

2.6.3 Вывод фотоформ
Для получения фотоформ применяются следующие оборудование: растровый процессор, фотонаборный автомат, процессор для обработки экспонированного фотоматериала.
Растровый процессор RIP необходим для получения растровых точек на фотоформе. На ход RIP поступает PS-задание, в составе которого входят цветоделенные изображения, поделенные на части (сепарации) по количеству используемых для печати красок. Каждая сепарация – полутоновое изображение, где каждый пиксель предоставлен 8-ми битным кодом, т.е. может передавать 256 уровней полутонов, при растрировании для каждого кода пикселя формируется растровая точка с соответствующей относительной площадью. Процесс формирования растровых точек линиатурой и выбранным разрешением. результатом растрирования будет представление полутоновой сепарации в виде битовой карты, где каждая точка несет информацию для каждой позиции лазера, проводить экспонирование или нет.
 ФНА
нужны для получения скрытого изображения
растрированных иллюстраций и текста.
В современных ФНА для формирования
изображения используется принцип
сканирования световым лучом, сфокусированным
на плоскости фотоматериала в пятно
малого размера. В качестве источника
света используется лазер.
ФНА
нужны для получения скрытого изображения
растрированных иллюстраций и текста.
В современных ФНА для формирования
изображения используется принцип
сканирования световым лучом, сфокусированным
на плоскости фотоматериала в пятно
малого размера. В качестве источника
света используется лазер.
Для обработки экспонированного фотоматериала применяется проявочный процессор. Процесс обработки включает операции проявления, фиксирования, промывки и сушки. Каждая секция выполняет определенную работу в процессе превращения экспонированной пленки в полностью готовую сухую пленку.
Для вывода фотопленок используем ФНА фирмы Heidelberg Signasetter PRO. ФНА поставляется в комплекте с RIP-процессором.
Для ФНА выбираем фототехническую пленку Agfa SetPrint серии HN. Эта пленка чувствительна к красной зоне спектра для работы в лазерных экспонирующих устройствах с гелий-неоновым лазером и красным лазерным диодом. Толщина подложки 100 мкм. Эта пленка стабильно ведет себя в работе, нет необходимости жесткого контроля за соблюдением технологии, имеет высокую технологическую скорость.
Формный процесс
Проектируемый формный процесс основывается на применении предварительно очувствленых формных пластинах, которые изготовляются на специальных предприятиях. Применение таких пластин существенно сокращает длительность производственного цикла изготовления печатных форм, т.к. технологический процесс начинается с экспонирования.
 Для
изготовления печатных форм используем
пластины японской фирмы Mitsubishi.
Эти пластины состоят из алюминиевой
основы толщиной 0,3 мм и светочувствительного
слоя на основе ОНХД величиной 1,9 – 2,1
г/м2.
Поверхность алюминия подвергнута
электрохимическому зернению,
электрохимическому анодированию и
специальной химической обработке с
целью создания устойчивой гидрофильной
пленки. Основные характеристики пластин:
разрешающая способность – 10-12 мкм,
шероховатость – 0,51-0,6 мкм, тиражестойкость
- до 100 тыс., воспроизводимая линиатура
– до 80л/см, воспроизведение растровой
точки в светах – 2%, в тенях – 98%. Специальное
матовое покрытие поверхности пластины
обеспечивает быстрое достижение вакуума
при копировании. Копировальный слой
имеет ярко-зеленую окраску, что
обеспечивает контроль качества копий.
Для проявки пластин могут быть использованы
любые проявители для позитивных пластин.
Пластины совместны с любыми растворами
для очистки форм, гуммирования и
средствами корректировки.
Для
изготовления печатных форм используем
пластины японской фирмы Mitsubishi.
Эти пластины состоят из алюминиевой
основы толщиной 0,3 мм и светочувствительного
слоя на основе ОНХД величиной 1,9 – 2,1
г/м2.
Поверхность алюминия подвергнута
электрохимическому зернению,
электрохимическому анодированию и
специальной химической обработке с
целью создания устойчивой гидрофильной
пленки. Основные характеристики пластин:
разрешающая способность – 10-12 мкм,
шероховатость – 0,51-0,6 мкм, тиражестойкость
- до 100 тыс., воспроизводимая линиатура
– до 80л/см, воспроизведение растровой
точки в светах – 2%, в тенях – 98%. Специальное
матовое покрытие поверхности пластины
обеспечивает быстрое достижение вакуума
при копировании. Копировальный слой
имеет ярко-зеленую окраску, что
обеспечивает контроль качества копий.
Для проявки пластин могут быть использованы
любые проявители для позитивных пластин.
Пластины совместны с любыми растворами
для очистки форм, гуммирования и
средствами корректировки.
Для экспонирования выбираем копировальную раму германской фирмы SACK серии 19 1155. На копировальной раме выполняются следующие операции создание предварительного разряжения, его углубление достижения основного вакуума, экспонирование, дополнительное экспонирование.
Пластина помещается в копировальную раму и на нее накладываем монтаж диапозитивов эмульсионной стороной к копировальному слою. Совмещение монтажа и пластины производится по шрифтам или по меткам. За обрезным полем подкладываются две шкалы контроля формного процесса: СПШ-К и РШ-Ф.
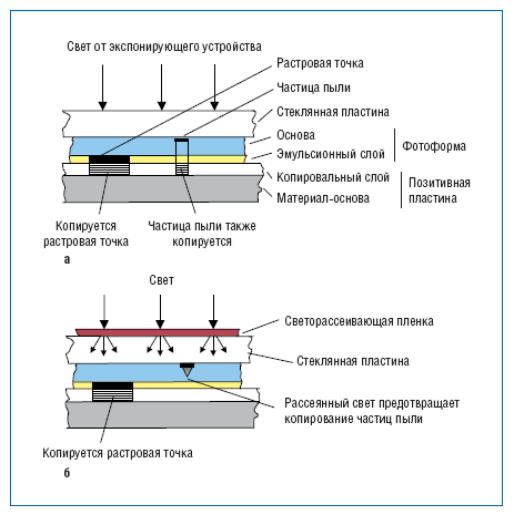
Экспонирование частиц пыли в процессе записи на формные пластины а) копирование без матовой пленки; б) копирование с матовой пленкой, предупреждающей запись пылинок
После копирования изображения с фотоформы на пластину необходимо проявить скрытое изображение: с помощью слабого щелочного раствора-проявителя растворить и удалить с пробельных элементов копировальный слой. Интенсивность растворения слоя зависит от концентрации проявителя, его температуры и времени проявления.
После проявления выполняют дополнительные операции: промывку, гуммирование и сушку.
 Для
обработки печатных форм выбираем
проявочный процессор фирмы Unigraph
серии QUARTZ
Q125
Для
обработки печатных форм выбираем
проявочный процессор фирмы Unigraph
серии QUARTZ
Q125
Для получения полностью проявленной и высушенной формы, готовой к употреблению, процессор оборудован четырьмя основными секциями: проявления, промывки, нанесения защитного покрытия и сушки.
Готовая форма подвергается контролю по шкалам оперативного контроля. Кроме этого, проверяется чистота пробельных элементов и отсутствия повреждений печатающих элементов.