
ротор переворачивают снимают кожух 1 и вынимают стол 17 ротора из станины
снимают основной 2 подшипник стола ротора
разбирают узел быстроходного вала
6.2. Дефектовка деталей
Станина
обломы и трещины – браковать
помятость лабиринтных выступов – ремонтировать правкой
износ посадочной поверхности под стакан – ремонтировать металлизацией или наплавкой или растачиванием на ремонтный размер
износ посадочной поверхности под основную опору – ремонтировать металлизацией или наплавкой
Стол
обломы и трещины – браковать
помятость лабиринтных выступов – ремонтировать правкой
Венец
обломы и трещины, обломы зубьев – браковать
износ посадочной поверхности свыше 0,5 мм – браковать
износ зубьев по толщине свыше 0,6 мм – браковать
Шестерня коническая
обломы и трещины, обломы зубьев – браковать
износ посадочной поверхности свыше 0,08 мм ремонтировать наплавкой (металлизацией)
износ зубьев по толщине свыше 2,4 мм – браковать
износ шпоночного паза – ремонтировать методом ремонтных размеров при износе свыше 0,17 мм, или фрезеровать другой шпоночный паз под углом 90 (180) град
Вал быстроходный
излом и трещины, – браковать
износ посадочной поверхностей под коническую шестерню и подшипники - ремонтировать металлизацией
износ шпоночного паза износ шпоночного паза – ремонтировать методом ремонтных размеров при износе свыше 0,17 мм, или фрезеровать другой шпоночный паз под углом 90 (180) град
7. Основные требования к отремонтированному ротору
все детали ротора должны быть изготовлены или отремонтированы в соответствии с чертежами и техническими условиями;
плоскости стола, крышки и вкладышей должны быть на одном уровне;
стол не должен иметь люфта;
отклонение расстояния от центра стола до средней плоскости цепного колеса должно быть в пределах + 3 мм;
стопор стола должен включаться легко и обеспечивать надёжное стопорение при любом направлении вращения;
стол ротора должен свободно проворачиваться от усилия рабочего, прикладываемого к цепному колесу;
крепёжные детали должны быть затянуты и надёжно зашплинтованы;
после обкатки ротора не должно быть течи масла и нагрева подшипников свыше 70 град;
8. Ремонтный эскиз (шестерня коническая, вал)
Контрольные вопросы
Перечислите основные неисправности при работе ротора;
Каковы причины попадания бурового раствора в масляную ванну?
Каковы причины облома зубьев?
Каковы причины одностороннего нагрева ротора?
Последовательность работ при разборке ротора;
Назовите критерии отбраковки вала, венца, шестерни;
Какими методами ремонтируются вал, шестерня, станина?
Как регулируется зубчатое зацепление?
ПРАКТИЧЕСКАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИИ УЗЛОВ БУРОВОГОВЕРТЛЮГА
Цель работы:
Изучить по схеме и плакату конструкцию бурового вертлюга;
Выполнить условия тестового задания
На рисунке 1 показано устройство современного вертлюга. Корпус 4 вертлюга изготовляется из углеродистой или низколегированной стали и представляет собой полую отливку с наружными боковыми карманами для штропа 12, посредством которого вертлюг подвешивается к крюку талевого механизма. Штроп имеет дугообразную форму и круглое поперечное сечение. Он изготовляется методом свободной копки из легированных сталей марок 40ХН, I 38ХГН, ЗОХГСА.
На высаженных концах штропа растачиваются отверстия для пальцев 7, соединяющих штроп с корпусом вертлюга. Пальцы устанавливаются в горизонтальных расточках карманов и корпуса и предохраняются от выпадения и проворотов стопорной планкой 8, которая входит в торцовый паз пальца и приваривается к корпусу вертлюга. При отводе ведущей трубы в шурф штроп вертлюга отклоняется от вертикали и занимает положение, удобное для разъединения и соединения его с крюком талевого механизма. Угол поворота штропа ограничивается стенками карманов корпуса вертлюга и не превышает 45°. Пальцы штропа имеют смазочные канавки и отверстия с резьбой для пружинных масленок. Резьба смазочных отверстий используется для завинчивания рым-болтов, с помощью которых проводится распрессовка пальцев вертлюга.
В корпусе вертлюга на упорных и радиальных подшипниках вращается ствол 5 с переводником 1 для соединения вертлюга с ведущей трубой бурильной колонны. Ствол представляет собой стальной цилиндр с центральным проходным отверстием для промывочной жидкости и с наружным фланцем для упорных подшипников. Ствол вращается с частотой бурового ротора и испытывает нагрузки, создаваемые бурильной колонной и промывочной жидкостью, нагнетаемой в скважину. По сравнению с другими несущими узлами и деталями ствол вертлюга наиболее нагружен. Это предъявляет повышенные требования к его прочности. Стволы вертлюгов изготовляют из фасонных поковок, получаемых методом свободной ковки. Благодаря применению таких заготовок снижаются расход материала и затраты на механическую обработку. Для стволов используют, стали марок 40Х, 40ХН, 38ХГН, приобретающие в результате ковки более совершенную кристаллическую структуру и повышенные механические свойства.
Осевое положение ствола вертлюга фиксируется упорными подшипниками 6 и 9. Основная опора ствола - подшипник 6, нагружаемый весом ствола и бурильной колонны, когда вертлюг посредством штропа удерживается в подвешенном состоянии. Вспомогательной опорой ствола является подшипник 9, нагружаемый собственным весом корпуса и других не вращающихся деталей, когда вертлюг опирается на ствол, а штроп вертлюга находится в свободном состоянии. Это происходит при установке вертлюга с ведущей трубой в шурф и в процессе бурения скважины, когда вследствие недостаточного веса бурильной колонны нагрузку на долото дополняют весом вертлюга.
В рассматриваемой конструкции вертлюга и основной опоре ствола установлен упорный подшипник с короткими цилиндрическими роликами. Благодаря укороченной длине снижается скольжение роликов относительно колец при вращении ствола. Это благоприятно влияет па износ и нагрев подшипников.

Подшипники с коническими и сферическими роликами обладают большей
нагрузочной способностью по сравнению с подшипниками, имеющими короткие цилиндрические ролики. Поэтому в тяжело нагруженных вертлюгах преимущественно применяются упорные подшипники с коническими либо сферическими роликами. Для повышения долговечности в модернизированных вертлюгах. Уралмашзавода (УВ-250 МА) используются конические упорные подшипники.
Для центрирования роликов относительно ствола подшипник 6 снабжен внутренним сепаратором. Наружный сепаратор предохраняет ролики от смещения под действием центробежных сил. И менее нагруженной вспомогательной опоре используется шариковый упорный подшипник. Ствол центрируется в корпусе радиальными роликовыми подшипниками 3 и 10. Упорные подшипники центрируются по кольцу, установленному на стволе. Второе кольцо является свободным и благодаря этому самоцентрируется относительно тел качения подшипника.
Осевое положение ствола и натяг подшипников 9 и 10 регулируются прокладками между корпусом 4 и крышкой 14 вертлюга. Осевой натяг нижнего радиального подшипника регулируется установочной втулкой, навинченной на ствол вертлюга и предохраняемой от отвинчивания стопорными винтами. Наружное кольцо подшипника удерживается пружинным стопором, установленным в кольцевом пазе корпуса. Для соединения вертлюга с ведущей трубой бурильной колонны используется сменный ниппельный переводник 1, предохраняющий резьбу ствола от износа и механических повреждений.
В связи с тем, что ствол вертлюга и верхний переводник ведущей грубы, имеют внутренние резьбы, для их соединения используется переводник ниппельного типа. С целью предотвращения самоотвинчивания при вращении долота ствол вертлюга, переводники и верхний конец ведущей трубы имеют левую резьбу. Следует напомнить, что нижний переводник ведущей трубы и все другие соединения бурильной колонны имеют правую резьбу, совпадающую с направлением вращения долота.
Корпус вертлюга закрывается верхней 14 и нижней 2 крышками с центральными отверстиями для выводных концов ствола. Крышки крепятся к корпусу болтами. Верхняя крышка снабжена стойками и вторым фланцем, на котором укреплен отвод 11 для соединения вертлюга с буровым шлангом. Из отвода промывочная жидкость поступает в проходное отверстие ствола через промежуточное устройство 13.
Полость между корпусом 4 с крышками 14, 2 и стволом вертлюга 5 заполняется жидким маслом для смазки основного и нижнего радиального подшипников. Стакан 15 ствола образует отдельную масляную ванну для смазки вспомогательного и верхнего радиального подшипников. Масло заливается через отверстие в верхней крышке корпуса. Для слива отработанного масла предусмотрено отверстие в нижней крышке корпуса. Уровень масла провернется контрольной пробкой, навинченной в корпус вертлюга. Масляные отверстия закрываются резьбовыми пробками.
Разработаны различные конструкции устройств для соединения отвода со стволом. Быстросъемное соединение отвода со стволом (рисунок 2) состоит из свободно плавающей напорной трубы 9, манжетных уплотнений 6, 8, 10, 13 для герметизации прокачиваемой промывочной жидкости и накидных гаек 1 и 3, навернутых на ствол 14 и втулку 5, зажатую крепежными болтами между отводом 4 и фланцем крышки вертлюга (на рисунке крышка не показана). Свободно плавающая напорная труба позволяет обеспечить быструю замену уплотнений и самой трубы, изнашиваемых абразивными частицами, содержащимися в промывочной жидкости. Для этого необходимо отвернуть накидные гайки 1, 3, и вытащив весь узел, заменить его новым либо заблаговременно отремонтированным.
Работоспособность вертлюга зависит от надежности уплотнений, применяемых в его подвижных и неподвижных соединениях. Наиболее ответственными являются уплотнения напорной трубы (рисунок 2), которые служат для предотвращения утечки промывочной жидкости, нагнетаемой под высоким давлением. Для этой цели используются самоуплотняющиеся радиальные 8, 10 и торцовые 6, 13 манжеты из синтетических материалов, обладающих доста-точной упругостью и износостойкостью. Воротники манжет направлены навстречу действующему давлению и поэтому прижимаются к уплотняемым поверхностям с силой, пропорциональной давлению промывочной жидкости.
Стыкуемые торцы напорной трубы и отвода уплотняются радиальной 8 и торцовой 6 манжетами, установленными в канавках кольцевой втулки 7. Втулка с манжетами надеты на напорную трубу и плотно прижаты к отводу вертлюга посредством накидной гайки 3. Противоположный стык между нижним торцом напорной трубы и стволом вертлюга уплотняется четырьмя радиальными манжетами 10, разделенными металлическими кольцами 11, и торцовой манжетой 13. Радиальные манжеты установлены в стакане 2 и затянуты накидной гайкой 1, соединяющей стакан со стволом вертлюга.
Стакан вращается вместе со стволом, и радиальные манжеты скользят относительно напорной трубы, удерживаемой силой трения в верхней манжете 8. Скольжение вызывает износ контактируемых поверхностей, ускоряемый абразивным воздействием промывочного раствора. Поэтому нижнее уплотнение напорной трубы в отличие от неподвижного верхнего имеет многорядную конструкцию, благодаря которой повышаются его надежность и долговечность. Стакан снабжен винтовой масленкой для периодической смазки манжет с целью уменьшения износа и нагрева уплотнения в результате трения.
Манжета 10, расположенная над смазочным отверстием в стакане, предотвращает утечку масла при шприцовке и предохраняет его от внешнего загрязнения. Торцовая манжета 13 вращается вместе со стволом вертлюга и кольцом 12 и остается неподвижной относительно стыкуемых поверхностей. Неточности, допущенные при изготовлении и сборке, компенсируются свободно плавающим положением напорной трубы. Напорные трубы изготовляются из низколегированных цементуемых сталей марок 12ХН2А, 20ХНЗА и др. Наружная поверхность напорных труб шлифуется и имеет твёрдость 56…62 HRc.
РЕМОНТ БУРОВЫХ ВЕРТЛЮГОВ
Назначение и основные технические параметры
Основными техническими параметрами являются
Допускаемая нагрузка на ствол вертлюга, рабочее давление промывочной жидкости.
Основные ремонтные нормативы
Структура ремонтного цикла К 2 Т К
Длительность межремонтного цикла 3000 м-ч
Длительность межремонтного периода 1000 м-ч
Неисправности, возникающие в процессе эксплуатации
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ |
ПРИЧИНЫ |
Сильно нагревается корпус вертлюга |
В масляной ванне много или недостаточно масла, загрязнённость масла, не отрегулирован люфт упорных подшипников |
Ствол вертлюга проворачивается с большим усилием или совсем не проворачивается |
Сильно зажаты сальниковые уплотнения, не отрегулирован люфт упорных подшипников, разрушены сепараторы упорных подшипников |
Ствол вертлюга имеет большой радиальный люфт |
Центрирующие подшипники ствола разрушены |
Течь масла через нижнее сальниковое уплотнение |
Недостаточно затянут сальник, износ манжет |
Течь промывочной жидкости через напорный сальник |
Недостаточная затяжка манжет, износ манжет. Износ или промыв напорной трубы |
Течь жидкости через соединение отвода с крышкой |
Пробита прокладка |
Течь жидкости через резьбовое соединение переводника со стволом |
Ослабла затяжка переводника или промыв замковой резьбы |
Работы текущего ремонта
Подтяжка или замена деталей напорного сальника
Подтяжка или замена масляного сальника
Замена напорной трубы
Проверка резьбовых соединений, замена негодных крепёжных деталей
5. Работы капитального ремонта
5.1. Разборка вертлюга
Отворачивание переводника 1 (рисунок 1)
Слив масла из корпуса
Разборка нижнего масляного сальника 2
Отворачивание накидных гаек 1, 3 и снятие напорной трубы 9 (рисунок 2)
Разборка напорного сальника 11
Снятие отвода 11 (рисунок 1)
Отвинчивание болтов и снятие крышки корпуса 14
Извлечение центрирующего подшипника 10 и упорного подшипника 9
Извлечение из корпуса ствола вертлюга 5
Извлечение основного упорного подшипника 6
Снятие ствола центрирующего подшипника 3
Дефектовка деталей, критерии отбраковки, возможные методы ремонта
Ствол
- износ наружных сопрягаемых поверхностей до 2 мм - ремонтировать металлизацией
- износ замковой левой резьбы – ремонтировать подрезкой ствола и перенарезкой замковой резьбы
Корпус
- обломы и трещины – браковать
- износ поверхностей под подшипники до 0,05 мм ремонтировать металлизацией
- износ поверхности под оси штропа более 0,1 мм - ремонтироватьгильзованием
Дефектоскопия штропа, пальцев штропа, ствола
Замена при необходимости штропа, крышки корпуса
Замена подшипников
Замена деталей сальников
Сборка и регулировка вертлюга
Испытание вертлюга на герметичность
Требования к отремонтированному вертлюгу
Все детали вертлюга должны быть отремонтированы или изготовлены в полном соответствии с чертежами и техническими условиями;
Штроп, корпус, ствол и переводник не должны иметь дефектов, снижающих их прочность;
Осевой люфт ствола вертлюга не должен превышать 0,25…0,3 мм
Ствол вертлюга должен свободно проворачиваться от усилия одного рабочего. Вращение должно быть без заеданий;
Вмятина на штропе не должна быть более 3 мм на ширине 10 мм заварка не допускается;
Все резьбовые соединения должны быть зашплинтованы;
Вертлюг должен быть испытан на полуторакратное рабочее давление в течение 5 мин, течь не допускается
Ремонтные эскизы ремонтируемых деталей (ствол, штроп, труба напорная)
Контрольные вопросы
Каковы причины отправки вертлюга на кап ремонт?
Какие детали можно заменить в условиях буровой установки?
Какова последовательность разборки вертлюга?
Какие детали подвергаются дефектоскопии?
Как ремонтируется ствол вертюлюга?
Как испытывается вертлюг после ремонта?
ПРАКТИЧЕСКАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИИ ГИДРАВЛИЧЕСКОЙ ЧАСТИ
БУРОВОГО НАСОСА
Цель работы:
По схемам и плакатам изучить:
- общую компоновку гидравлической части;
- конструкцию узла цилиндровой втулки;
- конструкцию узла уплотнения штока;
- конструкцию клапанных узлов;
- конструкцию сферического компенсатора.
2. Закрепить полученные знания на натуральных образцах узлов на полигоне;
3. Выполнить условия тестового задания
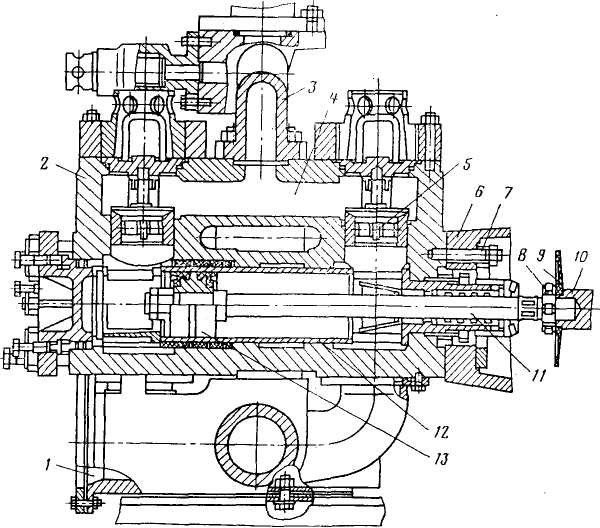
Рисунок 1 - Гидравлический блок бурового насоса двустороннего действия
Гидравлические блоки буровых насосов состоят из корпусных и сменных деталей. К корпусным деталям относятся гидрокоробки и их крышки, приемный и нагнетательный коллекторы, к сменным цилиндровые втулки и поршни, седло и тарель клапана, уплотнения неподвижных и подвижных соединений.
В двухпоршневом насосе гидравлический блок (рисунок 1) состоит из двух гидрокоробок 2, которые скрепляются со станиной 6 приводного блока шпильками 7. Сопряженные поверхности гидрокоробок и станины прилегают друг к другу без зазоров.
Гидроблоки представляют собой отливки из углеродистой стали с горизонтальными расточками для цилиндровой втулки 12 и вертикальными гнездами для нагнетательных клапанов 5. Через общую надклапанную полость 4 прокачиваемая жидкость из поршневой и штоковой камер цилиндра направляется в нагнетательный коллектор. Толщина стенок 30-40 мм, что необходимо для создания прочности и герметичности гидрокоробки. Конструктивные формы обеспечивают технологичность изготовления, удобство монтажа, осмотра и регулировки деталей и узлов насоса, размещенных в гидрокоробке. В двухпоршневых насосах различают левую и правую гидрокоробки, имеющие зеркально отображенные конструктивные формы.
Приемный 1 и нагнетательный 3 коллекторы имеют литую либо сварно-литую стальную конструкцию. Для снижения гидравлических потерь и износа коллекторы имеют плавные переходы, а диаметры проходных отверстий обеспечивают скорость потока жидкости до 6 м/с. На нагнетательный коллектор устанавливают предохранительный клапан, пневматический компенсатор и присоединяют нагнетательный патрубок манифольда. Приемный коллектор с всасывающими клапанами присоединяется к боковым приливам гидрокоробки.
Шток бурового насоса состоит из двух частей: поршневой (собственно шток) и ползунной (надставка штока). На одном конце поршневого штока имеется наружная резьба для соединения со штоком 10 ползуна и закрепления контргайкой 8. Противоположный конец снабжен конусом с буртиком для посадки поршня 13 и резьбой для затяжки конусного соединения с целью предотвращения утечек между стыкуемыми поверхностями. Конусное соединение облегчает разборку поршней при их замене.
Для соединения поршневой и ползунной частей штока используется специальная цилиндроконическая либо метрическая резьба. Цилиндрический участок этой резьбы служит для стопорения соединяемых штоков контрагайками. За присоединительной резьбой имеются шести - либо четырехгранники под гаечный ключ для завинчивания и отвинчивания соединений штоков. Поршневой шток контактирует с промывочной жидкостью и подвергается абразивному износу, в результате чего имеет ограниченный срок службы. Ползунная часть штока изолируется от промывочной жидкости диском-отражателем 9 и из маслобензостойкой резины.
Составная конструкция штока позволяет сохранить его ползунную часть при замене изношенного поршневого штока. Для удаления абразива и снижения износа поршневой шток омывается и одновременно охлаждается проточной водой либо маслом, нагнетаемым масляным насосом.
Шероховатость поверхностей штока должна быть не более Ra=1,25 мкм в ползунной части и не более Ra= 0,32 мкм в штоковой части. Для насосов мощностью 190-1180 кВт поверхность трения штока поршня подвергается хромированию. Твердость поверхности штока должна быть не менее НRС 50 в ползунной части и НRС 60 в поршневой части. Глубина упрочненного слоя в случае термообработки токами высокой частоты не менее 1,5 мм. Штоки изготовляют из сталей марок 40Х; 40ХН; 38ХШЮН; 12ХН4; 20ХНЗА.
Важное значение для повышения срока службы бурового насоса имеет соосность сочленяемых деталей. Предельное отклонение оси штока от оси поверхности посадки поршня и резьбы контргайки не должно превышать 0,15 мм. В этих же пределах должно быть отклонение осей штока и резьбы ползуна.
Цилиндровые втулки, неподвижно установленные в горизонтальных расточках гидрокоробки, являются наиболее крупной по габаритам и металлоемкости сменной деталью буровых насосов. Конструктивное исполнение, длина, наружные и внутренние диаметры их регламентируются отраслевыми стандартами. Цилиндровые втулки изготовляют из высокоуглеродистых и легированных сталей. За рубежом их выполняют из хромистых чугунов и керамики. Внутренняя поверхность цилиндровых втулок упрочняется закалкой с нагревом токами высокой частоты, борированием, хромированием и другими химико-термическими методами.
Рисунок 2 - Узел крепления и уплотнения цилиндровой втулки
Наружная поверхность цилиндровых втулок - гладкая либо с кольцевым буртиком. В зависимости от формы изменяется способ крепления и уплотнения их в гидрокоробке. Цилиндровая втулка 11, показанная на рисунке 2а, имеет гладкую наружную поверхность. В расточке гидрокоробки она крепится посредством распорных стаканов 12 и 7, снабженных окнами для прохода прокачиваемой жидкости. В наружный торец стакана 7 упирается крышка 4 поршневой полости гидрокоробки. Неподвижность втулки обеспечивается осевым натягом, создаваемым при затяжке шпилек 2, крепящих крышку к гидрокоробке.
Для уплотнения цилиндровой втулки в канавку гидрокоробки устанавливают манжеты 10, разделенные промежуточной металлической втулкой 9. Осевая затяжка уплотнений создается грундбуксой 5 и дистанционной втулкой 8 и регулируется болтами 3, ввинченными в крышку 4. Манжеты 6, расположенные между грундбуксой и дистанционной втулкой, служат для уплотнения крышки 4. При смене цилиндровой втулки и манжет крышка 4 выпрессовываётся с помощью болтов 1.
На рисунке 6 б цилиндровая втулка 10 наружным кольцевым буртиком упирается в заточку гндрокоробки, поэтому для крепления втулки используется один распорный стакан 11, расположенный со стороны поршневой полости гидрокоробки. Осевая затяжка цилиндровой втулки регулируется гайкой 1, ввернутой во фланцевую втулку 14, которая шпильками 15 крепится к гидрокоробке. Усилие затяжки передается цилиндровой втулке посредством крышки 2, упорного кольца 5 и стакана 11.
Цилиндровая втулка уплотняется манжетами 6 и 8, которые устанавливаются между распорными кольцами 9 и разделяются промежуточной втулкой 7. Осевая затяжка уплотнений регулируется винтом 3, ввинченным в крышку 2. Усилие затяжки передается манжетом посредством втулки 12, в днище которой имеются отверстия с перемычками, входящими в продольные пазы стакана 11. Поэтому обеспечиваются их относительная подвижность и раздельная затяжка цилиндровой втулки и уплотнении.
Использование гайки 1 и винта 3 вместо шпилек 2 и болтов 3, как показано на рисунке 6 а, позволяет более равномерно и быстро затягивать цилиндровую втулку и ее уплотнения. Для уплотнения поршневой полости гидрокоробки кроме манжета 4 имеется дополнительная манжета 13, используемая для уплотнения зазора между крышкой 2 и винтом 3. Уплотнение цилиндровой втулки контролируется по появлению утечек прокачиваемой жидкости через дренажные отверстия в гидрокоробке, сообщающиеся с кольцевыми выточками втулки 7.
Для уплотнения штока (рисунок 3а) используются шевронные манжеты, собираемые в пакет. Число манжет в уплотнительном пакете обычно не превышает четырех и выбирается с учетом давления насоса, диаметра штока, а также конструктивных размеров уплотнительного узла. Манжеты 12 надеваются с натягом на шток 14 и втулку 1, служащую одновременно опорой цилиндровой втулки. Для этого втулка 1 снабжена фланцем и устанавливается в гидрокоробку с внутренней стороны ее горизонтальной расточки. Благодаря плотной посадке и упругости манжет обеспечивается герметичность соединения при низких давлениях в штоковой полости насоса.
Для улучшения начального контакта с уплотняемыми поверхностями манжеты помещаются между фасонными опорными 13 и распорным 10 кольцами (манжетодержателями), изготовленными соответственно из резины и капрона. Скосы манжет поджимаются к уплотняемой поверхности конической частью распорного кольца 10. Опорное кольцо 13 сажается с минимальными радиальными зазорами (0,05-0,08 мм) для предохранения манжеты от затягивания в зазор. Затяжка манжет регулируется гайкой 7, навинченной на втулку 1. Усилие затяжки передается манжетам посредством грундбуксы 6 и нажимных капроновых втулок 9. Неподвижное соединение втулки 1 и гидрокоробки 8 герметизируется манжетным уплотнением, состоящим из распорного кольца 2, манжеты 3 и опорного кольца 4. Затяжка уплотнения осуществляется нажимной втулкой 11 и гайкой 5.
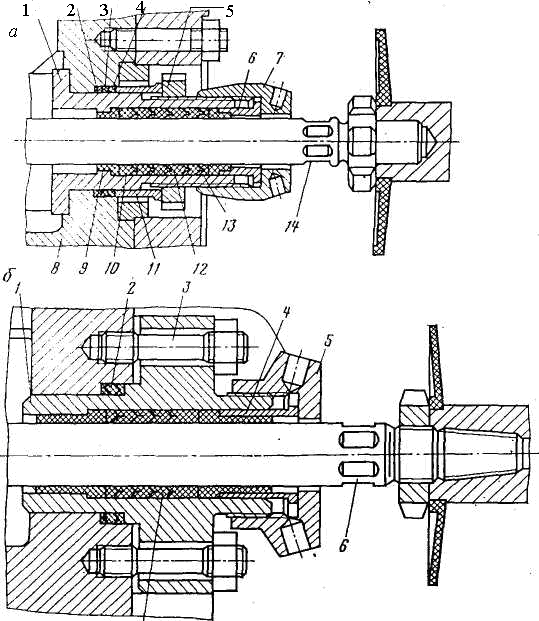
Рисунок 3 - Уплотнение штока
Уплотнение штока, показанное на рисунке 3 б, используется в гидрокоробках с односторонней торцовой опорой цилиндровойвтулки. В рассматриваемой конструкции втулка 1 используется лишь в качестве корпуса манжетных уплотнений и отличается тем, что для соединении с гидрокоробкой снабжается наружным фланцем. Манжета 7 и уплотнение штока 6 затягивается с помощью грундбуксы 4 и накидной гайки 5. Неподвижное соединение фланцевой втулки и гидрокоробки герметизируется манжетой 2, затяжка которой регулируется крепежными шпильками 3. Указанные конструктивные отличия позволяют облегчить смену изношенных уплотнений штока.
Всасывающий и нагнетательный клапаны бурового насоса взаимозаменяемы и состоят (рисунке 4) - из седла 1 тарели 4, образующих вместе с пружиной 11, крышкой 5 и упорным винтом 9 клапанную коробку.
Седла клапанов штампуются из хромокремнистой или хромистой стали, закаленной на твердость НRС 50-56. В гидрокоробке 15 растачиваются гнезда для посадки седел. Стыкуемые поверхности гнезда и седла клапана имеют конусность 1:5, обеспечивающую разборку соединения при замене изношенных седел. Для надежного уплотнения стыка посадочные пояски седел и их гнезд в гидрокоробке обрабатываются по 2-му классу точности и имеют шероховатость не более Ra=1,25 мкм.Наружную поверхность седла клапана и внутреннюю поверхность гнезда в гидрокоробке контролируют парными калибрами. Прилегание указанных поверхностей к калибру при контроле на краску с толщиной слоя до 5 мкм должно быть по сплошному кольцу шириной не менее 20 % длины образующей седла клапана. Нарушение этих требований приводит к промывке стыкуемых поверхностей прокачиваемой жидкостью и выводу из строя седла клапана и дорогостоящей гидрокоробки. К недостаткам рассматриваемого соединения типа металл по металлу относятся трудности разборки, возможность повреждения посадочных поверхностей при выпрессовке седел; склонность к контактной коррозии и понижение усталостной прочности соединяемых деталей вследствие концентрации напряжений.
Во внутренней расточке седла установлена крестовина 13 с резиновой втулкой 14 для нижнего направляющего штока тарели. Крестовина не воспринимает осевой нагрузки от тарели и удерживается в седле пружинным кольцом 12. Седло снабжено внутренним конусом для посадки тарели. Уплотнение клапана обеспечивается резиновой манжетой 3. Манжета выступает относительно внутреннего посадочного конуса седла, в связи, с чем улучшается герметизация клапана, смягчаются удары при его работе, что способствует повышению срока службы седла и тарели клапана. Металлическая обойма 2 предохраняет манжету от развала.
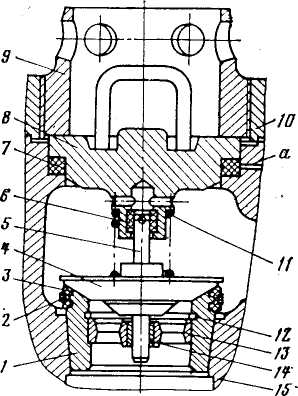
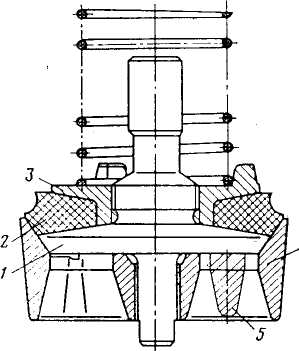
Рисунок 4 - Клапанная коробка Рисунок 5
Седла и тарели клапана имеют угол конуса 45° либо 60°, шероховатость поверхности посадочных поясков не грубее Ra= 1,25 мкм и твердость не менее НRС 48-50. Клапанное отверстие гидрокоробки закрывается крышкой 8, снабженной ручкой. Крышка герметизируется манжетой 7, установленной в расточке гидрокоробки. Уплотнение затягивается упорным винтом 9, навернутым на фланец 10 гидрокоробки. Герметичность уплотнения контролируется по появлению утечек через контрольное отверстие а в гидрокоробке. В случае повреждения резьбы фланец заменяют новым и поэтому сохраняется более дорогая гидрокоробка.
Винт 9 снабжен упорной резьбой крупного шага, обычно применяемой при больших односторонних осевых нагрузках. Дно крышки имеет прилив, в расточке которого установлена резиновая втулка 6 для верхнего направляющего штока тарели. Витая пружина 11, установленная между крышкой и тарелью, обеспечивает нормально закрытое положение клапана и своевременную посадку тарели при работе насоса. Начальная (установочная) нагрузка пружины примерно в 10 раз превышает вес тарели клапана.
Высота подъема клапана зависит от плотности и газонасыщенности промывочной жидкости, от подачи насоса и ограничивается глубиной расточки для верхнего направляющего штока 5 тарели в крышке клапана.
В буровых насосах используются клапанные устройства, отличающиеся от рассмотренных конструкцией седел, тарелей и уплотняющих элементов. На рисунке 5 показан клапан, в котором уплотнительное резиновое кольцо 2 установлено на тарели 1 и закреплено гайкой 3. Тарель садится на крестовину 5, выполненную за одно целое с седлом 4. Соединение седла и крестовины в единую деталь позволяет значительно увеличить проходное отверстие клапана и благодаря этому снизить гидравлические сопротивления и улучшить условия всасывания и нагнетания промывочной жидкости.
Важный резерв повышения долговечности и экономичности клапанов буровых насосов - выбор наиболее эффективных материалов и способов упрочнения деталей, входящих в клапанный узел. ВНИИнефтемаш рекомендует седла клапанов изготовлять из сталей марок 38ХС либо 40Х, а тарели из стали марки 40Х взамен более дорогих и дефицитных хромоникелемолибденовых сталей. Установлено, что по сравнению с объемной закалкой более эффективно упрочнение поверхностей седла и тарели поверхностной закалкой токами высокой частоты. Уплотнение и направляющие втулки клапанов изготовляют из маслобензиностойкой резины ИРП 1293.
Поршень плотно перекрывает отверстие цилиндровой втулки и, перемещаясь по направлению ее оси, сообщает прокачиваемой жидкости избыточное давление. Поршни буровых насосов имеют резинометаллическую конструкцию (рисунок 6) и состоят из стального сердечника 1 и резиновых самоуплотняющихся манжет 2. Две манжеты с воротниками, направленными в противоположные стороны, обеспечивают двустороннее уплотнение поршня в цилиндровой втулке. Сердечники снабжены конусным (а, в, г, д) либо цилиндрическим (б, е) отверстием для соединения поршня со штоком. Наружная часть сердечника имеет кольцевые канавки и выступы, обеспечивающие прочное соединение с привулканизированными резиновыми манжетами.
В поршнях с механическим соединением манжет (рисунок 6, в, г, д) сердечники имеют более простую форму. Манжеты 2 надеваются на ступицу сердечника 1 и закрепляются металлическими шайбами 4 и разрезными пружинными кольцами 5. Для облегчения сборки манжет ступицы имеют заходные фаски. В некоторых конструкциях (рисунке 6 в, д, е) затылочная часть резиновой манжеты упирается в износостойкую и более жесткую пластмассовую прокладку 3.
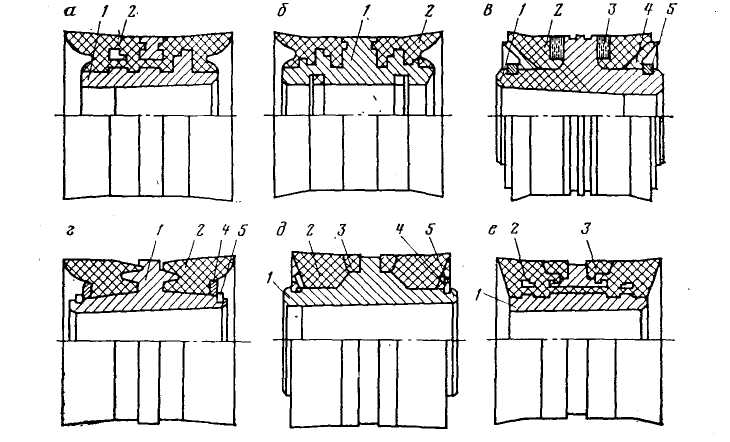
Рисунок 6 - Поршни буровых насосов двухстороннего действия
Диафрагменный компенсатор (рисунок 7), широко используемый в отечественной и зарубежной практике бурения, состоит из толстостенного сферического корпуса 9, крышки 5, штуцера 2 и эластичной диафрагмы 7. Корпус изготовляется из стального литья и после механической обработки имеет гладкую внутреннюю поверхность. Для захвата при монтаже и ремонте корпус снабжается проушинами. При одинаковой энергоемкости сферическая форма его по сравнению с цилиндрической придает пневмокомпенсатору компактность, при этом масса его меньше.
Диафрагма 7, отделяющая, верхнюю газовую полость от жидкости, поступающей через штуцер, имеет сферическую форму с горловиной, уплотняемой в проточках корпуса и крышки 5. Крышка затягивается шпильками, ввернутыми в корпус. Диафрагма изготовляется из прорезиненной ткани и при полной разрядке пневмокомпенсатора плавно прилегает к внутренней его поверхности. Образование складок и деформирование диафрагмы при этом нежелательны вследствие возможной потери эластичности, особенно в условиях низкой температуры.
Отверстие Б пневмокомпенсатора перекрывается конусным утолщением диафрагмы. Металлическая шайба 8 и диск 6 из прорезиненной ткани устраняют возможность выдавливания диафрагмы в отверстие штуцера 2 и способствуют плотному прилеганию конуса диафрагмы к штуцеру при вытеснении жидкости из пневмокомпенсатора во время остановок насоса. На крышке установлен угловой вентиль 3 для зарядки пневмокомпенсатора сжатым газом. Пневмокомпенсаторы заряжаются воздухом, нагнетаемым компрессором высокого давления либо азотом, доставляемым в баллонах.
Давление газа контролируется манометром 4, снабженным вентилем. Манометр включается с помощью вентиля перед пуском насоса для контроля начального давления в пневмокамере. При работе насоса вентиль закрывается, поэтому манометр предохраняется от преждевременных поломок, вызываемых пульсацией давления в пневмокамере. Из насоса жидкость поступает в пневмокомпенсатор через штуцер 2, затягиваемый шпильками 10, которые одновременно служат для крепления пневмокомпен-сатора к фланцу 1 нагнетательного коллектора насоса.
В буровых насосах применяются пневмокомпенсаторы с объёмом 70 литров
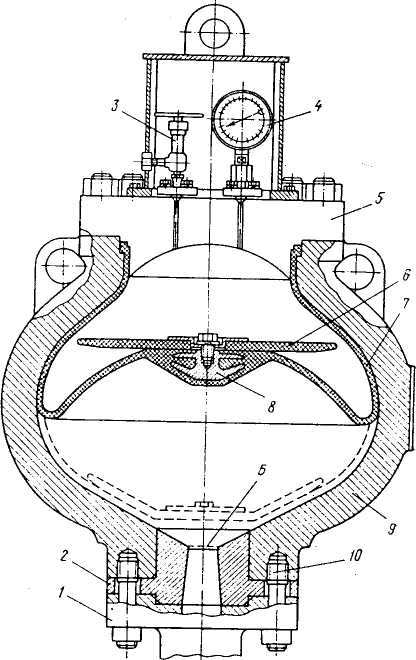
Рисунок 7 - Сферический компенсатор
ПРАКТИЧЕСКАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИИ ПРИВОДНОЙ ЧАСТИ БУРОВОГО НАСОСА.
Цель работы:
Изучить конструкцию: а) трансмиссионного вала; б) эксцентрикового (коренного) вала; в) крейцкопфного узла.
Конструкция приводной части
Трансмиссионный вал (рисунок 1) служит для передачи крутящего момента коренному валу насоса и выполнен в виде выводного вала-шестерни 8, концы которого используются для установки клиноременного шкива или цепного колеса в зависимости от принятой в приводе насоса передачи. Шкив и цепное колесо крепятся на валу шпонкой 12. Для облегчения сборки и разборки шкивы имеют разрезную ступицу, затягиваемую болтами. Так как возможны перекосы в результате прогиба под действием нагрузки на консоли, а также вследствие технологических неточностей трансмиссионный вал устанавливается на сферических двухрядных роликоподшипниках 6, воспринимающих радиальные и осевую нагрузку от косозубой передачи.
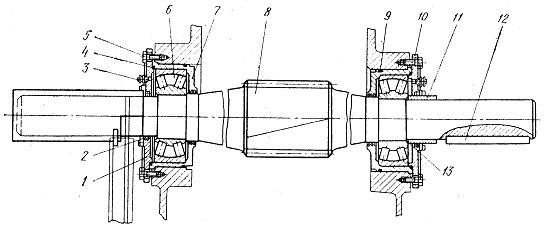
Рисунок 1 - Трансмиссионный вал
Для предупреждения смятия и разбивания опорных поверхностей станины, а также устранения брака дорогостоящей станины из-за расслабления отверстий при растачивании подшипники устанавливают на стальных гильзах 7, наружный диаметр которых больше диаметра шестерни. Благодаря этому при сборке насоса вал 8 свободно протаскивается через отверстия станины. Соосность наружной и внутренней поверхностей гильз обеспечивается жесткими допусками на их разностенность.
Гильзы имеют фланец небольшой высоты и притягиваются к станине сквозными крышками 1 и 10, закрепленными болтами 5. Благодаря затяжке болтами гильзы фиксируются в осевом направлении и предохраняются от проворачивания. Подшипники торцами внутренних колец упираются в буртики вала. Правый подшипник фиксируется в гильзе крышкой 10. Второй подшипник вала плавает в гильзе по наружной обойме.
Подшипники смазывают ручным насосом через пружинные тавотницы 3. Неподвижные стыки гильзы со станиной и крышкой уплотняются резиновыми кольцами 4, 9 и 13. Подвижный внутренний стык между гильзой и валом герметизируется бесконтактным щелевым уплотнением, выполненным в виде кольцевых канавок в гильзе. Между крышками и валом устанавливают контактные севанитовые уплотнения 2 и втулку 11.
Эксцентриковый коренной вал (рисунок 2) имеет сборную конструкцию. Прямой вал 15 с жестко закрепленными эксцентриками 9 опирается на коренные подшипники 6, расположенные в станине бурового насоса. Эксцентрики, выполняющие роль шатунных шеек, отливаются из углеродистой стали и соединяются сваркой. Число эксцентриков равно числу поршней бурового насоса. Угловое смещение шатунных шеек коренного вала определяется требованиями равномерной подачи.
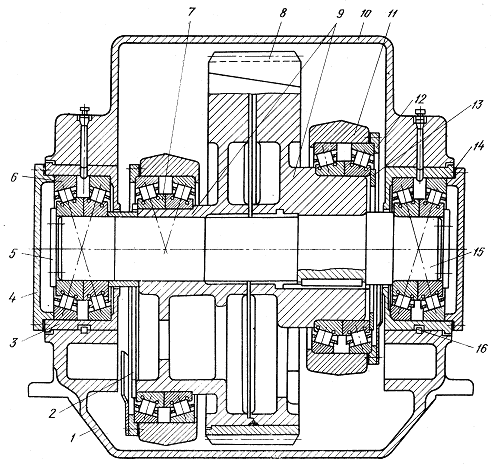
Рисунок 2 - Эксцентриковый вал
Согласно этому, в двухпоршневых насосах двустороннего действия угловое смещение эксцентриков составляет 90, а в трехпоршневых насосах одностороннего действия-120. Между эксцентриками располагается зубчатое колесо 8.
Составная конструкция коренного вала удобна в технологическом отношении, так как позволяет упростить форму заготовок и облегчить их механическую обработку. Окончательная обработка наружных поверхностей коренного вала и нарезка зубьев производятся после посадки эксцентриков на прямой вал и соединения венца зубчатого колеса с его ободом.
Для точной осевой фиксации зубчатого колеса коренной вал опирается на спаренные радиально-упорные конические подшипники 6, посаженные в переходные гильзы 3, установленные в расточки станины 1 и крышки 10 насоса. Наружные кольца подшипников удерживаются от продольного перемещения крышками 4, которые крепятся болтами к торцам гильз. Затяжка наружных колец подшипников регулируется мерными прокладками 14, установленными между крышкой 4 и торцем гильзы 3. Внутренние кольца подшипников затягиваются шайбами 5, крепящимися болтами к торцам вала. Осевое положение коренного вала фиксируется в нужном положении благодаря наружным кольцевым буртикам гильзы, упирающимся в торец расточек станины и крышки насоса.
Гильзы удерживаются от проворота с помощью дюбелей 16. Коренные подшипники смазывают ручным насосом через тавотницы, ввернутые в крышку станины. Эксцентриковые коренные валы преимущественно применяются в современных двух- и трехпоршневых буровых насосах.
Кольца роликовых подшипников 7 удерживаются от осевого перемещения кольцевыми шайбами 12, 13 и буртиками вала и шатуна. Кольцевые шайбы крепятся к торцам эксцентрика болтами. Натяг подшипников регулируется прокладками, установленными между торцом шейки шатуна и шайбой 12. Разбрызгиватели 2 отбрасывают масло на подшипники мотылевых шеек шатуна при их погружении в масляную ванну.
В буровых насосах для передачи вращения от трансмиссионного вала коренному преимущественно используются косозубые зубчатые передачи, которые по сравнению с прямозубой передачей обладают большей нагрузочной способностью и плавностью зацепления, обусловливающей снижение уровня динамических нагрузок и шума при работе. Направление зуба шестерни принимается левым, а для колеса правым. Недостаток косозубых передач по сравнению с прямозубыми заключается в том, что в зацеплении возникает дополнительная осевая сила. Шевронные зубчатые колеса, представляющие разновидность косозубых колес, не создают осевых нагрузок, однако в буровых насосах применяются реже из-за сложности изготовления.
Шестерни изготовляют из сталей марок 34ХН1М, 35ХНВ и 38ХГН в паре с венцом зубчатых колес соответственно из сталей марок 38ХГН, 35Х и 35Л.
Зубчатую пару смазывают жидким маслом путем окунания ее в масляную ванну либо с помощью масляного насоса.
Шатун передает движение от коренного вала ползуну (крейцкопфу) и представляет собой кованый или литой стержень из углеродистой стали марки 35 с противоположно расположенными большой и малой шейками. Большая шейка 11 шатуна, называемая мотылевой, охватывает коренной вал и имеет цельную либо разъемную конструкцию. Независимо от конструкций коренной вал соединяется с шатуном посредством конических роликовых подшипников. У эксцентриковых валов мотылевая шейка шатуна имеет значительно больший диаметр, чем у кривошипных и пальцевых валов. Благодаря этому в эксцентриковых валах мотылевые подшипники имеют больший диаметр и обладают более высокой долговечностью.
Наряду с износостойкостью сочленений шатуны буровых насосов должны обладать необходимой усталостной прочностью, так как при эксплуатации они подвергаются действию асимметричных циклических нагрузок. Стержень шатуна имеет двутавровое сечение, обеспечивающее достаточную жесткость при минимальной металлоемкости шатуна. Уменьшение массы способствует снижению инерционных нагрузок. Поэтому простые в изготовлении, но более массивные шатуны с круглым сечением стержня в буровых насосах не используются.
Малая шейка (рисунок 4), называемая ползунной, служит для шарнирного соединения шатуна 6 с ползуном 4, скользящим в прямолинейных направляющих. Центр шарнира движется аксиально, т. е. по прямой, проходящей через ось вращения коренного вала. Дезаксиальные кривошипно-шатунные механизмы в буровых насосах не применяются. Малая шейка шатуна соединяется с корпусом ползуна при помощи полого валика 9. При ремонтных работах через отверстие в валике пропускается ломик для выпрессовки валика соседнего ползуна 13. Кроме того, пустотелая конструкция способствует более интенсивному охлаждению валика и подшипника шатуна, нагреваемых в результате их взаимного трения.
В расточку ползунной шейки запрессована втулка 8 из оловянной бронзы либо другого пластичного материала, обычно используемого для подшипников скольжения. Запрессовка не гарантирует втулку от проворачивания и осевого смещения, и поэтому она стопорится дюбелем 7. Диаметральный зазор между валиком и втулкой шатуна определяется в зависимости от диаметра валика и выбранной посадки.
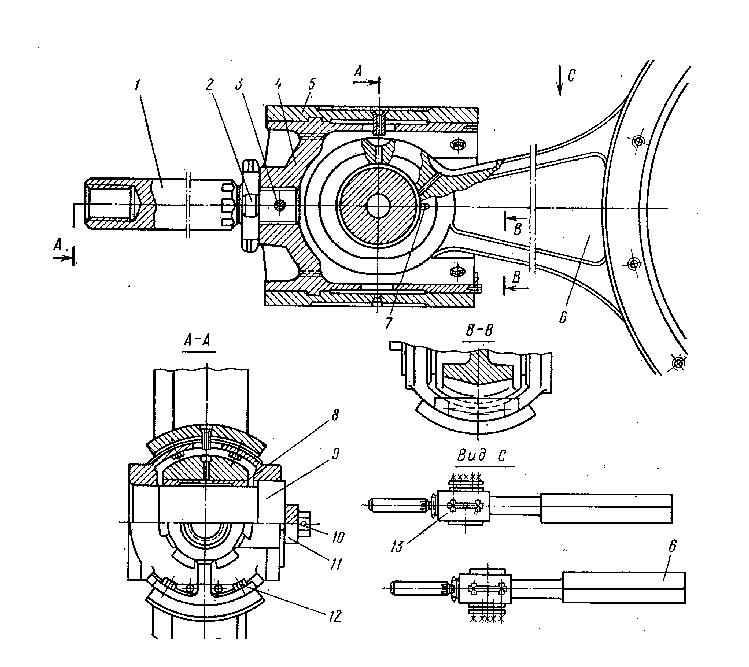
Рисунок 3 - Шатунный механизм
Валик 9 снабжен концевым центрирующим конусом, который входит в конусное отверстие ползуна. С помощью стопорной планки 11, входящей в поперечный паз торца валика, и болтов 10, ввинченных в ползун, валик запрессовывается в конусное отверстие и благодаря этому удерживается от продольного смещения и проворота относительно ползуна. В мощных насосах шейка шатуна соединяется с валиком ползуна посредством игольчатых подшипников.
Ползун состоит из литого стального корпуса и чугунных накладок 5. Накладки крепятся к цилиндрической поверхности корпуса болтами 12, застопоренными от самоотвинчивания упругими шайбами. В боковых стенках корпуса располагаются ступицы валика 9. В днище корпуса имеется резьбовое отверстие для ползунной части штока 1, представляющего собой стальной цилиндрический стержень с наружной резьбой для крепления с корпусом ползуна и внутренней резьбой для соединения с поршневой частью штока. Стопорение штока в ползуне осуществляется шплинтом 3 и гайкой 2.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ БУРОВЫХ НАСОСОВ
Назначение и технические параметры буровых насосов – знать
Конструкция буровых насосов – знать
Основные ремонтные нормативы
Структура ремонтного цикла К 6 Т К
МРЦ 3400 м-ч
МРП 500 м-ч
4. Неисправности в процессе работы и их причины
Возможные неисправности |
Причины |
Насос при пуске не подаёт жидкость |
Закрыта задвижка на всасывании, большая высоста всасывания, подсос воздуха через неплотности на всасывающей линии. |
Уменьшилась производительность насоса |
Подсосы воздуха, неисправность клапанов, неправильная установка стаканов клапанов, |
Уменьшение давления |
Неисправность деталей клапанного узла, засорение фильтра на всасывании, износ поршней, негерметичность уплотнений штока |
Стуки в гидравлической части |
Ослабление посадки поршней на штоках, ослабление крепления цилиндровой втулки, ослабление соединение штока и контрштока, поломка пружин клапанов, наличие воздуха в рабочих камерах |
Появление жидкости через контрольные отверстия гидрокоробок |
Промыв конусных поверхностей сёдел, нарушены уплотнения цилиндровых втулок |
Резкие перепады давления на нагнетании |
Низкое давление или отсутствие давления газа в пневмокомпенсаторе, разрыв диафрагмы |
Чрезмерный нагрев крейцкопфного узла |
Слабое поступление масла на трущиеся поверхности, установка насоса с уклоном, большая вязкость масла |
Повышенный нагрев подшипников приводной части |
Недостаток смазки, неправильная регулировка подшипников или их износ и загрязнённость |
Биение приводного шкива |
Ослабление посадки шкива |
Удары в приводной части |
Ослабление крепления конусных пальцев крейцкопфов, износ шатунных или коренных подшипников |
Работы по обслуживанию и текущему ремонту насоса
Замена цилиндровых втулок при наличии на рабочих поверхностях царапин и повышенного износа;
Замена поршней при наличии износа уплотнительных резиновых манжет и штоков
Замена уплотнений штоков, если их подтяжка не устраняет течи
Замена клапанов при выходе из строя уплотнительных манжет
Замена сёдел клапанов при их промыве Производить контроль
Производить контроль за состоянием гидрокоробок
Производить контроль за давлением в пневмокомпенсаторе, обеспечивая давление в соответствии с требованиями
Производить контроль наличия и состояния масла в приводной части
Производить контроль за состоянием бронзовых втулок, направляющих и накладок крейцкопфа, затяжки конусного пальца
Производить регулировку положения крейцкопфа (зазор между верхней направляющей и верхней накладкой не более 1 мм)
Производить регулировку конических подшипников шатунов и валов при наличии стуков
(температура нагрева подшипников не должна превышать 70 град)
Капитальный ремонт
Разборка насоса (рассматривается разборка двухцилиндрового насоса типа НБ-32)
Разборка гидравлической части производится в следующей последовательности (рисунок 1):
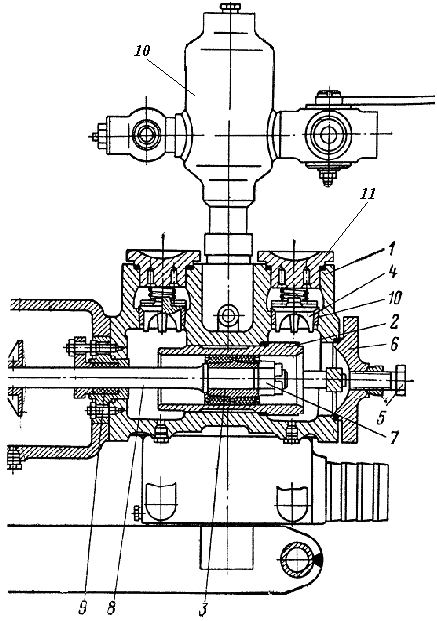
Рисунок 1 - Гидравлическая часть насоса НБ-50
- отсоединяется воздушный компенсатор 10 из которого предварительно удаляется газ (воздух);
- отвинчивают гайки и отсоединяют лобовые крышки цилиндров 6;
- отвинчивают гайки крышек 11 клапанов и снимают последовательно крышки клапанов, пружины клапанов и вынимают клапаны 4;
- ослабляют сальники штоков 9, отсоединяют штоки 8 от надставок штоков, вынимают штоки вместе с поршнями 3 из цилиндров 2;
- с помощью специального приспособления извлекают цилиндровые втулки 2 из гидрокоробки;
- разбирают уплотнения штоков;
Разборка приводной части насоса производится в следующей последовательности (рисунок 2):
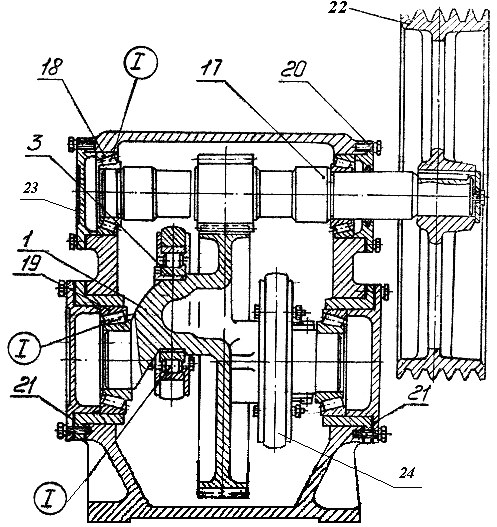
Рисунок 2 - Приводная часть насоса НБ-50
- снимается шкив клиноремённой передачи 22;
- через боковые окна станины вынимаются пальцы крейцкопфов;
- выбивается наружное кольцо одного из подшипников 18 трансмиссионного вала 17 ударами медной кувалды в торец вала. Снимается трансмиссионный вал;
- снимаются торцевые крышки 23 и достаются с помощью отжимных болтов стаканы 21 подшипников коренного вала 19 с наружными кольцами;
- снимаются с валов внутренние кольца подшипников с роликами и сепараторами;
- извлекается из станины коренной вал 1 с шатунами;
- извлекаются крейцкопфы;
- снимаются шатуны 24 с эксцентриковой цапфы коренного вала;
5.2. Дефектовка и ремонт деталей
Деталь |
Возможные дефекты |
Заключение |
Подшипники качения |
|
Замена |
Гидрокоробка |
|
Браковать |
Промыв посадочных поверхностей под цилиндровые втулки, сёдла клапанов, корпуса уплотнений штоков |
Ремонтировать наплавкой с последующей механической обработкой под номинальный размер |
|
Вал эксцентриковый |
Трещины и изломы |
Браковать |
Износ посадочных поверхностей |
Ремонтировать металлизацией с последующей обработкой до номинального размера |
|
Износ шпоночного паза |
Ремонтировать на ремонтный размер |
|
Стаканы
|
Трещины и отколы, износ рабочей поверхности |
Браковать |
Колесо зубчатое |
Износ зубьев по толщине |
Браковать при износе более 2,5 мм |
Ступица |
Браковать при наличии отколов и трещин |
|
Износ посадочной поверхности |
Ремонтировать наплавкой или металлизацией с последующей обработкой до номинального размера |
|
Износ шпоночного паза |
Ремонтировать на ремонтный размер |
|
Шкив |
Трещины и отколы, кроме отколов реборд |
Браковать |
Отколы реборд |
Браковать при наличии отколов больше допустимых |
|
Износ шпоночного паза |
Ремонтировать на ремонтный размер или изготовлением паза на новом месте |
|
Корпус крейцкопфа |
Трещины и отколы |
Браковать |
Износ отверстия под палец |
Ремонтировать при износе 0,04 мм металлизацией с последующей обработкой до номинального размера |
|
Износ или срыв резьбы под надставку штока |
Ремонтировать установкой ввёртыша |
6. Требования к отремонтированному насосу
Все детали должны быть отремонтированы в полном соответствии чертежам и техническим условиям;
В расточках клапанных коробок под цилиндровые втулки и сёдла клапанов не должно быть промоин, забоин и других дефектов;
Верхние торцы запрессованных сёдел должны выступать над гнездом на 6…12 мм;
Резиновые уплотнения сальников и прокладки должны быть новыми;
Надставки штоков, штоки и поршни должны быть надёжно закреплены гайками и контргайками;
Резьбы крепёжных деталей не должны иметь повреждений шпильки должны быть завинчены до отказа;
Рабочие поверхности направляющих и накладок крейцкопфов должны быть гладкими и не иметь выработки;
Зубья шестерни и колеса должны быть приработаны;
Торцевое биение шкива должно быть в допустимых пределах;
Конические подшипники валов должны быть отрегулированы и заправлены свежей смазкой;
Сборка и регулировка кривошипно-шатунного механизма должна обеспечивать бесшумную работу;
Воздушные компенсаторы должны быть проверены на герметичность;
Насос после капитального ремонта должен быть испытан на стенде;
Выполнить ремонтный эскиз трансмиссионного вала, зубчатого колеса, корпуса крейцкопфа.
Контрольные вопросы
Назовите причины снижения подачи насоса;
Назовите причины возникновения стуков в гидравлической части;
Расскажите последовательность разборки гидравлической части;
Расскажите последовательность разборки приводной части;
Назовите дефекты гидрокоробки и покажите их расположение;
Назовите дефекты корпуса крейцкопфа и покажите их расположение;
Как ремонтируется гидрокоробка;
Как ремонтируется корпус крейцкопфа;
Назовите требования к сборке конических подшипников;
Как испытывается буровой насос?
ПРАКТИЧЕСКАЯ РАБОТА
ИЗУЧЕНИЕ УСТРОЙСТВА БУРОВОГО КОМПРЕССОРА КТ-6
Цель работы:
Изучить конструкцию компрессора
Выполнить условия тестового задания
Компрессор КТ-6 двухступенчатый трёхцилиндровый с воздушным охлаждением. Корпус 22 (рисунок 1) литой чугунный с четырьмя лапами для крепления. Передняя часть корпуса закрыта съёмной крышкой в которой установлен один из подшипников коленчатого вала и резиновая манжета. По бокам корпуса имеются два люка для доступа к деталям внутри корпуса. К корпусу на шпильках крепятся три чугунных 3, 6 цилиндра с рёбрами (для увеличения поверхности охлаждения), расположенные в одной вертикальной плоскости под углом 60 град друг к другу.
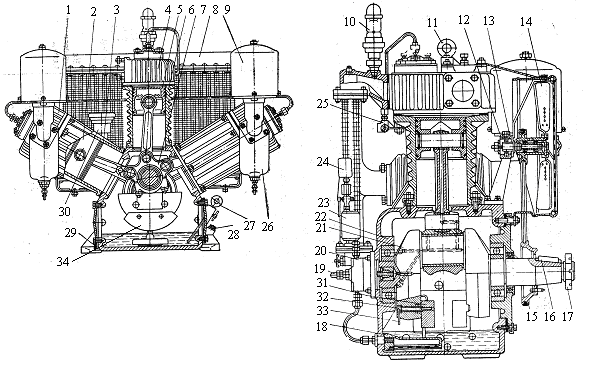
1 - клапанная коробка 1-й ступени; 2 - поршень 1-й ступени; 3 - цилиндр 1-й ступени; 4 - клапанная коробка 2-й ступени; 5 - поршень 2-й ступени; 6 - цилиндр 2-й ступени; 7 - узел шатунов; 8 - промежуточный холодильник; 9 - фильтр воздушный; 10 - клапан предохранительный; 11 - рым болт; 12 - кронштейн вентилятора; 13 - натяжной болт вентилятора; 14 - вентилятор; 15 - приводной шкив венилятора; 16 - шпонка; 17 - гайка коленчатого вала; 18 - фильтр масляный; 19 - клапан редукционный; 20 - маслонасос; 21 - коленчатый вал; 22 - корпус компрессора; 23 - резервуар маслопровода; 24 - масляный манометр; 25 - подвод воздуха от регулятора; 26 - маслоотделитель; 27 - маслоуказатель; 28 - заправочная пробка; 29 - сливная пробка; 30 - сапун; 31 - балансир дополнительный; 32 - винт; 33 - шплинт;
Рисунок 1 - Компрессор КТ-6
Боковые цилиндры 3 являются цилиндрами низкого давления, средний 6 –высокого давления.
Коленчатый вал 21 – стальной, штампованный с двумя балансирами, вращается в двух шариковых подшипниках № 318, имеет систему каналов для прохода смазки.
Для улучшения динамических свойств компрессора на основные балансиры коленчатого вала установлены два съёмных дополнительных балансира 31, каждый из которых закреплён двумя винтами. Винты зашплинтованы. В торец коленчатого вала запрессована втулка с квадратным отверстием для привода маслонасоса.
Узел шатунов (рисунок 2) состоит из одного жёсткого 1 и двух прицепных 5 шатунов шарнирно присоединенных к нему с помощью пальцев. Главный шатун выполнен из двух частей - шатуна и головки 4, которые неподвижно соединены между собой пальцами 2, 9. В шатуны запрессованы бронзовые втулки 6. Головка шатунов 4 - разъёмная. Съёмная крышка 15 расточена вместе с головкой и прикреплена к ней четырьмя шпильками 7. Гайки крепления крышки зашплинтованы. В головке шатунов установлены два тонкостенных стальных вкладыша 12, залитых баббитом. Вкладыши плотно удерживаются в головке шатунов за счёт натяга и дополнительно застопорены штифтом. Между головкой шатунов и крышкой имеются регулировочные прокладки 16. Величина натяга зависит от толщины пакета прокладок. Узел шатунов имеет систему каналов для подвода смазки к верхним головкам шатунов.
Литые поршни 2, 5 присоединены к верхним головкам шатунов при помощи поршневых пальцев плавающего типа. На каждом поршне установлены четыре поршневых кольца: два верхних – компрессионные, два нижних – маслосъёмные.

1 - шатун жёсткий; 2, 14 - пальцы; 4 - головка шатунов; 5 - шатуны прицепные; 6 - втулка бронзовая; 7 - шпилька; 12 - вкладыш стальной; 15 - крышка съёмная; 16 - прокладка регулировочная;
Рисунок 2 - Узел шатунов
К верхним фланцам цилиндров на шпильках прикреплены клапанные коробки 1, 4 аналогичные по конструкции у цилиндров низкого и высокого давления. Корпуса коробок 5 (рисунок 3) чугунные с рёбрами. Внутренняя полость каждой коробки разделена на две части: в одной установлен нагнетательный клапан 6, в другой всасывающий 8. Клапаны самодействующие, пластинчатые, кольцевые. Всасывающий и нагнетательный клапаны аналогичны по своей конструкции.
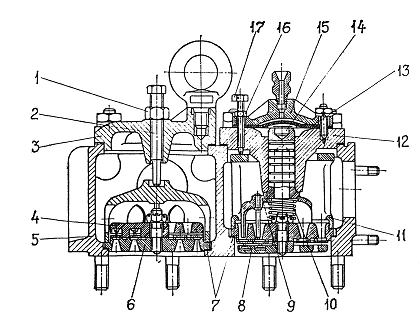
Рисунок 3 - Клапанная коробка
Клапан состоит из седла 1 (рисунок 4 а, б) с кольцевыми окнами, перекрываемыми большой и малой кольцевыми пластинами 2, 3. Каждая пластина прижимается к седлу тремя пружинами 4, установленными в гнёздах упора 5, ограничивающего ход пластин 2,5 мм.
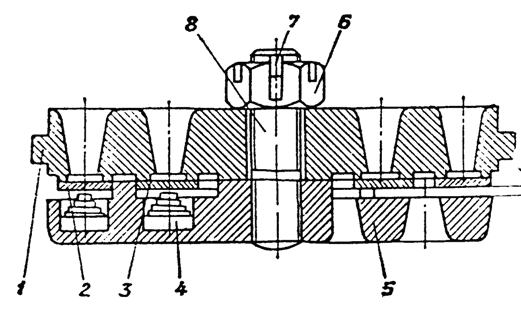
а) - Клапан всасывающий
Рисунок 4 - Кольцевые клапаны компрессора
Клапаны уплотнены в корпусах коробок медными прокладками, крышки паронитовыми прокладками. Каждая клапанная коробка имеет разгрузочное устройство, подвижные части которого перемещаются вниз под воздействием воздуха, поступающего от регулятора в пространство над упором всасывающего клапана. Выключение клапана происходит вследствие отжатия пластин от седла упором. При выключении всасывающих клапанов сжатие воздуха прекращается и компрессор переходит на холостой ход.

б) - Клапан нагнетательный
Рисунок 4 - Кольцевые клапаны компрессора
Техническое обслуживание и ремонт компрессора кт6
1. Назначение и технические параметры компрессора – знать.
2. Конструкция компрессора – знать.
3. Основные ремонтные нормативы
Структура ремонтного цикла К4ТК
МРЦ = 3000 м-ч
МРП = 600 м-ч
Срок службы 7.23 года
4. Условия эксплуатации компрессора – знать.
5. Возможные неисправности в процессе эксплуатации и их причины
Возможные неисправности |
Причины |
Снижение производительности |
а) излом пластин, ослабление гайки на стягивающей шпильке б) скопление грязи (нагара) на седле клапана, сработка седла и пластин в) износ поршневых колец г) загрязнение воздушных фильтров |
Повышенный нагрев компрессора |
а) перегрузка компрессора б) нарушение режима смазки компрессора в) загрязнение межступенчатого холодильника г) недостаточный подъём пластин нагнетательных клапанов |
Срабатывает предохранительный клапан |
а) неисправность всасывающего клапана цилиндра высокого давления б) неисправность разгрузочного устройства в клапанной коробке ЦВД |
Снижение давления масла |
а) засорение редукционного клапана маслонасоса б) увеличение зазоров в сопрягаемых деталях в) подсос воздуха маслонасосом г) засорение фильтрующей сетки маслонасоса |
Выброс масло в нагнетательный трубопровод или через воздушные фильтры |
а) высокий уровень масла в картере компрессора б) износ маслосъёмных поршневых колец или цилиндров в) замки поршневых колец лежат в одной плоскости |
Стук в компрессоре |
а) износ шатунной шейки коленчатого вала б) увеличенный зазор между поршневым пальцем в бобышках поршня, износ втулок шатуна в) увеличенный зазор между шатунной шейкой коленчатого вала и вкладышами головки шатунов г) износ подшипников коленвала |
Стук в клапанах |
а) поломка пластин клапанов или пружин б) ослабление клапанных пружин |
6. Работы текущего ремонта
Проверка уровня масла в картере и наличие механических
Осмотр компрессора для выявления течи масла
Проверка работы клапанов и разгрузочного устойства на наличие посторонних шумов и стуков.
Проверка натяжения клинового ремня привода вентилятора
Проверка наружным осмотром состояния крепления компрессора и привода к основанию
Смазка подшипника привода вентилятора
Снятие, промывка и чистка воздушных фильтров и сапуна
Снятие и проверка состояния всасывающих и нагнетательных клапанов, очистка их от нагара. При необходимости замена пластин и пружин.
7. Работы капитального ремонта
7.1 Разборка компрессора
Слить масло;
Снять трубопроводы клапанных коробок и разгрузочного устройства
Снять межступенчатый холодильник
Снять маслонасос
Снять сапун вместе с патрубком
Снять воздушные фильтры с патрубкамии
Снять вентилятор
Снять крышки боковых люков на корпусе
Снять клапанные коробки
Снять цилиндры
Снять поршни, вынув стопорные кольца и поршневые пальцы
Снять узел шатунов. Для этого снять крышку головки с нижним вкладышем, установить шатунную шейку в крайне нижнее положение и извлечь узел шатунов через окно корпуса
Снять переднюю крышку корпуса
Извлечь коленчатый вал с напрессованными на него подшипниками
Снять масляный фильтр
Произвести разборку снятых узлов
7.2 Дефектовка деталей
Наименование |
Критерии отбраковки |
Корпус |
Обломы и тещины любого характера |
Цилиндры |
Наличие трещин на зеркале, обломы рёбер поверхности охлаждения более 20%, обломы фланцев крепления к картеру |
Клапанные головки |
Обломы и тещины любого характера, обломы рёбер поверхности охлаждения более 10%, коробление по плоскости прилегания более 0,1мм |
Коленчатый вал |
Овальность и конусность шеек более 0,15мм, биение шеек более 0,06мм |
Пружины |
Трещины, коррозия, потеря упругости более 5% |
7.3 Ремонт деталей
Корпус (картер) - заделка трещин, фрезерование уплотняющих поверхностей, растачивание посадочных поверхностей под подшипники коленчатого вала, восстановление резьб.
Цилиндры - растачивание и запрессовка гильзы с последующим хонингованием.
Коленчатый вал - правка на прессе, точение коренных и шатунных шеек на ремонтный размер с последующим шлифованием, или наплавка до номинального размера, восстановление шпоночных пазов, калибрование резьб.
Требования к отремонтированному компрессору
Детали, поступившие на сборку должны быть чистыми и без следов коррозии
Основные сопрягаемые размеры деталей и узлов должны соответствовать картам технических требований
Внутренние обоймы подшипников перед установкой на коленвал должны быть нагреты в масляной ванне до 150 град
Поршневые кольца, установленные в ручьи должны проворачиваться от усилия руки, замки должны располагаться под углом 120 град
Радиальное и торцевое биение полумуфты и шкива не более 0,3 мм относительно оси коленвала
Предохранительный клапан на межступенчатом холодильнике должен быть отрегулирован на 0,45 МПа
Зазор между вкладышем и шейкой коленвала должен быть в пределах 0,03…0,088 мм, толщина слоя баббита на вкладыше не менее 0,8мм
Прилегание вкладышей к постели головки шатуна не менее 85 %
Качка дополнительных балансиров не допускается
Режим испытания:
Холодная обкатка - 1 час
Контрольные испытания - 1 час 15 мин
Испытания при противодавлении 1,0 МПа 15 мин
Максимальная температура масла при испытании при давлении 0,3 МПа не более 98 град, температура клапанных коробок не более 150 град
Ремонтные эскизы деталей
Коленчатый вал
Контрольные вопросы
Назовите причины снижения производительности
Назовите причины стуков в картере
Какие неисправности возникают в клапанных узлах?
В какой последовательности разбирается компрессор?
Каковы критерии отбраковки цилиндров, деталей клапанов?
Как ремонтируется коленвал?
Каковы требования к сборке коленвала с головкой шатуна?
ПРАКТИЧЕСКАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИИ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ
ДВИГАТЕЛЕЙ
Цель работы:
Изучить конструкцию турбинного забойного двигателя (турбобура) 3ТСШ1; винтового забойного двигателя типа Д; выполнить условия тестового задания
Шпиндельные турбобуры ЗТСШ1 (ЗТСШ)
Турбобуры ЗТСШ1 предназначены для бурения вертикальных и наклонно-направленных скважин. Осевая опора в этих турбобуpax вынесена в отдельную шпиндельную секцию (шпиндель), что позволяет заменять узел быстроизнашивающейся осевой опоры непосредственно на буровой.
В настоящее время машиностроительные заводы выпускают следующие типоразмеры турбобуров: ЗТСШ1-172, ЗТСШ1-195, 3TСШ1-195ТЛ, ЗТСШ1-240. Перед транспортировкой их разбирают на отдельные секции и собирают на буровой перед спуском турбобура в скважину.
В турбинных секциях устанавливают ступени турбин (статоры 11, роторы 12) и равномерно распределенные по длине вала средние опоры 7 с втулками (рисунок 1). В каждой турбинной секции (в ее верхней части) установлено по три ступени проточной предохранительной резинометаллической пяты 9 (подпятники, диски и кольца пяты) с осевым зазором, на 2 мм меньшим осевого зазора (люфта) в турбине. Предохранительная пята предназначена для предотвращения посадки роторов турбины на статоры (посадка роторов на статоры может быть при некачественной регулировке осевых зазоров в турбине или при износе осевой опоры шпинделя сверх допустимой величины).
Положение роторов относительно статоров в турбинных секциях определяется регулировочным кольцом 13, устанавливаемым между соединительным переводником 14 и нижним статором. Регулировочное кольцо 13 подбирается такой высоты, чтобы при перемещении вала под нагрузкой сверху вниз и снизу вверх между роторами и статорами сохранялось необходимое распределение осевых зазоров.
Не вращающиеся детали в корпусе 10 турбинной секции (статоры, подпятники предохранительной пяты, средние опоры и кольца 6, 8, 13 и 19) закрепляются при помощи конических резьб соединительного 14 и промежуточного 2 переводников. Роторы, втулки средних опор, диски и кольца предохранительной пяты, кольца 5, 16, 17,18 и 20 закреплены на валу турбинной секции верхней конусно-шлицевой полумуфтой 3.
Валы 4 турбинных секций и вал шпинделя 32 (рисунок 2) соединяются при помощи конусно-шлицевых муфт, каждая из которых состоит из двух полумуфт - нижней 15 (присоединяемой при помощи конической резьбы к нижней части вала турбинной секции) и верхней 3 (в отличие от верхних полумуфт на валах турбинных секций полумуфта на валу шпинделя имеет окна для прохода промывочной жидкости). Полумуфта 3 закрепляет детали на валу шпиндельной секций при помощи конической резьбы с внутренним упорным торцом.
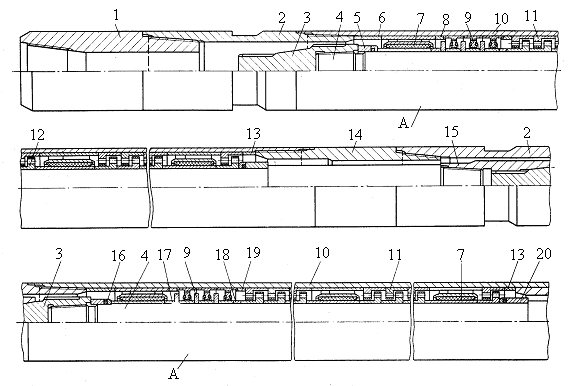
Рисунок 1 - Турбинные секции
Корпуса турбинных и шпиндельной секций соединяются переводниками 2, 14 при помощи конической резьбы. Переводники 2 имеют выточку (шейку) под хомут для соединения секций в турбобур на буровой. Для присоединения колонны бурильных в верхней турбинной секции турбобура ЗТСШ1 установлен переводник 1.
В шпинделе турбобура ЗТСШ1 (рисунок 2) применена резинометаллическая пята-сальник 27. Сверху и снизу от нее размещены резинометаллические нижние опоры 23 с втулками. Не вращающиеся детали в корпусе 26 шпинделя (втулки 21, 24, 29, нижние опоры, наружные кольца пяты и подпятники, регулировочное кольцо 30) закреплены по торцам промежуточным переводником и ниппельной гайкой 31 при помощи конических резьб.
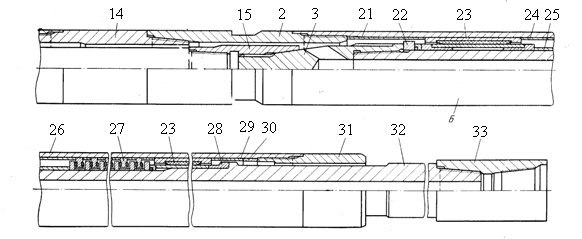
Рисунок 2 - Шпиндельная секция
Вращающиеся детали на валу 32 шпинделя (диски пяты и внутренние кольца пяты, втулки нижних опор, кольца 22, 28, уплотнительные кольца, проставочная втулка 25) закреплены между упорным торцом на валу шпинделя и полумуфтой 3. На нижнем конце вала шпинделя установлен переводник вала 33 для присоединения долота.
Винтовые забойные двигатели типа д
Двигатели типа Д предназначены для бурения вертикальных и наклонно-направленных скважин. Они наиболее полно удовлетворяют требованиям технологии современного бурения скважин низкооборотными долотами и могут быть использованы при капитальном ремонте эксплуатационных скважин и в геологоразведочном бурении.
Винтовые двигатели имеют ряд преимуществ перед другими забойными двигателями: низкая частота вращения при высоком вращающем моменте на валу, что позволяет получать существенное увеличение проходки за рейс долота по сравнению с показанного бурения; небольшой перепад давления, что создает возможность применения гидромониторных долот; простота конструкции двигателя, что упрощает его ремонт и эксплуатацию.
Эти преимущества позволяют успешно применять винтовые забойные двигатели при использовании низкооборотных долот с маслонаполненными опорами.
Выпускаются следующие типоразмеры винтовых забойных двигателей: Д1-195, Д2-172М, Д-85 и Д1-54. Все они выполнены по единой компоновочной схеме.
Двигатель состоит из двигательной секции А, шпиндельной секции Б и переливного клапана В, корпуса которых соединены между собой с помощью конических резьб.
Статор и ротор - рабочие органы двигателя - самые ответственные детали. Для обеспечения нормальной работы двигателя отклонение от прямолинейности образующих зубьев статора и ротора не должно превышать 0,3 мм на всей длине. Обкладку статора необходимо надежно прикреплять к его корпусу, а рабочая поверхность резины не должна иметь трещин, расслоений и других дефектов.
Верхний конец полого ротора заглушён пробкой, а к нижнему присоединяется двухшарнирный карданный вал 9, преобразующий планетарное движение ротора в соосное вращение вала шпинделя.
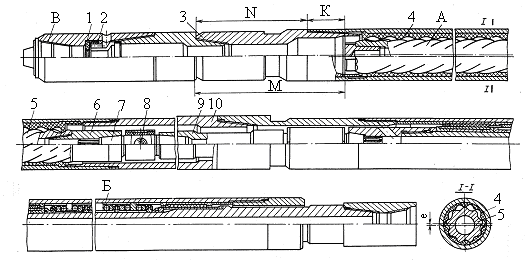
Рисунок 3 - Винтовой забойный двигатель
Шпиндельная секция двигателя включает многоступенчатый подшипник качения и радиальные резинометаллические опоры.
В двигателе Д2-172М используется шпиндель ШШО1 с амортизированной опорой качения (рисунок 4). На валу 9 шпинделя установлены ступени двойного упорного шарикоподшипника № 538920 14. Ступень подшипника включает неподвижное кольцо, по обе стороны которого расположено по одному ряду шариков, и свободные кольца. Каждое свободное кольцо опирается на резинометаллический компенсатор 13. Между неподвижными кольцами в корпусе 12 шпинделя расположены распорные втулки 16.
Свободные кольца подшипника перемещаются в осевом направлении по направляющей втулке 15. Под подшипником размещена радиальная опора 6, а над ним - уплотнение торцевого типа и радиальные опоры.
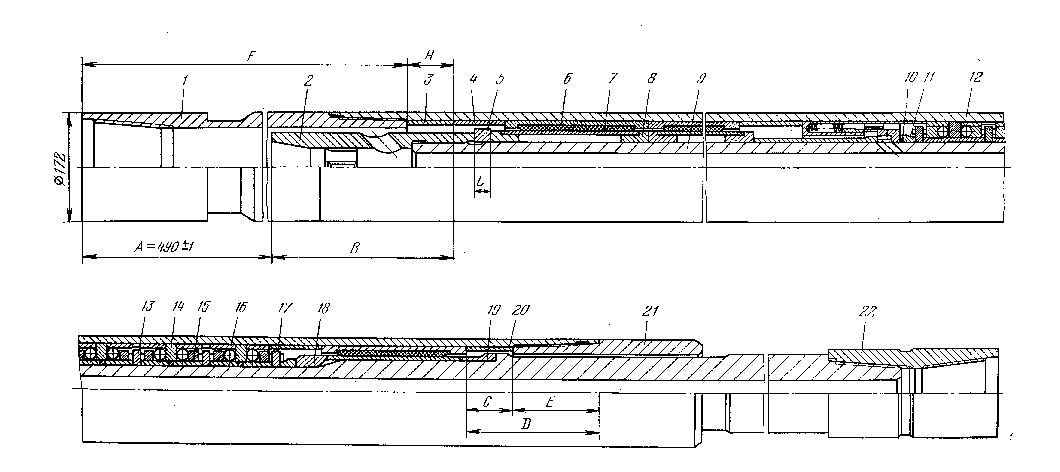
Рисунок 4 - Шпиндельная секция типа ШШО1
В корпусе монтируются невращающиеся детали: неподвижные кольца подшипника, распорные втулки, наружные них опор 6, кольца 3, 4, 17, 20. Все эти детали закреплены в корпусе торцами ниппельной гайки 21 и промежуточного переводника 1.
Вращающиеся детали: регулировочное кольцо 5, втулки 7 радиальных опор, подкладные втулки 8, кольца 11 с уплотнительными резиновыми кольцами 10, компенсаторы 13, втулки 15, 18, 19 - упорным торцом вала и конусно-шлицевой полумуфтой 2. На нижнем конце вала установлен переводник вала 22 для соединения с долотом.
Переливной клапан - специфический узел для двигателей объемного типа. Он предназначен для сообщения внутренней полости бурильной колонны с затрубным пространством при спуско-подъемных операциях в скважине. При применении клапана уменьшается гидродинамическое воздействие на пласт при спуске и подъеме бурильных колонны, устраняются холостое вращение двигателя при этих операциях и потери промывочной жидкости.
В переливном клапане В в качестве запорного элемента использована резиновая манжета 1, взаимодействующая с седлом 2, коническая рабочая поверхность которого снабжена системой каналов, сообщающих внутреннюю полость двигателя с затрубным пространством через боковые отверстия корпуса клапана. В процессе спуско-подъемных операций свободная кольцевая часть манжеты под действием сил упругости резины не касается конической поверхности седла, чем и обеспечивается свободный переток жидкости через клапан. При подаче промывочной жидкости под действием скоростного напора манжета перекрывает отверстия седла, и вся промывочная жидкость направляется через центральный канал клапана в двигатель.
РЕМОНТ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ (ГЗД)
Основные причины отказа ГЗД
1.1. Турбинные двигатели
Причина неисправности |
Факторы, вызывающие необходимость ремонта |
Износ осевой опоры (пяты)
|
Естественный выход из строя вследствие работы под нагрузкой в абразивной среде |
Износ турбин |
Нарушение взаимной неподвижности статоров и роторов, загрязнённость бурового раствора, повышенная реакция от забоя |
Засорение ГЗД шламом
|
Отсутствие фильтров в бурильной колонне, низкое качество очистки бурового раствора, недостаточная по времени промывка скважины после бурения |
Двигатель не запустился на буровой
|
Неправильная регулировка секций и шпинделя, недостаточная подача насосов (утечки в бурильных трубах, в системе), некачественная сборка секций (закрепление систем шпинделя при слишком большом усилии), присоединение на буровой секции турбобура в неправильном порядке |
Износ радиальных опор, поломка опор в месте приварки ребер |
Непрямолинейность вала или корпуса, низкое качество сварки, износ деталей радиальных опор |
Отвинчивание (ослабление) шпинделя, ниппеля, переводника
|
Профиль резьб или натяг резьбового соединения не соответствует техническим условиям, закрепление резьбовых соединений при недостаточном моменте, ошибки при определении высоты регулировочного кольца. Заклинивание вала шпинделя в результате разрушения деталей шарикоподшипника или засорение радиальной опоры при транспортировке шпинделя без предохранительных пробок |
Отвинчивание или ослабление роторной гайки, полумуфты
|
Закрепление роторной гайки (полумуфты) при недостаточном моменте, ошибки при определении высоты регулировочного кольца, некачественная резьба, торцовые поверхности деталей непараллельные или не защищены от резины, грязи. |
Промыв резьбовых соединений
|
Не выдержана величина натяга резьбового соединения, не проведены очистка и тщательный осмотр резьб при ремонте; торцовые поверхности резьбовых соединений имели раковины, промытости, вмятины, царапины и небыли защищены; не применялись специальные резьбовые смазки |
Поломка вала, корпуса, переводника, полумуфт |
Нарушение технологии термообработки на заводе; отсутствие контроля дефектоскопией на заводе и в ремонтном цехе для определения возможных трещин; не зачищены царапины, неглубокие трещины, выбоины; перегрузка в ходе бурения; зашламование нижних секций; заклинивание долота |
1.2.Винтовые двигатели
Характер неисправности |
Причина неисправности |
Способ устранения |
|
на буровой |
в ремонтном цехе |
||
Незапуск нового или отремонтированного двигателя над устьем скважины (или запуск при повышенном давлении в нагнетательной линии)
|
Большой натяг резины в рабочей паре |
Заменить двигатель |
Заменить рабочую пару |
Отслоение или повреждение резиновой обкладки статора |
Заменить двигатель
|
Заменить статор
|
|
Заклинивание шарнира кардана |
Заменить двигатель
|
Заменить шарнир
|
|
Неисправен шпиндель |
Заменить двигатель |
Проверить шпиндель, при необходимости заменить осевую и радиальные опоры |
|
Повышение давления в нагнетательной линии при работе двигателя в скважине (при отрыве от забоя давление не снижается)
|
Засорение фильтра под рабочей трубой |
Прочистить фильтр
|
|
Зашламление двигателя |
Заменить двигатель
|
Разобрать двигатель, очистить от шлама
|
|
Попадание посторонних предметов в рабочую пару и повреждение резиновой обкладки статора |
Заменить двигатель
|
Заменить рабочую пару
|
|
Поломка и заклинивание осевой и радиальной опор шпинделя |
Заменить двигатель
|
Заменить детали опор
|
|
Снижение механической скорости проходки; двигатель плохо принимает осевую нагрузку
|
Износ рабочих органов (ротора и статора) |
Заменить двигатель
|
Заменить рабочие органы
|
Износ осевой и радиальных опор шпинделя |
Заменить двигатель |
Заменить осевую и радиальные опоры шпинделя |
|
Проворот пакета опор в шпинделе вследствие неправильной сборки, регулировки и закрепления |
Заменить двигатель
|
Заменить осевую и радиальные опоры шпинделя
|
|
Негерметичность переливного клапана |
Заменить клапан |
Заменить изношенные детали клапана |
|
Снижение давления в нагнетательной линии, установки двигателя при осевом нагружении, отсутствие проходки
|
Промыв переливного клапана |
Заменить клапан
|
Заменить промытые детали клапана
|
Износ рабочих органов |
Заменить двигатель |
Заменить рабочие органы
|
|
Выход из строя шарнира (расцепление ротора с валом шпинделя) |
Заменить двигатель
|
Проверить шарниры, при необходимости заменить
|
|
Неплотности (промыв) в резьбовых соединениях в бурильной колонны |
Проверить инструмент и заменить промытые бурильные трубы |
|
|
Резкое снижение давления в нагнетательной линии
|
Отворот двигателя или шпинделя от статора |
Ловильные работы, замена двигателя |
Контроль натягов резьбовых соединений
|
2. Разборка ГЗД
2.1. Разборка турбинных двигателей
Операция |
Оборудование |
Краткое содержание работ |
Транспортировка двигателя в цех |
Мостовой кран, механическая тележка |
Турбинную секцию поднять со стеллажа, положить на механическую тележку, доставить в цех |
Отмачивание (отогрев в зимнее время) |
Ванна с подогревом |
Тельфером поднять секцию, опустить в ванну |
Промывка турбинных секций прокачиванием жидкости |
Горизонтальный стенд для испытания ГЗД |
Установить секцию на стенд , подсоединить нагнетательную линию, произвести прокачку до появления чистой воды. |
Отвинчивание переводника вала |
Ключ цепной |
Если переводник вала не откреплён на буровой, произвести его отвинчивание |
Отвинчивание ниппеля или соединительного переводника |
Ключ механический |
Установить секцию на механический ключ, поставить корпус на задержку, отвернуть переводник или ниппель |
Извлечение сборки валов из корпусов турбинных и шпиндельной секций |
Механический стенд (ключ) Гидропресс усилием 3000 кН |
Установить секцию на гидропрессе, зафиксировать корпус, соединить вал с подвижным блоком (штоком гидропресса), извлечь сборку вала из корпуса |
Мойка сборки валов |
Брандспойт, ванна |
|
Мойка корпусов |
Брандспойт, ванна |
|
Отвинчивание с вала контргайки и роторной гайки или полумуфты |
Механический стенд (ключ)
|
Вал с деталями установить на механический ключ, надеть ключ для роторной гайки, отвинтить контргайку, сбить колпак, отвинтить роторную гайку или полумуфту |
Демонтаж (снятие) деталей с валов турбинных и шпиндельной секций |
Стенд для сборки турбобуров |
вал с деталями переместить на стенд для сборки. Снять все детали с вала |
Мойка валов |
Брандспойт, ванна |
|
Мойка деталей |
Моечная машина |
|
Проверка и дефектовка деталей |
|
Промытые детали подать на стол контроля. Все детали проверить и рассортировать |
2.2. Разборка винтового двигателя
Операция |
Оборудование |
Краткое содержание работ |
Транспортировка двигателя в цех |
Мостовой кран, механическая тележка |
Двигатель поднять со стеллажа, положить на механическую тележку, доставить в цех |
Отмачивание (отогрев в зимнее время) |
Ванна с подогревом |
Прогреть в ванне с горячей водой в течение 1…1,5 часов |
Раскрепление двигателя |
Ключ механический |
Двигатель установить на механический ключ, открепить на 5…8 мм верхний переводник. Кулачки патрона установить так, чтобы не повредить корпус |
Отсоединение шпинделя |
Ключ механический |
Отсоединить статор от соединительного переводника. Если отсоединение карданного вала не произошло, то ударами кувалды сбить одно из конусно-шлицевых соединений |
Извлечение сборки ротора из статора |
Лебёдка или специальный стенд |
Рабочую пару (статор-ротор) подать на механическую лебёдку. Верхний переводник закрепить в задержке, вместо полумуфты ввинтить в ротор специальный переводник и закрепить на нём трос лебёдки. Вытянуть ротор из статора |
Отвинчивание верхнего переводника |
Механический ключ или стенд |
Откреплённый раннее переводник отвернуть вручную |
Разборка шарнира |
Слесарный верстак и сверлильный станок |
|
Разборка шпинделя - отвинчивание ниппеля - извлечение сборки вала из корпуса; - открепление полумуфты; - демонтаж деталей с вала |
Механический ключ Механическая лебёдка Механический ключ Стенд для разборки
|
Шпиндель подать на механический ключ Открепить и отвернуть ниппель Шпиндель подать на механическую лебёдку, переводник шпинделя поставить на задержку, извлечь сборку вала из корпуса Вал установить на механический ключ, шлицевой ключ установить на полумуфту, отвернуть полумуфту С вала шпинделя последовательно снять все детали (осевую опору снимать пакетами) |
Промывка деталей |
Ванна, моечная машина |
|
Проверка и дефектовка деталей |
|
Промытые детали подать на стол контроля. Все детали проверить и рассортировать |
Дефекты деталей и возможные методы ремонта
Детали |
Виды дефектов |
Заключение |
Валы, корпусы |
Местная кривизна |
Править до кривизны не более 1 мм на длине 2000 мм |
Детали турбины (статоры, роторы) |
Сквозные трещины, сколы, вмятины, забоины, износ лопаток по высоте более 4 мм |
Браковать |
Детали резино-металлической пяты – подпятники
- диски пяты |
Износ резины более 2 мм по высоте, концентричные риски глубиной более 1мм, набухание Износ по высоте более 1 мм, выработка, трещины, забоины |
Браковать
Браковать; Ремонтировать шлифованием торцевых поверхностей |
Опоры качения |
Трещины, выкрашивание шариков и беговых дорожек колец |
Браковать |
Радиальные резино-металлические опоры |
Раковины, забоины, задиры, износ по диаметру более 1,5мм, кольцевые выработки более 2,5мм |
Браковать |
Резиновая обойма винтовых двигателей |
Износ более 0.3…0.4 мм |
Браковать |
Рабочая пара статор-ротор винтовых двигателей |
Отсутствие натяга в рабочей паре Зазор более 0.01Der |
Браковать |
Технологический процесс сборки ГЗД
Турбинный двигатель
Операция |
Оборудование (приспособления) |
Чистка и смазка деталей турбобура |
Металлические щётки, ветошь, сжатый воздух, смазка |
Установка вала турбинной секции (шпиндельной секции) на стенд для сборки |
Тельфер, сборочный стенд |
Сборка деталей на валах турбинной секции (шпиндельной секции) |
Стенд для сборки |
Определение высоты регулировочного кольца для закрепления деталей на валах турбинных секций |
Стенд для сборки |
Закрепление деталей роторной сборки на валу |
Стенд для сборки, механический ключ |
Затаскивание сборки валов турбинной секции (шпиндельной секции) в корпуса секций |
Стенд для сборки |
Определение высоты регулировочных колец корпуса |
Стенд для сборки |
Закрепление переводников секций, ниппеля, шпинделя |
Ключ механический |
Контроль сборки |
Мерительный инструмент, цепной ключ |
Винтовой двигатель
Операция |
Оборудование (приспособления) |
Сборка клапана - подготовка деталей к сборке - сборка клапана - определение высоты регулировочного кольца, установка кольца - завинчивание и закрепление переводника |
Слесарный стол То же
То же Механический ключ |
Сборка карданного вала - подготовка деталей к сборке - сборка шарнира - закрепление гаек шарнира - сборка карданного вала |
Слесарный стол То же То же То же |
Сборка шпинделя - подготовка деталей к сборке - сборка деталей на валу - определение высоты регулировочного кольца - закрепление деталей на валу - определение высоты верхнего регулировочного кольца - закрепление переводника - закрепление ниппеля |
Слесарный стол Стенд для сборки Специальное приспособление
Стенд для сборки, шлицевой ключ, механический ключ Механический ключ Механический ключ |
Сборка секции двигателя (статор-ротор) -сборка рабочих органов
- установка карданного вала |
Механический ключ, втулки, пробки, шлицевой ключ Механический ключ |
Сборка винтового двигателя - установка рабочей секции на ключ - присоединение шпиндельной секции - закрепление резьбовых соединений - присоединение клапана |
Механический ключ ----------//------------- ----------//------------- ----------//------------- |
Контрольные вопросы
Перечислите причины засорения турбобура шламом;
Каковы причины остановки (незапуска) турбобура?
Каковы причины отворота роторной гайки (полумуфты)?
Перечислите причины замены винтового двигателя;
В какой последовательности производится разборка турбобура?
В какой последовательности производится разборка винтового двигателя?
В какой последовательности производится сборка турбобура?
В какой последовательности производится сборка винтового двигателя?
ПРАКТИЧЕСКАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИЙ ПРЕВЕНТОРОВ
Конструкция превенторов
1. Конструкция плашечного превентора
Плашенный превентор (рисунок 1) предназначен для герметизации устья скважины при наличии и отсутствии труб в скважине. Корпус 2 превентора представляет собой стальную отливку с вертикальным проходным отверстием и цилиндрическими фланцами с резьбой для шпилек. Соединение шпильками позволяет уменьшить высоту превентора, однако требует точной его подвески при монтаже противовыбросового оборудования, обеспечивающей совпадение осей шпилек и отверстий фланца. Число и диаметр шпилек определяют из расчета фланцевого соединения на герметичность. На опорных поверхностях фланцев имеются канавки для уплотнительной стальной кольцевой прокладки восьмигранного сечения.
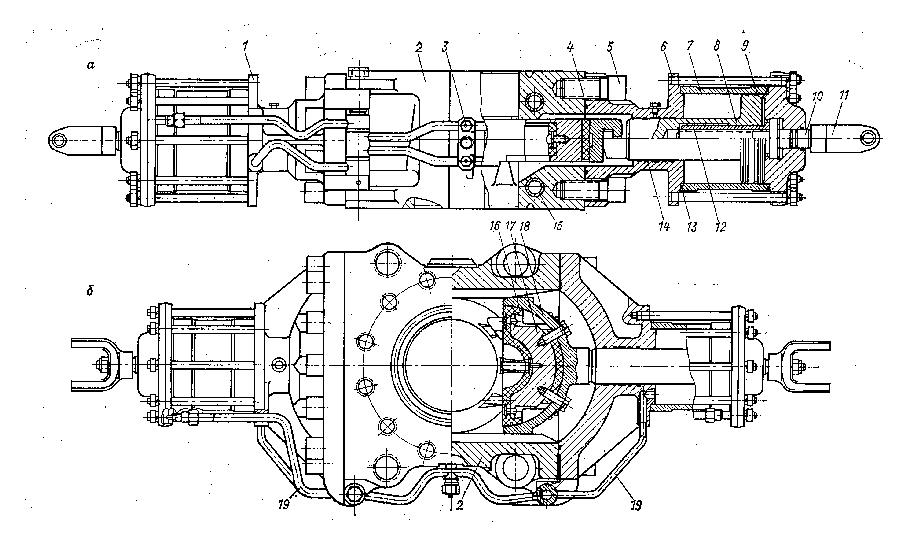
Рисунок 1
Корпус превентора снабжен горизонтальной сквозной полостью для размещения плашек 18. Снаружи полость закрывается боковыми крышками 1 и 6, которые крепятся к корпусу болтами 5. Стыки крышек с корпусом уплотняются резиновыми прокладками 4, установленными в канавках крышек. Используются и откидные крышки, шарнирно соединяемые с корпусом. Для предотвращения примерзания плашек в корпус превентора встраиваются трубки 15 для подачи пара в зимнее время. На боковых торцах крышек посредством шпилек крепятся гидроцилиндры 7 двустороннего действия для закрытия и открытия превенторов. Усилие, создаваемое гидроцилиндром, должно быть достаточным для закрытия превентора при давлении на устье скважины, равном рабочему давлению превентора.
Штоки поршней 8 снабжены Г-образным выступом для соединения с оправкой плашек. Под давлением рабочей жидкости, нагнетаемой из коллектора 3 по трубкам 19 в наружные полости гидроцилиндра, поршни перемещаются во встречном направлении и плашки закрывают проходное отверстие превентора.
При нагнетании рабочей жидкости во внутренние полости гидроцилиндров плашки раздвигаются и открывают проходное отверстие превентора. Поршни и штоки, а также неподвижные соединения гидроцилиндров уплотняются резиновыми кольцами 9, 13, 14.
Гидравлическое управление превентором дублируется ручным механизмом одностороннего действия, используемым при отключении и отказах гидравлической системы, а также при необходимости закрытия превентора на длительное время. Ручной механизм состоит из шлицевого валика 10 и промежуточной резьбовой втулки 12, имеющей шлицевое соединение с поршнем. Валик 10 посредством вилки 11 кардана и тяги соединяется со штурвалом, вынесенным на безопасное расстояние от устья скважины. При вращении валика по часовой стрелке резьбовая втулка 12 приводится в прямолинейное движение и перемещает поршень до замыкания плашек превентора. Расчетное время закрытия превентора составляет 10с при использовании гидравлической системы и 70с при ручном управлении. При обратном вращении винта поршни остаются неподвижными, а резьбовые втулки благодаря шлицевому соединению с поршнями возвращаются в исходное положение. После перемещения резьбовых втулок в исходное положение превентор можно открыть при помощи гидравлической системы управления. В плашечных превенторах применяют трубные плашки герметизации устья скважины с подвешенной колонной бурильных пли обсадных труб и глухие плашки при отсутствии в труб скважине. При необходимости используют специальные плашки для перерезания труб.
Плашки состоят из резинового уплотнителя 16 и вкладыш соединенных с корпусом болтами и винтами. Армированные металлические пластины придают уплотнителю необходимую прочность и противодействуют выдавливанию резины при расхаживании колонны труб. Наработка уплотнителя измеряется числом циклов закрытия превентора и суммарной длиной труб, протаскиваемых через закрытый превентор со скоростью 0,5 м/ч при давлении в гидроцилиндре и скважине не более 10 МПа. Согласно нормам, средняя наработка до отказа уплотнителя должна составлять не менее 300 закрытий превентора без давления и обеспечивать возможность протаскивания более 300 м труб через закрытый превентор.
2. Конструкция универсального превентора.
Универсальные превенторы обладают более широкими возможностями. Они герметизируют устье скважины при наличии и отсутствии вней колонны труб, вместе с тем позволяя сохранять герметичность устья скважины проворачивать бурильную колонну и протаскивать трубы вместе с муфтами и бурильными замками. Универсальный превентор способен герметизировать устье скважины независимо от диаметра и геометрической формы уплотняемого предмета.
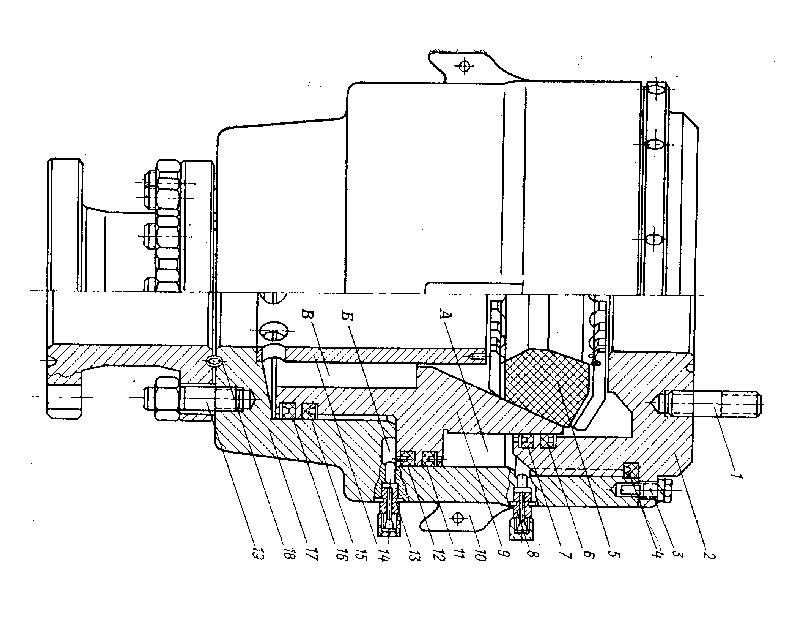
Рисунок 2 - Универсальный превентор
Корпус 17 (рисунок 2) представляет собой стальную отливку ступенчатой цилиндрической формы с опорным фланцем и шпильками 19 для крепления превентора, проушинами 10 для его подвески при монтажно-демонтажных работах и транспортировке.
В корпусе превентора располагаются полый ступенчатый поршень 9 резинометаллическая уплотнительная манжета 5 и предохранительная втулка 14.
Уплотнительная манжета, имеющая форму усеченного конуса с осевым отверстием, контактирует с конусным отверстием поршня и упирается в крышку 2, снабженную проходным отверстием и прямоугольной резьбой для свинчивания с корпусом превентора. Крышка уплотняется манжетой 4 и фиксируется в затянутом состоянии стопорным болтом 3. Глухие резьбовые отверстия на опорном фланце крышки предназначены для шпилек 1, используемых для крепления фланцевой катушки противовыбросового оборудования. Кольцевые канавки на опорных фланцах корпуса и крышки предназначены для металлических уплотнительных колец 18.
Между корпусом, крышкой и поршнем образуются полости А и Б, сообщающиеся посредством штуцеров 8 и 13 и трубопроводов с гидравлической системой управления противовыбросовым оборудованием. При нагнетании масла из системы гидроуправления в полость Б поршень перемещается вверх и внутренним конусом сжимает уплотнительную манжету в радиальном направлении. В результате деформации проходное отверстие манжеты оказывается полностью закрытым. При наличии инструмента манжета обжимает его и перекрывает сечение между превентором и инструментом. Давление нагнетаемого в превентор масла устанавливается регулирующим клапаном системы гидроуправления.
Для устранения утечек масла используются самоуплотняющиеся манжеты 6, 7, 11, 12, 15, 16 и уплотнительные кольца 18. Уплотнительная манжета удерживается в закрытом состоянии усилием, создаваемым устьевым давлением в скважине на площадь поршня в полости В превентора. Превентор открывается в результате нагнетания масла в полость А и при одновременном сливе из полости Б. Под давлением масла в полости А поршень перемещается вниз и освобождает манжету, которая разжимается благодаря собственной упругости. Расчетное время закрытия универсального превентора не должно превышать 30с.
Управление противовыбросовым оборудованием
Превенторы, и задвижки манифольдов ПВО открываются и закрываются с основного и вспомогательного пультов. Основной пульт вместе со станцией гидравлического управления устанавливается на расстоянии не менее 10 м от устья скважины. Обеспечивающим безопасность доступа к нему в случае возникновения пожара. Вспомогательный пульт располагается у поста бурильщика и дублирует основной пульт управления. Механический привод используется для закрытия плашечных превенторов в случае отказа гидравлического привода, а также для фиксации плашек в закрытом состоянии на длительное время.
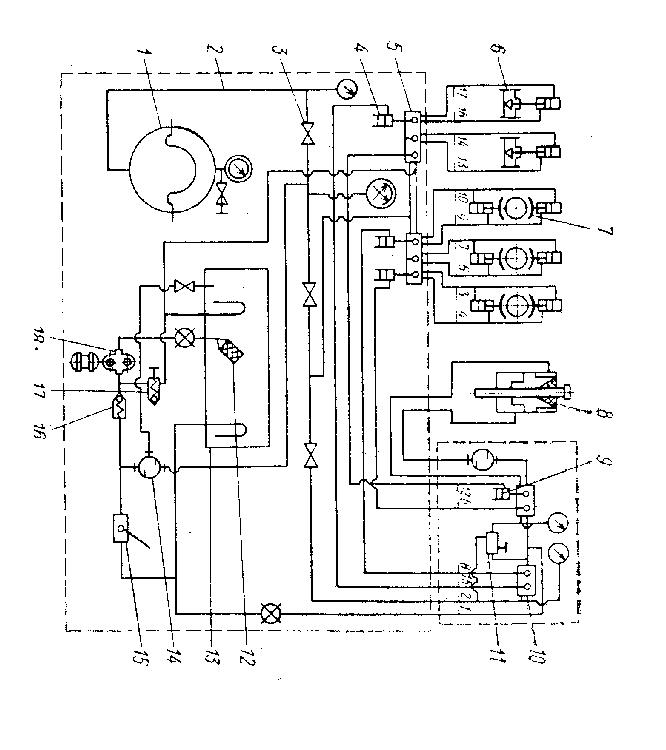
Рисунок 3 - Схема управления превенторами
Основной и вспомогательный пульты монтируют на отдельных рамах, представляющих собой компактные транспортабельные блоки. Общее представление о принципе действия привода противовыбросового оборудования можно получить из рассмотрения схемы на рисунке 3. Масло, используемое в качестве рабочей жидкости гидропривода, из бака 13 по маслосборнику 12 засасывается шестеренным насосом 18 и нагнетается через обратный клапан 16 и фильтр 14 в гидроаккумулятор, который представляет собой сферический баллон с диафрагмой, отделяющей масло от азота, заполняющего наддиафрагменную камеру гидроаккумулятора.
По мере поступления масла объем газовой камеры уменьшали и вследствие этого давление газа в гидроаккумуляторе возрастает. Рабочее давление в гидроаккумуляторе не превышает МПа и ограничивается предохранительным клапаном 17.
Благодаря гидроаккумулятору можно накопить энергию, необходимую для оперативного управления превенторами и задвижками, используя при этом насосы сравнительно небольшой мощности В случае отключения электроэнергии или отказа шестерённого насоса гидроаккумулятор заряжается ручным насосом 15.
Из гидроаккумулятора по трубопроводу 2 и вентили 3 масло нагнетается в блок распределителей 5 основного пульта, управляющих задвижками 6 и плашечными превенторами 7. Из распределителя основного пульта масло нагнетается в блокировочный цилиндр 9 вспомогательного пульта и далее в запорную камеру универсального провентора 8. Блокировочный цилиндр имеет одностороннее действие, при котором исключается возможность открыть превентор со вспомогательного пульта в том случае, когда он закрывается с основного пульта.
Управление плашечными превенторами и задвижками со вспомогательного пульта осуществляется посредством блока распределителей 10, подающих масло в блокировочные цилиндры ответствующих распределителей 6 основного пульта. В рассматриваемом случае блокировочные цилиндры используются для того, чтобы исключить возможность управления плашечными превенторами и задвижками с основного пульта при командах, получаемых со вспомогательного пульта. Отработанное масло поступает в приёмный бак 13, из которого вновь подаётся насосом 18 или 15 в гидроаккумулятор.
Контрольные вопросы
Перечислите состав ПВО
Какими основными параметрами характеризуется ПВО?
Для чего предназначены превенторы?
Для чего предназначен блок дросселирования?
Для чего предназначен блок глушения?
Конструкция и принцип действия плашечного превентора
Конструкция и принцип действия универсального превентора
Состав системы управления ПВО
Гидравлическая система управления ПВО
Ручная система управления ПВО
САМОСТОЯТЕЛЬНАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИИ ПРИВОДА ШСНУ (СК)
Рама 19 (рисунок 1) является основанием для размещения всех узлов привода и воспринимает все нагрузки, возникающие при работе. Она представляет собой две швеллерные балки, соединёнными поперечными связями. На раме крепится стойка 3 и редуктор 15 с электродвигателем 9. стойка 3 - четырёхногая, изготавливается из профильного проката. Она крепится к раме 19 болтами. На верхней части стойки имеется плита, на которой установлена опора балансира. Опора балансира (рисунок 1а) представляет ось 2 на оба конца которой устанавливаются сферические роликоподшипники 3, размещаемые в чугунных корпусах 4. Балансир крепится к оси болтами 5. К плите приварены четыре упора с установочными винтами для перемещения балансира в продольном и поперечном направлениях при центровке относительно скважины. Балансир 1 представляет собой двухбалочную конструкцию из профильного двутаврового проката. Головка балансира 23 поворотная.
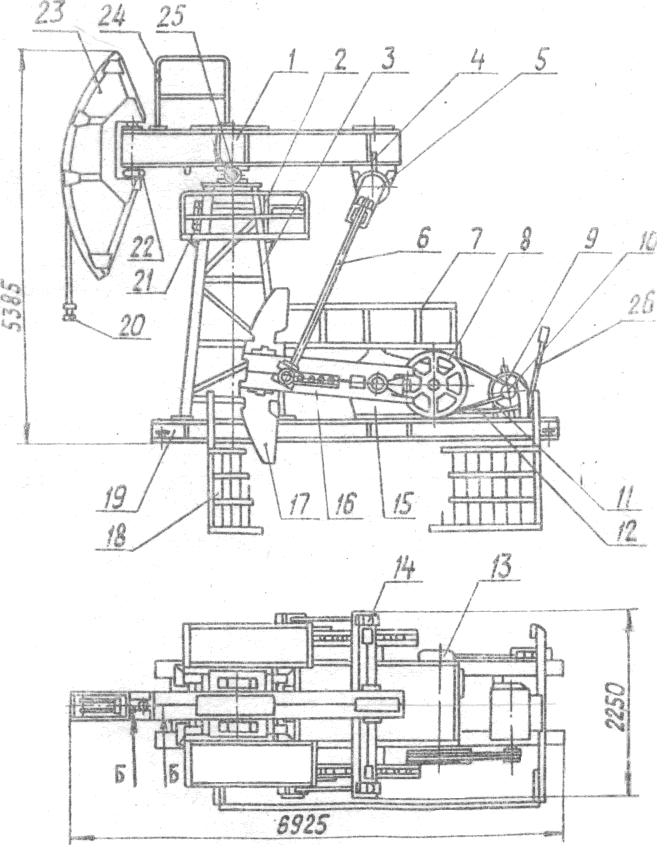
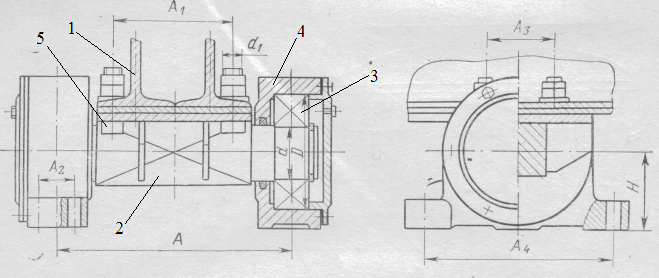
а)
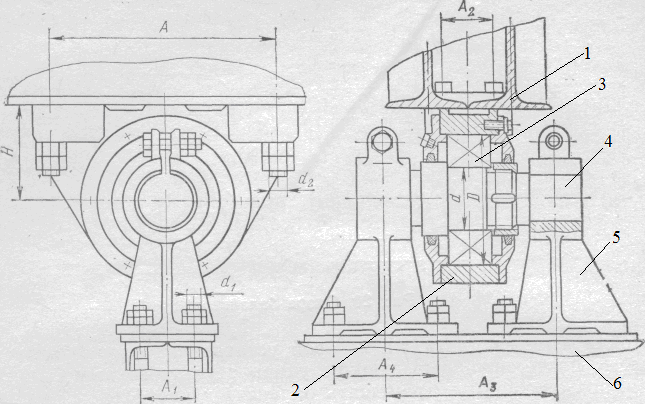
б)
Рисунок 1
Для фиксации поворотной головки в рабочем положении на верхней полке балансира имеется два винта 5 (рисунок 2). Для плавного поворота головки служит червячный редуктор 8, который крепится на нижней полке тела балансира.
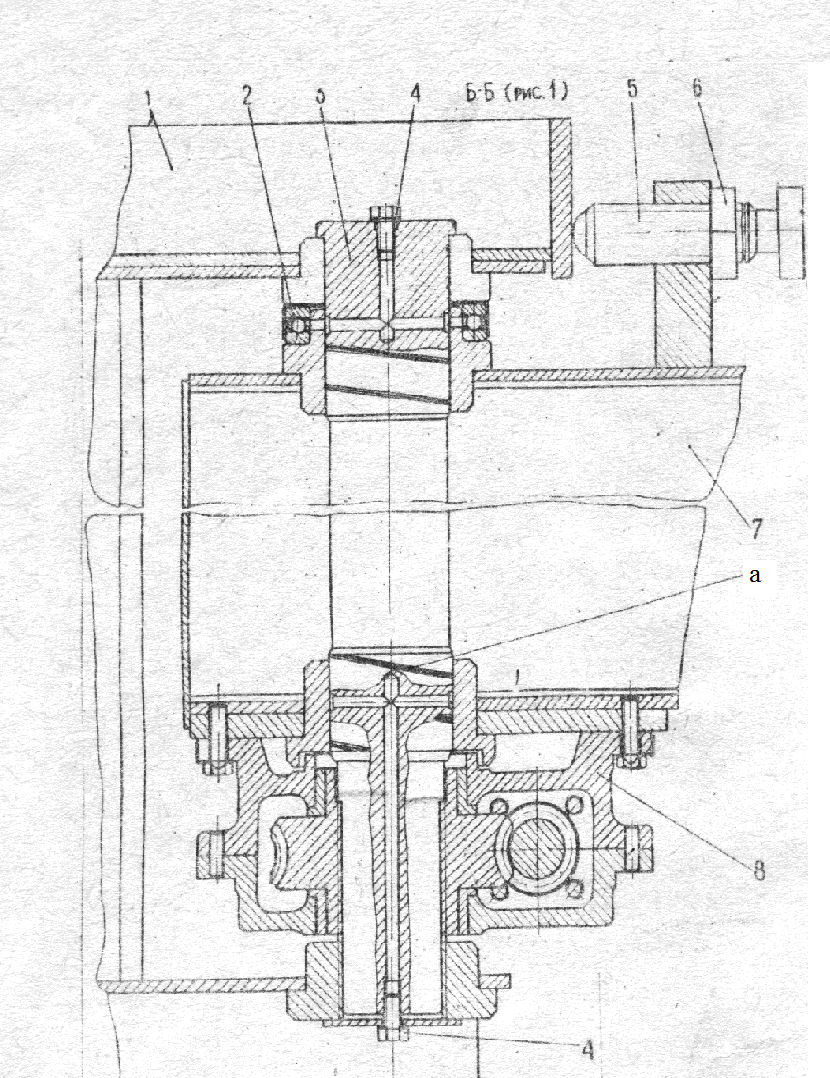
Рисунок 2
Траверса 14 представляет собой балку профильного проката и является соединительным звеном между балансиром и двумя параллельно работающими шатунами. Опора траверсы (рисунок 1б) шарнирно соединяет балансир 1 с траверсой 6. Средняя часть оси 4 траверсы установлена в подшипнике 3 корпус 2 которого крепится к полкам балансира. Концы оси фиксируются в отверстиях двух кронштейнов 5, которые крепятся к балке траверсы 6.
Шатун 6 изготавливается из трубы на одном конце, которой вварена верхняя головка шатуна, а на другом башмак. Палец верхней головки шатуна с помощью подшипника соединён с траверсой.
К башмаку болтами крепится нижняя головка шатуна (рисунок 3) с осью 8 кривошипа, установленной в подшипнике. Ось вставлена в отверстие кривошипа через разрезную втулку 2 и шайбу 4 и затягивается гайками. Кривошип 16 является ведущим звеном преобразующего механизма привода, в котором предусмотрено пять отверстий для изменения длины хода устьевого штока. Для установки и перемещения противовесов 17 на кривошипах имеются Т-образные пазы имеется шкала отсчёта. Перемещение противовесов по кривошипу производится с помощью специальной рукоятки с шестернёй. Стяжка на конце кривошипа обеспечивает его плотную посадку на ведомом валу редуктора.
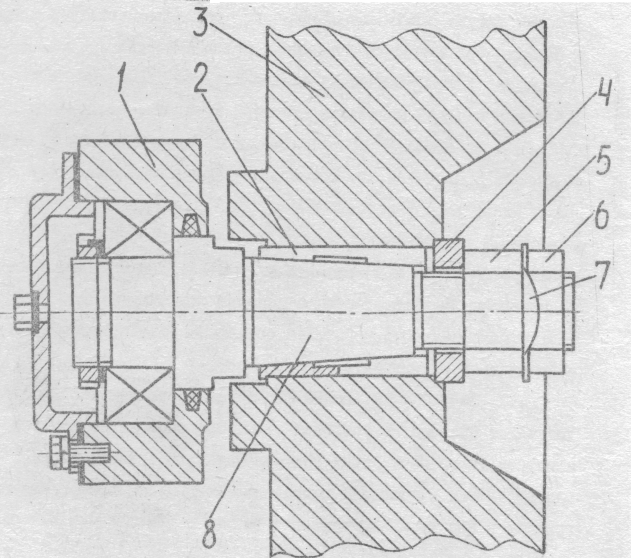
Рисунок 3
Редуктор 15 - трёхступенчатый с цилиндрическими прямозубыми колёсами на быстроходной ступени и с шевронным зубчатом зацеплением на тихоходных ступенях. Корпус редуктора имеет горизонтальную плоскость разъёма, которая проходит через оси ведущего 10 (рисунок 4) и ведомого 3 валов валы редуктора установлены на роликовых сферических двухрядных подшипниках. Смазка подшипников комбинированная: разбрызгиванием и принудительная с подводом масла по направляющим лоткам.
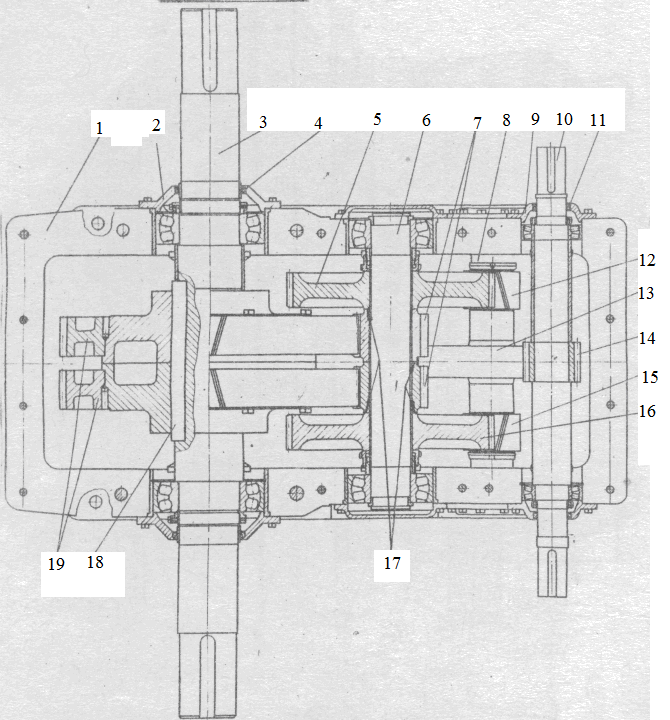
1 - картер нижний; 2 - крышка;3 - вал ведомый; 4, 11 - сальники; 5, 12, 15, 16 - шестерни второй ступени; 6, 8 - валы промежуточные; 7 - шестерни третьей ступени; 9 - крышка; 10 - вал ведущий; 13, 14 - шестерни первой ступени; 17 -кольца регулировочные; 18 - шпонка; 19 - шестерни ведомого вала;
Рисунок 4 - Редуктор
Симметричное расположение зубчатых колёс обеспечивает равенство реакций в опорах валов и уменьшает перекос и концентрацию нагрузки по ширине зуба колеса. Для шпонок кривошипов ведомый вал имеет по два шпоночных паза под углом 90 град, что при перестановке кривошипов позволяет продлить срок службы редуктора. На верхнем картере редуктора для осмотра зубчатых колёс расположен люк с крышкой. На крышке люка размещается горловина, через которую контролируется уровень масла. На концах ведущего вала насажены ведомый шкив клиноремённой передачи и шкив тормоза.
Тормоз 13 - двухколодочный. Правая 4 (рисунок 5) и левая 3 колодки крепятся на верхнем картере редуктора 2. Торможение шкива производится с помощью рычага 10, тяги 7 и плавающего рычага 6, шарнирно соединённого с подвижными концами тормозных колодок. На рычаге 10 управления тормозом имеется кнопка 11 посредством которой рычаг фиксируется в зубчатом секторе 9. Регулировка зазора между тормозными колодками и шкивом производится изменением длины тяги 7 муфтой 8 и положения упорного болта 5.
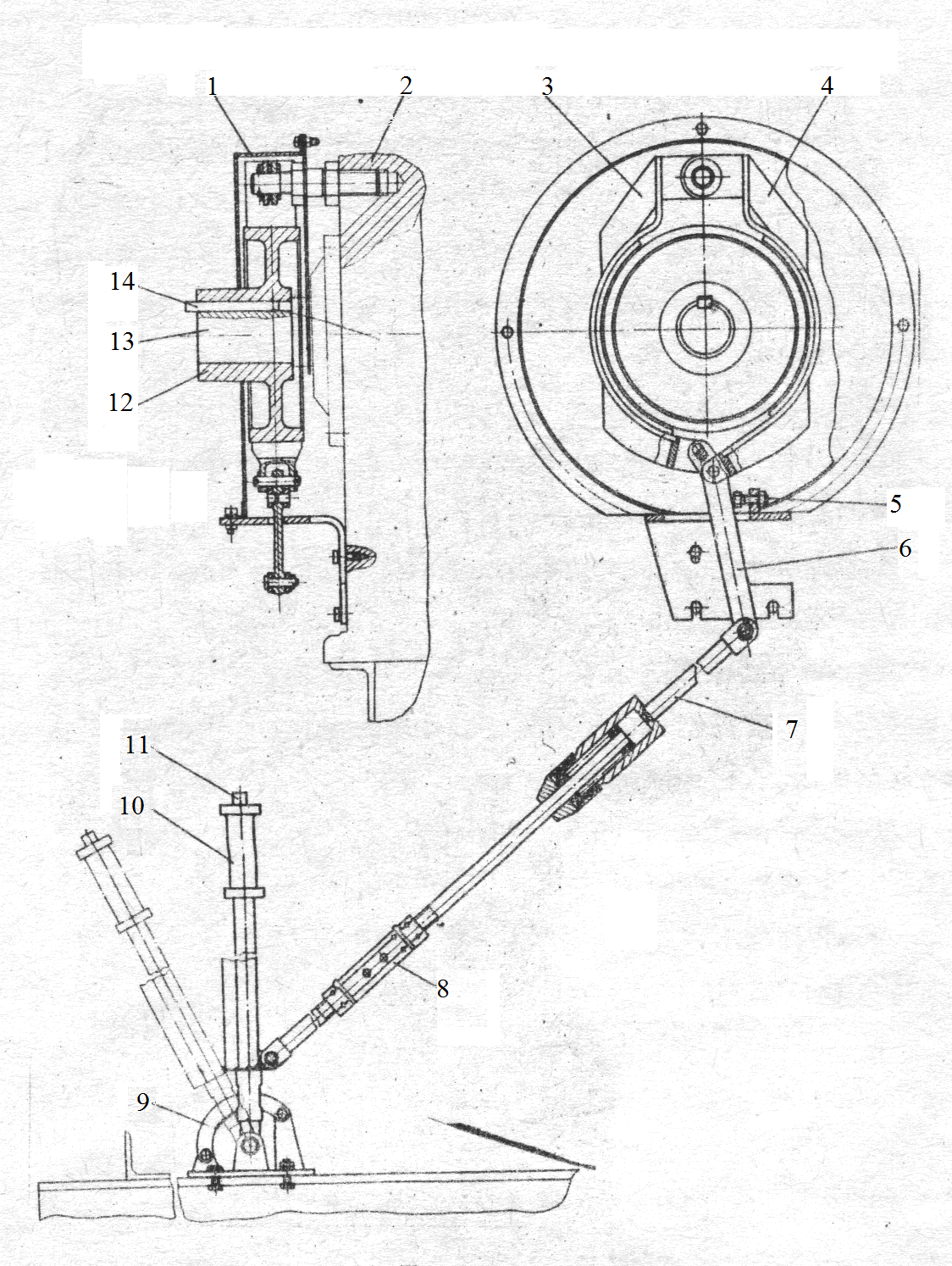
Рисунок 5
Технические требования к сборке редуктора
Промежуточный вал 8 (рисунок 4) собирается в нижних расточках картера, затяжка и стопорение гаек вала производится после установки валов 3 и 6. Осевой люфт валов 3 и 10 0,1…0,2 мм регулируется прокладками, устанавливаемыми под крышки валов со стороны ведомого шкива. Со стороны тормозного шкива между подшипниками и крышками подшипников имеется гарантированный зазор.
Положение шестерён 5, 7 промежуточного вала 6 в зацеплении регулируется кольцами 17 с толщиной 1, 2, 3 мм. Требуемая толщина регулировочного кольца определяется путём подбора кольца и установки его между торцами шестерён для обеспечения требуемого пятна контакта. После чего технологическое кольцо заменяется на штатное.
Выступание шестерён 7 за торец шестерён 19 не менее 1 мм, западание шестерён 5 и 16 за торец шестерён 12 и 15 не менее 1 мм.
Допуск симметричности валов 6, 8 относительно картера редуктора 3 мм. Боковой зазор в зацеплении сопряжённых шестерён должен быть в пределах 0,12…0,6 мм. Пятно контакта должно покрывать не менее 40% рабочей высоты зуба и не менее 50% длины зуба. Валы должны свободно проворачиваться от руки.
РЕМОНТ СТАНКОВ-КАЧАЛОК
1.Назначение и параметры станков-качалок
2.Конструкция станков-качалок
3. Основные ремонтные нормативы
3.1. Структура ремонтного цикла К5ТК
3.2.МРЦ =12960 м-ч.
3.3.МРП =2160 м-ч.
3.4.Срок службы 8 лет
4.Неисправности в процессе эксплуатации и их причины.
НЕИСПРАВНОСТИ |
ПРИЧИНЫ |
1.Произвольное перемещение узлов и деталей относительно друг друга. |
Ослабление затяжки болтов крепления. |
2.Вибрация привода. |
Значительное превышение числа качаний и нагрузки на устьевой шток. Неуравновешенность привода. |
3. Проворачивание оси и кривошипа. |
Ослабление затяжки оси в отверстии кривошипа. |
4. Задевание шатунов за кривошипы, периодический стук. |
Ослабление крепления опоры балансира к плите стойки. |
5. Нарушение соединения кривошипа с ведомым валом редуктора. Рывки кривошипа. |
Ослабление крепления стяжки кривошипа. Повреждение паза на валу или смятие шпонки. |
6.Проскальзывание устьевого штока или канатов в зажимах подвески. Обрыв отдельных проволок каната. |
Износ зубьев плашек.
Износ каната. |
7.Шум в подшипниках. |
Недостаточно смазки. Износ или поломка подшипников. |
8.Пробуксовка и рывки ремней. |
Ослабление натяжения ремней. Износ, удлинение ремня. |
9.Нагрев корпуса редуктора. |
Избыток или недостаток масла в редукторе. Перегрузка редуктора. |
10.Работа редуктора с периодическими ударами и пульсацией. |
Неравномерная нагрузка на редуктор при ходе балансира вверх и вниз. |
11.Негерметичность корпуса редуктора по разъему, подтекание масла. |
Ослабление затяжки болтов от крепления крышки к корпусу редуктора. Отсутствие герметизирующей пасты по линии разъема. |
12. Течь масла под боковыми крышками. |
Незатянуты болты крепления крышек. Избыток масла в редукторе. |
13.Стук в редукторе. |
Ослаблена затяжка гаек промежуточных валов. Зазор между ступицами шестерен более 0,2 мм. |
5.Техническое обслуживание.
Техническое обслуживание привода проводится с целью предотвращения возникновения возможных неисправностей и увеличения срока его службы.
5.1 Виды и периодичность технического обслуживания:
а) контрольный осмотр;
б) ежеквартальное обслуживание;
в) полугодовое обслуживание;
г) сезонное обслуживание (весной и осенью).
Контрольный осмотр проводится через каждые трое суток работы привода. При осмотре привод без необходимости не включать.
Через первые 15 суток работы привода при контрольном осмотре (с остановкой) дополнительно необходимо выполнить следующие операции:
а) очистить магнитную пробку от металлических частиц;
б) проверить натяжение клиновых ремней;
в) затянуть повторно все болты крепления и стяжку кривошипа ключом с усилием
100-120 кгс*м.
Перечень работ выполняемых при различных видах обслуживания.
СОДЕРЖАНИЕ РАБОТ |
ИНСТРУМЕНТ, ПРИСПОСОБЛЕНИЯ МАТЕРИАЛЫ |
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
|
Контрольный осмотр |
||
1.Проверить уравновешенность привода по показаниям контрольного прибора. 2.Проверить отсутствие вибраций, посторонних шумов (визуально и на слух). 3.Устранить обнаруженные неисправности. В случае необходимости остановить привод. При вынужденной остановке дополнительно проверить:
|
Штатный прибор пульта управления.
слесарный инструмент
по штатному маслоуказателю
слесарный инструмент
|
Работа неуравновешенного привода не разрешается. Наличие вибраций и посторонних шумов не допускается. Эксплуатация неисправного привода не допускается.
Ослабление затяжки не допускается. Деформации и взаимные смещения не допускаются. Уровень масла в редукторе должен располагаться между писками на маслоуказателе. Втулка 5(рис.10) не должна проворачиваться от усилия руки при ослабленной гайке. |
Ежеквартальное обслуживание |
||
1.Выполнить операции контрольного осмотра. 2.Дозаправить смазку: в подшипники опоры балансира и траверсу; в подшипники верхних и нижних головок шатунов. 3.Смазать: 1) упорные винты опоры балансира; 2) винт механизма натяжения ремней; 3) винты и оси стяжки и оси поворота головки балансира; 4) поверхность скольжения головки по телу балансира;
4. Очистить магнитную пробку от металлических частиц и, при необходимости дозаправить масло в корпус редуктора. 5. Проверить состояние тормоза и правильность его регулировки. |
слесарный инструмент шприц-пресс, смазка, ветошь
смазка, ветошь
масло, ветошь, ключ комбинированный.
|
Устранить обнаруженные неисправности. До выхода смазки через уплотнения.
Смазку нанести тонким слоем.
Уровень масла в редукторе должен располагаться между рисками на маслоуказателе.
|
ПОЛУГОДОВОЕ ОБСЛУЖИВАНИЕ |
||
1.Выполнить операции ежеквартального обслуживания. 2.Дозаправить смазку в подшипники валов редуктора.
3.Залить масло в редуктор в количестве 100-120 л. |
слесарный инструмент, шприц-пресс, смазка, ветошь
тара, масло, ветошь, ключ комбинированный |
Обнаруженные неисправности устранить. По 200 г смазки в каждый подшипник (30-40 качков рукоятки шприц-пресса). Уровень масла в редукторе должен располагаться между рисками на маслоуказателе. |
Сезонное ОБСЛУЖИВАНИЕ |
||
Очистить магнитную пробку от металлических частиц и залить масло в редуктор в количестве 100-120 л. |
тара, масло, ветошь, ключ комбинированный |
Уровень масла в редукторе должен располагаться между рисками на маслоуказателе. |
Ремонтные эскизы: ось опоры балансира, палец кривошипа.
Ремонт станков-качалок
Надежность и долговечность станков-качалок достигается за счет своевременного их технического обслуживания и проведения плановых ремонтов. В процессе эксплуатации станков-качалок возможны и внеплановые ремонты, вызванные отказами и авариями.
Ремонты станков-качалок подразделяются на два вида: текущий и капитальный.
Текущий ремонт должен обеспечивать работоспособность станков-качалок до их капитального ремонта. При текущем ремонте проверяют состояние станка-качалки. При необходимости заменяют: канатную подвеску, шатуны, тормозной шкив и ленты, исправляют погнутости, ремонтируют раму, лестницы и ограждения, проверяют и регулируют соосность соединений кривошипов с шатунами, заменяют изношенные ремни и регулируют их натяжение, проверяют фиксаторы головки, заменяют при износе крепежные и стопорные детали, меняют смазку, регулируют станок-качалку и при необходимости его красят. Ремонт завершается уравновешиванием станка-качалки.
При текущем ремонте редуктора станка-качалки его частично разбирают. Проверяют состояние валов, вала-шестерни, шкива, крышек подшипников; проверяют и при необходимости заменяют изношенные подшипники; регулируют осевой зазор подшипников качения; заменяют изношенные манжеты, уплотнительные кольца, прокладки; исправляют шпоночные пазы валов и зачищают зубья шестерен; заменяют изношенные крепежные и стопорные детали; после сборки и смены смазки регулируют легкость вращения редуктора.
Капитальный ремонт. Кроме работ, перечисленных при текущем ремонте, предусматривает полную разборку узлов и их ремонт. Восстанавливают или заменяют пришедшие в негодность основные узлы и детали СК; полностью разбирают и ремонтируют редуктор. При капитальном ремонте редуктора основными работами являются реставрация или смена валов и зубчатых колес с последующей обкаткой отремонтированного редуктора вхолостую и на максимально допустимых нагрузках.
Капитальный ремонт станков-качалок, восстанавливающий технические данные до паспортных, выполняется специализированными ремонтно-монтаж-ными бригадами по методу узлового ремонта. При этом узел, включающий негодные детали, заменяют новым или отремонтированным. Замененный узел передают на ремонтную базу для восстановления. Такая замена в существующих типах станков-качалок возможна, так как присоединительные и посадочные размеры выполняют в пределах допусков, а сами детали и узлы взаимозаменяемы.
Пример:
Критерии отбраковки и рекомендации по ремонту корпуса подшипника опоры балансира
Наименование дефектов, номинальные, и предельные размеры, способ установления дефектов и контрольный инструмент
1. Трещины (внешний осмотр) Браковать
Рекомендуемый способ ремонта
2. Износ поверхности по диаметру D1 (нутромер) |
Ремонтировать при размере более допустимого наплавкой или хромированием с последующей обработкой до номинального размера. |
||
Станок-качалка
|
D1 |
||
Номинальный размер |
Допустимый размер без ремонта |
||
СКН5,6СК, 11Р9, СКД8, ПШГН8 |
215 Н7(+0,46) |
215,072 |
|
7СК, СКН10 |
280 Н7(+0,052) |
280,081 |
|
11Р12 |
240 Н7(+0,046) |
240,072 |
|
3. Забитость, смятие резьбы М16х2 (внешний осмотр, резьбовой калибр)
Ремонтировать перенарезанием резьбы на ремонтный размер М18х2
Ремонтный чертёж
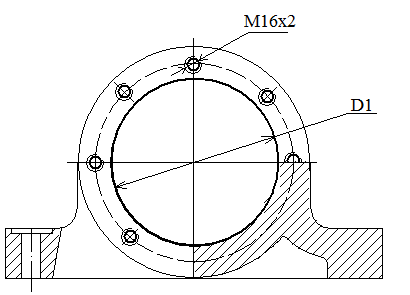
САМОСТОЯТЕЛЬНАЯ РАБОТА
ИЗУЧЕНИЕ КОНСТРУКЦИИ НАСОСА ТИПА ЦНС
Насос центробежный многоступенчатый секционного типа с односторонним последовательным расположением ступеней и автоматическим уравновешиванием осевого усилия ротора разгрузочным устройством. Концевые уплотнения ротора насоса могут быть сальниковыми или торцевыми. Насос приводится в действие от электродвигателя через зубчатую муфту.
Базовыми деталями насоса (рисунок 1) являются входная 1 и напорная 8 крышки со всасывающим и нагнетательными патрубками соответственно. Между которыми располагаются секции проточной части. В крышках на подшипниках скольжения 15 и 10 установлен ротор 12, уплотнения концевые переднее 13 и заднее 9.
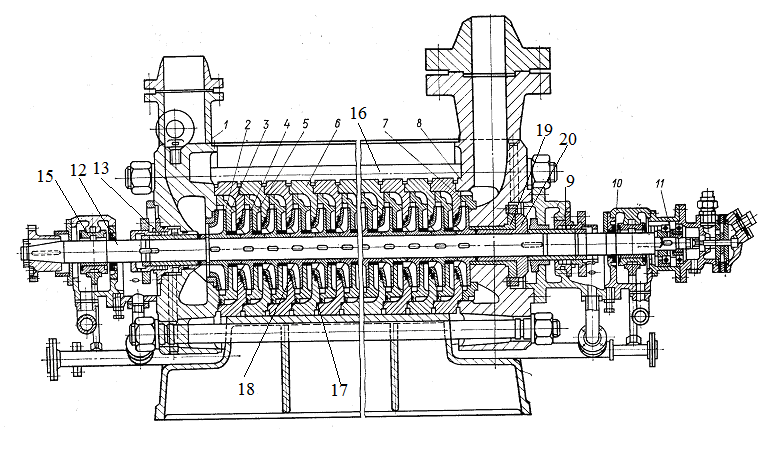
Рисунок 1
Секции проточной части центрируются между собой на заточках и стягиваются шпильками 16. Герметичность стыков обеспечивается «металлическим» контактом уплотнительных поясков крышек и секций. Дополнительно в стыках установлены уплотнительные резиновые кольца 17. Каждая секция состоит из корпусов ступеней 6, 7, направляющих аппаратов 3, 5 рабочего колес 2, 4 и стальных уплотнительных колец 18.
Насос опирается на плиту четырьмя лапами с помощью болтов.
Гидравлическое усилие, действующее на ротор воспринимается гидравлической пятой, установленной в напорной крышке насоса. Основными деталями гидравлической пяты являются втулка пяты 19, закреплённой неподвижно в напорной крышке и разгрузочный диск 20, установленный на валу ротора. Подшипник 11 предназначен для восприятия осевого усилия, направленного в сторону нагнетания при запуске насоса.
Более детально основные части и узлы насосов показаны на рисунках 2 (проточная часть), 3 (опорный подшипник скольжения), 4 (концевое сальниковое уплотнение), 5 (торцевое уплотнение), 6 (разгрузочное устройство ротора).
Проточная часть (рисунок 2). В секциях 4, 6, 12 по напряжённой посадке установлены направляющие аппараты 3, 7, 11. От проворота направляющие аппараты стопорятся в секциях штифтами. Рабочие колёса 1, 8, 9, насажены на вал по скользящей посадке и уплотняются в секциях стальными уплотнительными кольцами 2 и 5. Принцип уплотнения щелевой и лабиринтный.
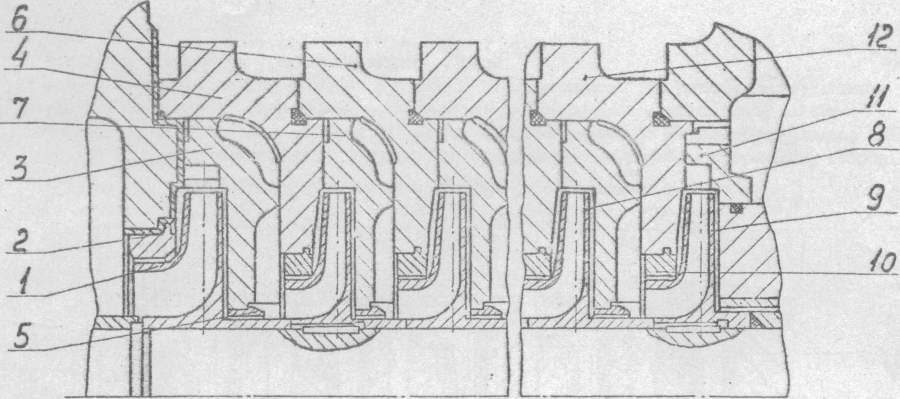
1 - колесо рабочее первой ступени; 2 - кольцо уплотнительное; 3 - аппарат направляющий первой ступени; 4 - секция первой ступени; 5 - кольцо уплотнительное; 6 - секция промежуточной ступени; 7 - аппарат направляющий промежуточной ступени; 8 - колесо рабочее промежуточной ступени; 9 - колесо рабочее последней ступени; 10 - кольцо уплотнительное; 11 - аппарат направляющий последней ступени; 12 - секция последней отупении.
Рисунок 2 - Насос центробежный типа ЦШ 180 М (проточная часть).
Опоры ротора (рисунок 3). Опорами ротора служат подшипника скльжения с принудительной смазкой. Вкладыши подшипников 3 стальные, залитые баббитом имеют цилиндрическую посадку в корпусе 5 подшипника. В корпусе подшипника имеется отверстие с дроссельной шайбой 7 для подвода в него масла и установки датчика температуры. Для слива масла внизу предусмотрен патрубок 6. для фиксации вкладышей от проворота предусмотрен штифт 2. подшипник закрывается

Рисунок 3
Концевые уплотнения (рисунок 4, 5). Переднее и заднее концевые уплотнения представляют собой щелевые уплотнения и уплотнение с мягкой сальниковой набивкой марки АГ 12×12. щелевое уплотнение предназначено для разгрузки сальника с отводом воды в безнапорную ёмкость. Пакет самоустанавливающихся сальниковых уплотнений установлен в гильзе и обжат с обоих сторон кольцами. Вместе с кольцами и гильзой пакет набивки при ее обжатии выставляется соосно на валу, что предотвращает износ уплотнения. Для уравновешивания осевого усилия в насосе применяется гидравлическая пята, установленная в напорной крышке 1 (рисунок 5). Она состоит из диска гидравлической разгрузки 4, втулки гидропяты 2, втулки уплотнения 6 и рубашки задней 7. Во время работы насоса жидкость проходит через кольцевой зазор, образованный втулкой разгрузки и цилиндрической поверхностью диска и давит на торцевую часть диска пяты с усилием, которое по величине равно сумме усилий, действующих на рабочие колёса, но направленное в сторону нагнетания. Таким образом, уравновешивается осевое усилие, действующее на ротор насоса и направленное в сторону всасывания. Равенство усилий устанавливается автоматически, благодаря возможности осевого перемещения ротора насоса.
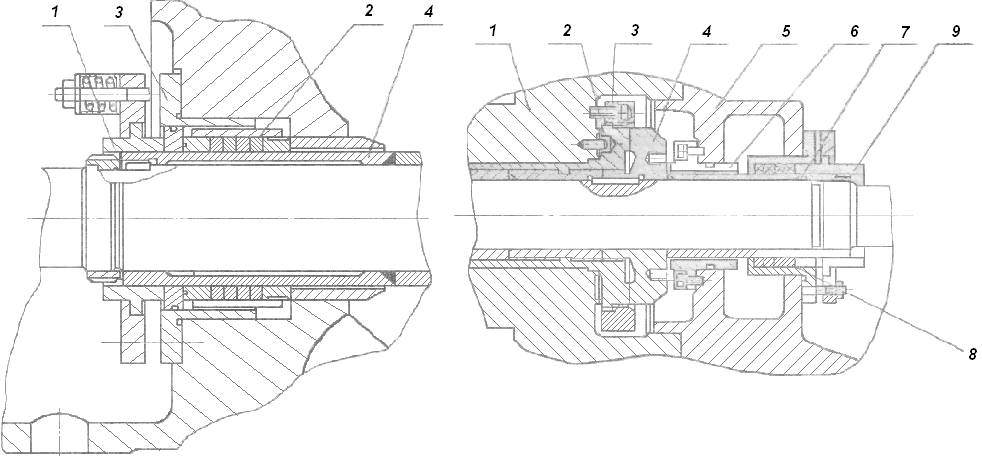
1 - втулка; 2 - набивка плетеная 1 - крышка напорная; 2 - втулка пяты;
АГ-12Х12; 3 - корпус сальника; 3 - фланец прижимной; 4 - диск разгру-
4 - рубашка передняя; зочный; 5 - корпус; 6 - втулка уплотнения;
7 - рубашка задняя; 8 - набивка; 9 - втулка
Рисунок 4 - Уплотнение концевое Рисунок 5 - Уплотнение концевое
переднее
Торцевое уплотнение (рисунок 6). В торцевом уплотнении ЦНС 63 - 1400 можно выделить семь основных конструктивных элемента. Пара трения состоит из двух колец 1 и 2, изготовленных из силицированного графита и плотно прилегающих одно к другому по торцевой, кольцевой поверхности. Кольцо 1 зафиксировано в корпусе 11 и герметизировано резиновым уплотнительным кольцом. Кольцо 2 установлено на рубашке 7 и герметизировано резиновым уплотнительным кольцом 5. Упругий элемент, обеспечивающий постоянный плотный контакт между кольцами состоит из пружин 19.
РЕМОНТ ЦЕНТРОБЕЖНОГО НАСОСА СЕРИИ ЦНС180
1. Назначение и параметры ЦНС
2. Конструкция ЦНС
3. Основные ремонтные нормативы
3.1. Структура ремонтного цикла К5ТК
3.2.МРЦ =12960 м-ч.
З.З.МРП=2160м-ч.
3.4. Срок службы 8 лет
4. Условия эксплуатации ЦНС
5. Неисправности в процессе эксплуатации и их причины.
НЕИСПРАВНОСТИ |
ПРИЧИНЫ |
Насос при пуске не развивает подачу и давление |
Оборвался затвор задвижки на всасывании; Забитость сетки фильтра; Износ уплотнений рабочих колёс |
Нарушена герметичность стыков ступеней |
Ослабление затяжки шпилек; Повреждение сопрягаемых поверхностей |
Не уравновешено осевое усилие |
Износ диска и втулки гидропяты; Повышенное давление в камере гидропяты |
Повышенная вибрация насоса |
Биение ротора; Нарушена балансировка ротора; Нарушена центровка ротора с валом двигателя; Износ вкладышей подшипников; Вибрация трубопроводов |
Повышенный нагрев подшипников |
Низкое давление в маслосистеме; Нарушена центровка роторов; Недостаточный зазор во вкладышах; Неисправность маслонасоса; Засорение маслопроводов, маслофильтров |
Пропуск в сальниках |
Износ сальниковой набивки Биение защитных рубашек |
6. Техническое обслуживание
Контроль параметров
давление на входе
давление на выходе
мощность двигателя (токовая нагрузка)
давление в трубке разгрузки
давление масла в конце масляной магистрали
давление охлаждающей воды
температура подшипников
осевой разбег ротора
Раз в месяц проверять качество и количество масла в маслобаке, производить контроль фланцевых и резьбовых соединений, замену сальниковой набивки.
7. Работы капитального ремонта
7.1. Разборка насоса
снятие полумуфты
снятие крышек подшипников 15, 10 извлечение вкладышей
снятие корпусов подшипников
снятие маслоотбойных колец
снятие корпусов сальников и задней защитной гильзы 9
снятие диска гидропяты 20
отворачивание гаек на шпильках и снятие шпилек 16
отсоединение и снятие напорной крышки 8 (снимать втулку пяты без необходимости не рекомендуется)
снятие секций 6 (направляющие аппараты вынимать из секций не рекомендуется)
вынуть в сторону нагнетания вал 12 с передней защитной гильзой 13
7.2. Дефектовка деталей. Возможные методы ремонта.
Вал - износ цапф более 0,5 мм
радиальное биение более 0,3мм
Рабочие колёса - обломы, трещины, выбоины, промоины износ в местах уплотнений более 2 мм
Направляющие аппараты - не должны болтаться в секциях
- обломы, трещины, выбоины, промоины износ в местах уплотнений более 2 мм Всасывающая крышка - промоины Диск и втулка гидропяты - износ рабочих поверхностей
7.3. Ремонт деталей
Всасывающая крышка - заплавка промоин специальными электродами
Вал - правка
Диск и втулка гидропяты - наплавка рабочих поверхностей
Защитные гильзы - наплавка или металлизация наружной поверхности
Вкладыши подшипников - перезаливка баббита
Требования к отремонтированному насосу
Суммарный осевой разбег 5...8 мм
Прилегание диска и втулки пяты не менее 70%
Зазор во вкладышах 0,06...0,21 мм
Сальниковые кольца новые, смещение разрезов на 90 град.
Биение вала не более 0,015 мм
Утечки через сальники - тонкая струйка, разрываемая на капли
Контрольные вопросы
1. Из каких деталей состоит ступень насоса
2. Перечислите детали ротора
3. Как контролируется работа маслосистемы
4. Укажите рабочие поверхности деталей гидропяты
5. Какова последовательность разборки насоса
6. Как механизирован процесс разборки
7. Как изнашиваются рабочие колеса, защитные гильзы, вал
8. Как контролируется вал
9. В чём сущность статической балансировки
Ремонтные чертежи диска и втулки гидропяты.