

Міністерство освіти і науки України
Національний лісотехнічний університет України
Кафедра технології виробів з деревини
С.А. ГРИЦАК
КОНСПЕКТ ЛЕКЦІЙ
з дисципліни:
”Технологія м’яких меблевих виробів”
Частина 3. КОМПЛЕКТУЮЧІ ВИРОБИ ДЛЯ ВИГОТОВЛЕННЯ М’ЯКИХ МЕБЛІВ
Львів-2006
Розглянуто i рекомендовано для використання в навчальному процесі на засіданні Ради технологічного факультету НЛТУ України
(протокол № ______ від "_____"___________________ 2006 р.)
АВТОР: к.т.н., доцент С. А. Грицак
РЕЦЕНЗЕНТИ: к.т.н., доцент І.Г. Войтович (НЛТУ України)
ЗМІСТ
1. Пружини і пружинні блоки
2. Еластичні і пружні сітки
3. Вироби із металу, фурнітура
4. Механізми трансформації
КОМПЛЕКТУЮЧІ ВИРОБИ ДЛЯ ВИГОТОВЛЕННЯ М’ЯКИХ МЕБЛІВ
1. Пружини і пружинні блоки
1.1. Виготовлення конусних і циліндричних пружин
Виготовлення конусних і циліндричних пружин полягає в навиванні спіралі пружини, зав'язуванні вузла кінцевого кільця пружини і термічної обробки пружин.
Навивання пружин. Верстат W-38/sw фірми “Spuhl” (рис. 1) призначений для навивання з дроту двоконусних, одноконусних і циліндричних пружин.
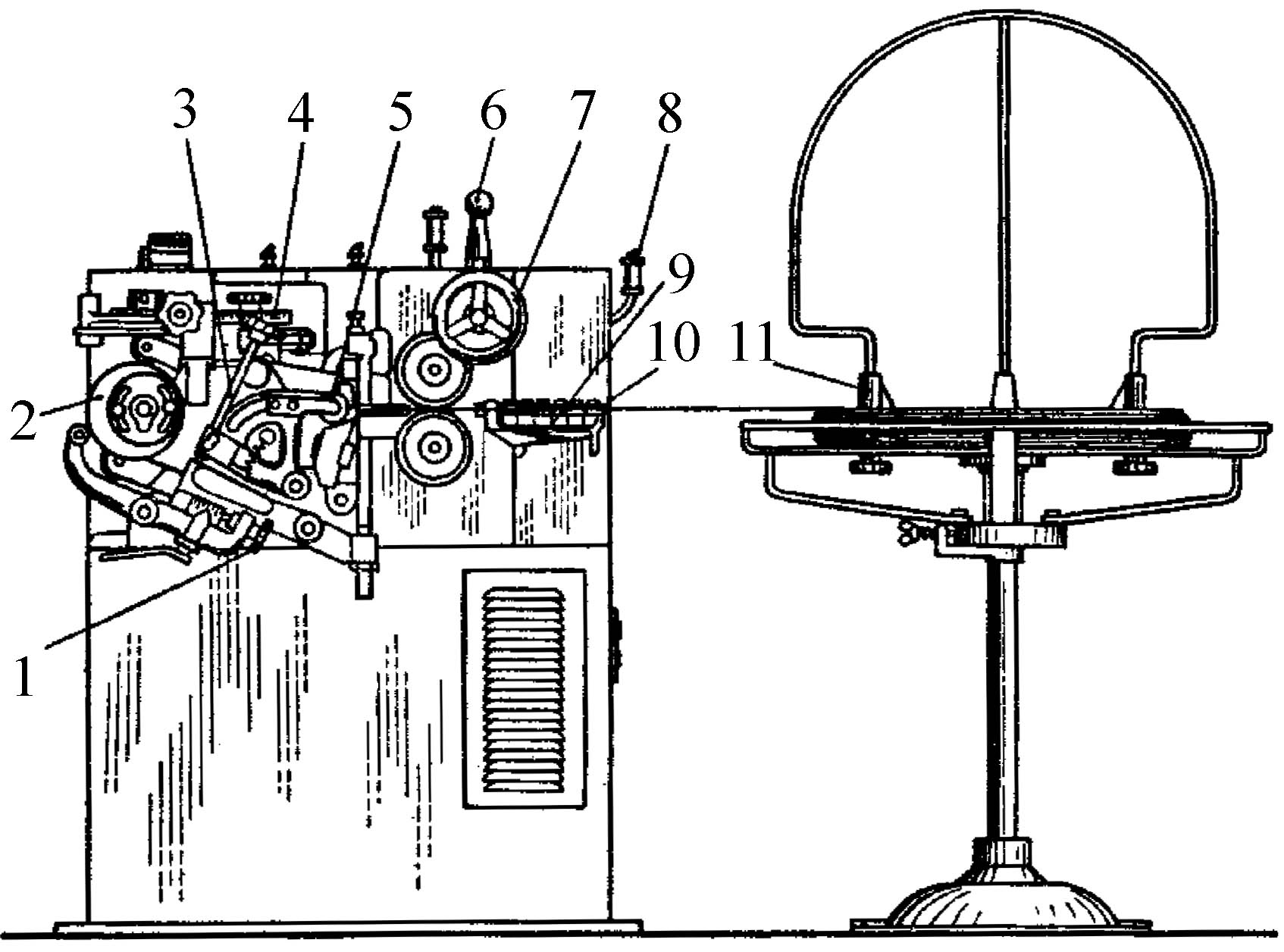
Рис. 1. Будова машини W-38/sw фірми “Spuhl”: 1 - механізм налагоджування конусності пружин, 2 - ексцентрик, 3 - механізм регулювання діаметра пружин, 4 - механізм регулювання кроку витків пружин, 5 - механізм навивання пружин, 6 - рукоятка включення муфти, 7 - маховичок подаючих роликів, 8 - крапельниця, 9 - ролики, 10 - випрамляючі ролики, 11 - мотовило
Технічна характеристика верстата W-38/sw:
Товщина дроту, мм 1,8...4,2
Діаметр кінцевого кільця пружин, мм 25...170
Довжина відрізка дроту пружини, мм 660...3270
Потужність електродвигуна, кВт 3
Частота обертання електродвигуна, об/хв 950
Продуктивність верстата складає від 20 до 40 пружин у хвилину при довжині дроту 2000 мм.
Верстат можна налагоджувати на виготовлення пружин з різними діаметрами, конусністю і формою. Це досягається установкою різних за формою ексцентриків, зміною положення ексцентрика щодо фланця і контрфланця і відповідним налагоджуванням верстата.
На верстаті можна одержати і одноконусні пружини. Для цього необхідно установити відповідний ексцентрик, як це зазначено в інструкції з експлуатації верстата. Параметри одноконусних пружин регулюють так само, як параметри двоконусних і циліндричних пружин.
Зав'язування кінцевих кілець пружин. Конусні і циліндричні пружини при установці їх на основи меблів закріплюють скобами. Дуже важливо, щоб у процесі експлуатації вони не створювали шуму і не змінювали діаметр кінцевих кілець. Для цього кінці кілець пружин зав'язують у вузли вручну за допомогою металевого штиря з отвором чи на верстатах-напівавтоматах.
Верхнє чи нижнє кільце пружин закріплюють у тисках. Кінець дроту пружини просмикують в отвір штиря і поворотом за два рази зав'язують вузол. Такий спосіб дуже, трудомісткий. Існують різні верстати-напівавтомати, що дозволяють механізувати операцію зав'язування вузла, наприклад вузлов’язальна машина ДО-27\sw фірми “Spuhl” (рис.2). Зав'язування вузла може бути з великим і малим плечем і без нього. Зав'язування вузла з плечем забезпечує постійність діаметра кінцевих кілець пружин у процесі експлуатації.
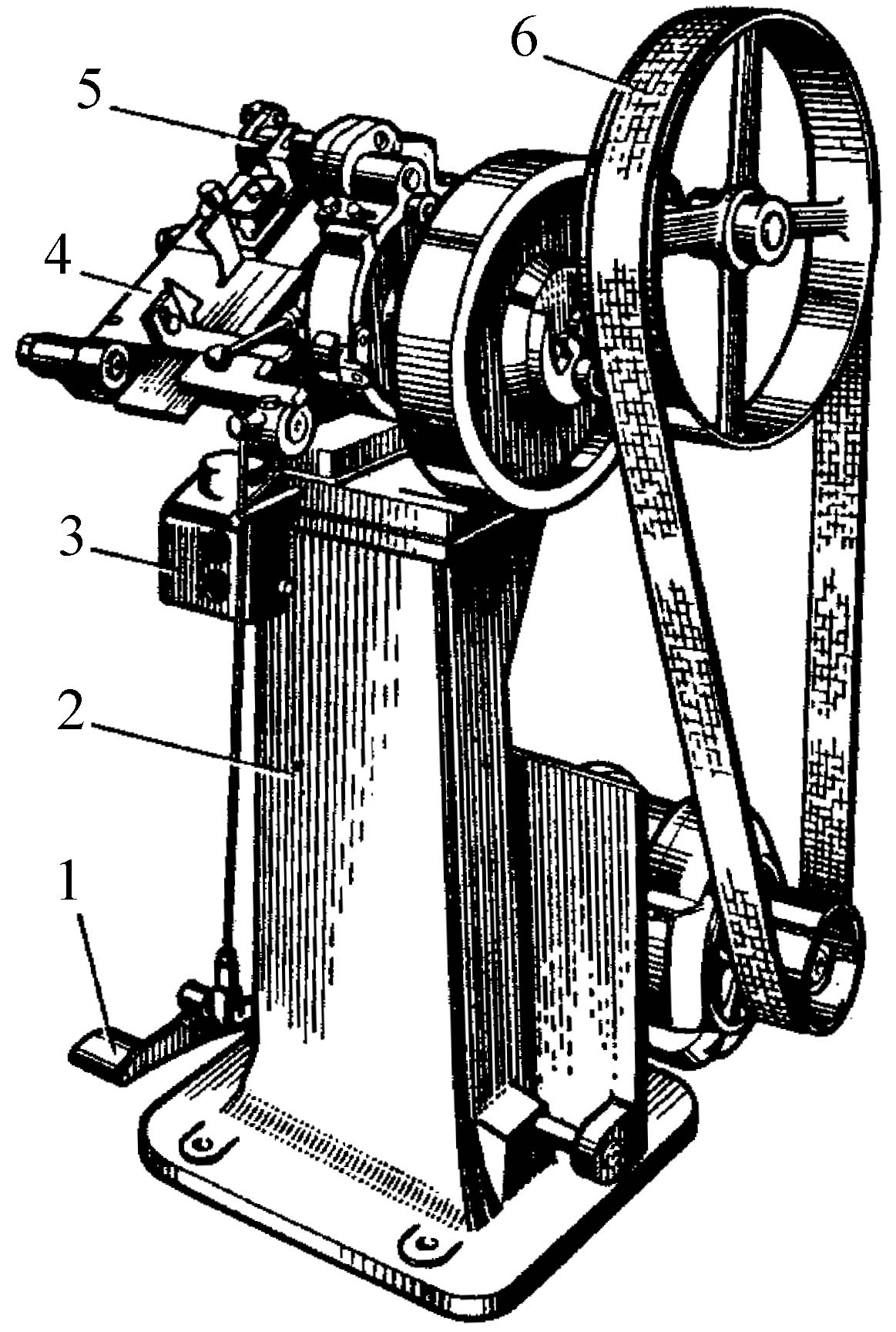
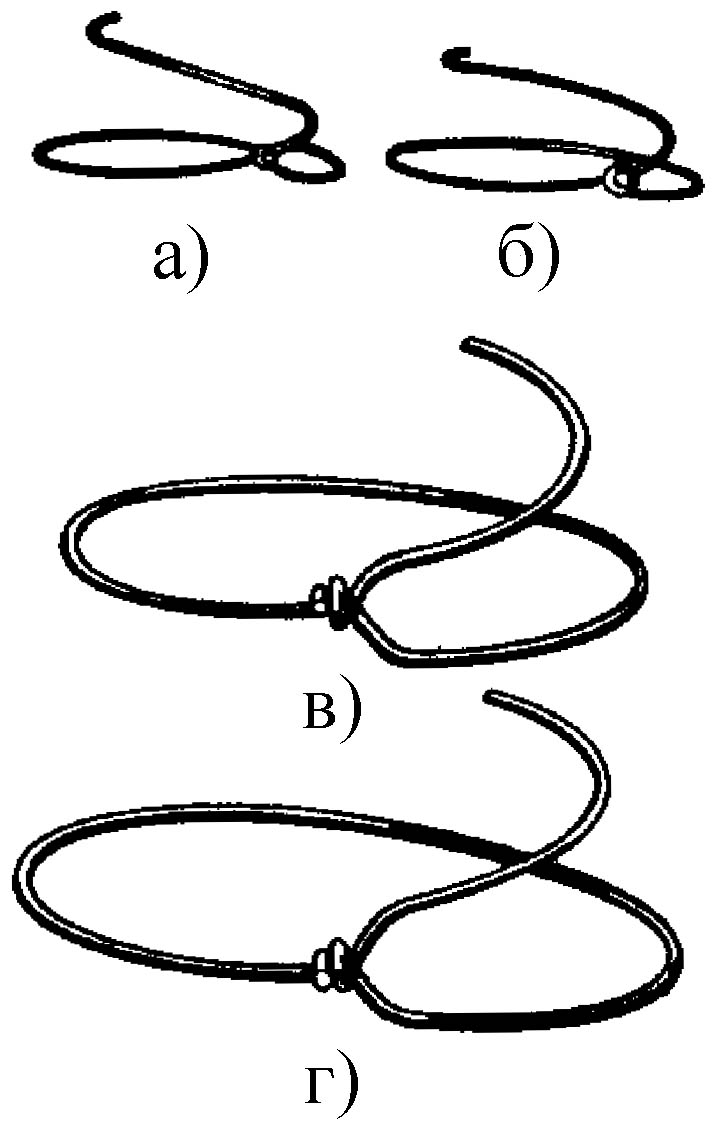
Рис. 2. Вузлов’язальна машина К-27/sw фірми “Spuhl”: а - вузол зав'язаний із плечем,б - вузол зав'язаний без плеча, в - вузол з малим плечем, г - вузол з великим плечем; 1 - педаль включення вузлов’язального механізму, 2 - станина, 3 - головний вмикач, 4 - стіл верстата, 5 - вузлов’язальний механізм, 6 - привід верстата з муфтою зчеплення
Технічна характеристика машини К-27/sw
Назва показника |
Нормальне виконання |
Спеціальне виконання |
Продуктивність операцій у хвилину |
60 |
--- |
Товщина дроту, мм |
2...3,8 |
1,8...4 |
Діаметр кінцевого кільця пружин, мм |
70...150 |
40...70 |
Висота плеча, мм |
2...12 |
2...12 |
Потужність верстата, кВт |
1,5 |
--- |
Частота обертання шківа електродвигуна, об/хв |
1400 |
--- |
Частота обертання шківа верстата, об/хв |
400 |
--- |
При налагодженні верстата деталі у вузлов’язальному механізмі варто встановлювати по маркуванню, відповідному діаметру дроту. У залежності від діаметра кінцевого кільця пружини на столі встановлюють деталь із прорізом, що відповідає діаметру кінцевого кільця пружини.
Деталь встановлюють так, щоб кільце пружини торкалось цієї деталі, але не перенапружувалося від неї (не стискувалося). Після цього проводять контрольну операцію зав'язування вузла. Якщо вузол буде мати вільний кінець, що виступає за кільце, то лінійку на столі регулюють. Якщо вузол після контрольної перевірки виявиться нормальним, можна приступати до роботи.
При зміні діаметра дроту пружини у верстаті деталі заміняють на деталі з маркіруванням, що відповідає діаметру дроту і діаметру кінцевого кільця пружини, послабляючи стопорні болти і гвинти. Якщо вузол зав'язують без плеча, заміняють стіл верстата однієї моделі на інший, виймаючи його по напрямних, попередньо звільнивши два болти.
Термічна обробка. Готові пружини з високо твердої стали піддають термічній обробці, пропускаючи через них електричний струм. Після цього пружина готова для виробництва меблів.
На верстаті-автоматі F-68/sw фірми “Spuhl” (рис. 3) можна одночасно робити навивання одноконусних пружин, зав'язування вузла на великому кінцевому кільці і термічну обробку пружин.

Рис. 3. Верстат-автомат F-68/sw для виготовлення одноконусних пружин:
1 - пружина, 2 - прийомний лоток, 3 - зона термічної обробка пружин, 4 - вузлов’язальна головка, 5 - механізм навивання пружин, 6 - ролики, що тягнуть, 7 - ексцентрик, 8 - випрямляючі ролики, 9 - дріт, 10 - штурвал, 11 - механізм налагодження верстата на різні параметри пружин
Автомат працює в такий спосіб. Кінець дроту 9 з бухти, установленої на мотовилі, вводиться у випрямляючі ролики 8, а потім у тягнучі ролики 6. Змикання тягнучих роликів здійснюється штурвалом 10.
Після включення верстата дріт, що захоплюється тягнучими роликами 6, надходить у механізм навивання пружин.
Форма і параметри пружини 1 регулюються заміною ексцентрика 7 і механізмом налагодження 11. Після навивання пружина механічно передається до вузлов’язальної головки 4, де зав'язується вузол великого кільця пружини. З вузлов’язальної головки пружина передається в зону 3 термічні обробки і відтіля в прийомний лоток 2.
На верстаті-автоматі F-68/sw можна виготовляти одноконусні пружини з дроту діаметром 2,5...3,8 мм із діаметром кінцевого кільця пружини 90...125 мм. Продуктивність верстата-автомата F-68/sw 40...60 пружин за хвилину.

