

3.2. Методика проведения лабораторной работы
Лабораторная работа выполняется на токарном станке, оснащенном трех кулачковым токарным патроном, вращающимся центром и проходными резцами из Р6М5 и Т15К6. Контроль размеров детали осуществляют при помощи микрометра ГОСТ 6507-89 и штангенциркуля ШЦ-Т-1-250-0,1 ГОСТ 166-89, контроль угловых размеров резца - при помощи инструментального угломера. При этом расчетным путем определяют область предпочтительного применения конкретного способа закрепления заготовки для обеспечения заданной точности детали, а затем, экспериментально проверяют правильность выбранного решения.
3.3. Порядок выполнения работы
3.3.1.
Для заданных размеров
,
![]() и класса точности детали, пользуясь
табл. 8, рассчитать величину
и класса точности детали, пользуясь
табл. 8, рассчитать величину
![]() по формуле (32), а также
по формуле (32), а также
![]() ;
(40)
;
(40)
![]() .
(41)
.
(41)
Таблица 8
Вид наружного точения |
JT |
мкм |
мкм |
Технологический допуск (мкм) при диаметре вала (мм) |
|||
Св.6 до 10 |
Св.10 до 18 |
Св.18 до 30 |
Св.30 до 50 |
||||
Черновое |
14 13 12 |
50- 6,3 |
120-100 100-80 60-40 |
- 220 150 |
- 270 180 |
- 330 210 |
620 390 250 |
Получистовое |
13 12 11 |
25- -1,6 |
50-40 40-30 30-20 |
220 150 90 |
270 180 110 |
330 210 130 |
390 250 160 |
Чистовое |
10 9 8 |
6,3- -0,4 |
30-25 25-20 20-15 |
58 36 22 |
70 43 27 |
84 52 33 |
100 62 39 |
Тонкое |
8 7 6 |
1,6- -0,2 |
15-10 10-7 7-4 |
22 15 9 |
27 18 11 |
33 21 13 |
39 25 16 |
3.3.2. Пользуясь табл. 9, по и выбрать номинальный диаметр заготовки из круглого сортового проката по ГОСТ 2590-57.
Таблица 9
|
10 |
11 |
12 |
13 |
14 |
||||
, мм |
до 80 |
св.80 до 200 |
до 220 |
до 96 |
св.96 до 240 |
до 104 |
св.104 до 260 |
до 112 |
св.112 до 280 |
, мм |
12 |
13 |
13 |
14 |
15 |
15 |
16 |
16 |
17 |
Продолжение табл. 9
, мм |
15 |
16 |
17 |
18 |
||||
, мм |
до 120 |
св.120 до 300 |
до 192 |
св.192 до 320 |
до 136 |
св.136 до340 |
до 144 |
св.144 до 360 |
, мм |
17 |
18 |
18 |
19 |
19 |
20 |
20 |
21 |
Продолжение табл. 9
, мм |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
||
, мм |
до 152 |
св.152 до 380 |
до 160 |
св.160 до 240 |
до 252 |
до 264 |
до 276 |
до 288 |
до 300 |
до 312 |
, мм |
21 |
22 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
30 |
Продолжение табл. 9
, мм |
27 |
28 |
30 |
32 |
34 |
35 |
36 |
38 |
||
, мм |
до 216 |
св.216 до 324 |
до 336 |
до 240 |
до 256 |
до 264 |
до 280 |
до 144 |
св.144 до 288 |
до 304 |
, мм |
30 |
32 |
2 |
33 |
35 |
38 |
38 |
39 |
40 |
42 |
Окончание табл. 9
, мм |
40 |
42 |
|
, мм |
до 160 |
св.160 до 320 |
до 336 |
, мм |
43 |
45 |
45 |
3.3.3. Для выбранного размера заготовки , пользуясь табл. 10, рассчитать по формуле (33) величину , а также
![]() .
(42)
.
(42)
Таблица 10
Номинальный диаметр, мм |
Предельные отклонения при точности (мм) |
|||||
Высокая |
Повышенная |
Обычная |
||||
+ |
- |
+ |
- |
+ |
- |
|
5-9 |
0,1 |
0,2 |
0,2 |
0,5 |
0,3 |
0,5 |
10-19 |
0,1 |
0,3 |
0,2 |
0,5 |
0,3 |
0,5 |
20-25 |
0,2 |
0,3 |
0,5 |
0,5 |
0,4 |
0,5 |
26-48 |
0,2 |
0,5 |
0,2 |
0,7 |
0,4 |
0,7 |
50, 52-58 |
0,2 |
0,4 |
0,2 |
1,0 |
0,4 |
1,0 |
3.3.4. Рассчитать по формуле (34) максимальную глубину резания , исходя из абсолютной жесткости технологической системы (станок - приспособление - инструмент - деталь).
3.3.5. Для заданного материала детали в зависимости от диаметра и глубины резания по табл. 4 выбрать значение подачи S (мм/об), принимая за среднее значение стойкости резца T = 60 мин.
3.3.6.
Вычислить, пользуясь табл. 6 и 7, значения
поправочных коэффициентов на скорость
резания
![]() и
по формулам (24) и (25), принимая для материала
заготовки из стали Ст.3
и
по формулам (24) и (25), принимая для материала
заготовки из стали Ст.3
![]() = 380 МПа; для стали 45 -
= 690 МПа; для стали 30ХГСА -
= 780 МПа.
= 380 МПа; для стали 45 -
= 690 МПа; для стали 30ХГСА -
= 780 МПа.
3.3.7.
Вычислить по формуле (23) расчетное
значение скорости резания
![]() ,
предварительно выбрав значения
коэффициента
и показателей степени в формуле скорости
резания по табл. 5.
,
предварительно выбрав значения
коэффициента
и показателей степени в формуле скорости
резания по табл. 5.
3.3.8. Вычислить расчетное число оборотов шпинделя токарного станка по формуле
![]() .
(43)
.
(43)
3.3.9.
Полученное расчетное значение частоты
вращения
![]() согласовать с паспортными данными
токарного станка
согласовать с паспортными данными
токарного станка
![]() и определить фактическую скорость
резания
и определить фактическую скорость
резания
![]() ,
(44)
,
(44)
3.3.10. Вычислить, пользуясь табл. 3, значения поправочных коэффициентов и по формулам (21) и (22).
3.3.11.
Пользуясь табл. 2, выбрать значения
коэффициентов
![]() и рассчитать по формуле (35) заданную
глубину резания
.
и рассчитать по формуле (35) заданную
глубину резания
.
3.3.12.
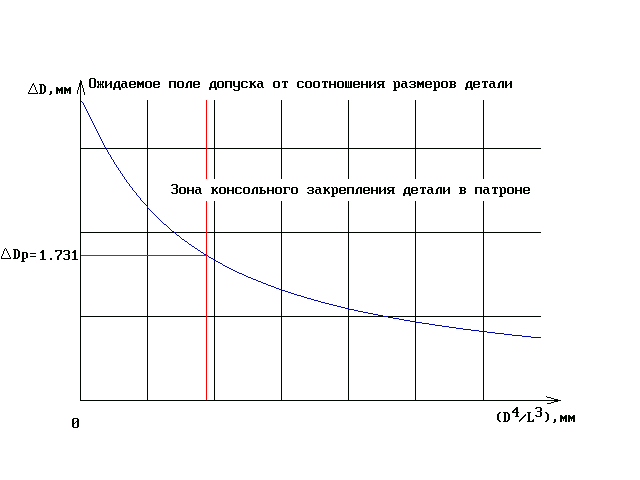
Пользуясь формулами (37) и (39), построить
графическую зависимость
![]() ;
определить
для заданной детали величину (
),
нанести полученное значение на ось
абсцисс диаграммы, из нанесенной точки
восстановить перпендикуляр до пересечения
его с кривой
и по значению
для точки пересечения решить вопрос о
выборе схемы закрепления заготовки при
наружном точении вала.
;
определить
для заданной детали величину (
),
нанести полученное значение на ось
абсцисс диаграммы, из нанесенной точки
восстановить перпендикуляр до пересечения
его с кривой
и по значению
для точки пересечения решить вопрос о
выборе схемы закрепления заготовки при
наружном точении вала.
3.3.13. Установить обтачиваемую заготовку в трех кулачковый патрон токарного станка (если принято решение о закреплении заготовки в токарном патроне и вращающемся центре, зафиксировать заготовку вращающимся центром при помощи задней бабки).
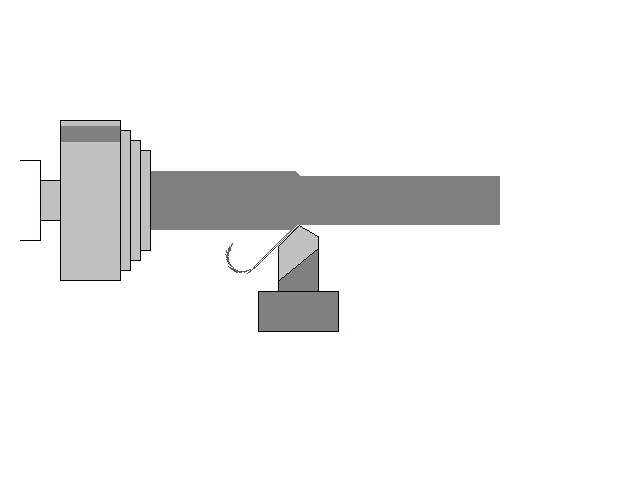
Рис. 7. Базирование вала в трехкулачковом патроне
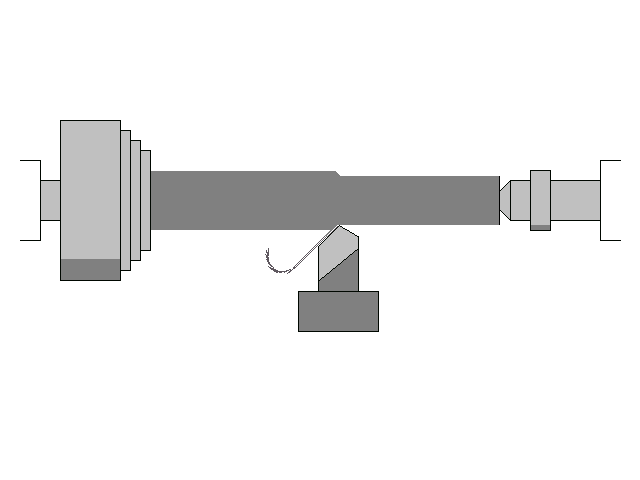
Рис. 8. Базирование вала в трехкулачковом патроне и заднем центре
Измерить микрометром с точностью до 0,01 мм исходные диаметры в десяти равноудаленных точках по длине обтачиваемой заготовки и занести их значения в таблицу отчета. Пользуясь лимбом, установить резец на заданную глубину резания , а также произвести настройку станка на заданные обороты и подачу. Произвести наружное обтачивание заготовки.
3.3.14. Произвести измерение микрометром с точностью до 0,01 мм диаметров обработанной детали в тех же десяти равноудаленных точках по длине и занести результаты в таблицу отчета.
Расстояние
между контрольными сечениями соответствует
![]() .
Если размеры детали не выходят за пределы
заданного поля допуска, то способ ее
закрепления при наружном точении выбран
правильно. В противном случае необходимо
произвести изменение способа закрепления
заготовки при точении и выполнить
экспериментальную часть вновь.
.
Если размеры детали не выходят за пределы
заданного поля допуска, то способ ее
закрепления при наружном точении выбран
правильно. В противном случае необходимо
произвести изменение способа закрепления
заготовки при точении и выполнить
экспериментальную часть вновь.
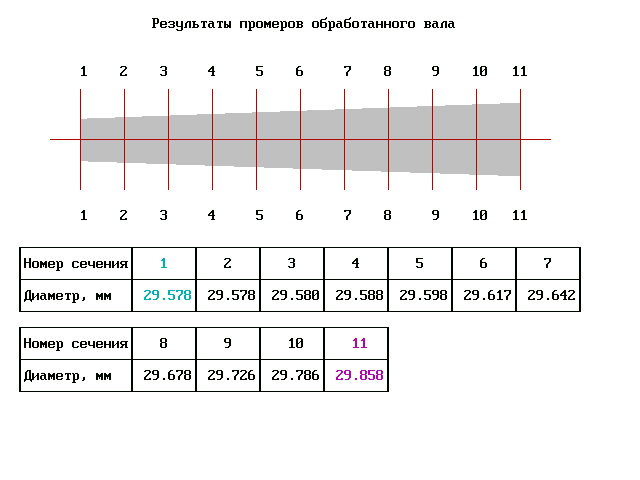
Рис. 9. Результат промеров обработанного вала в 3КСП
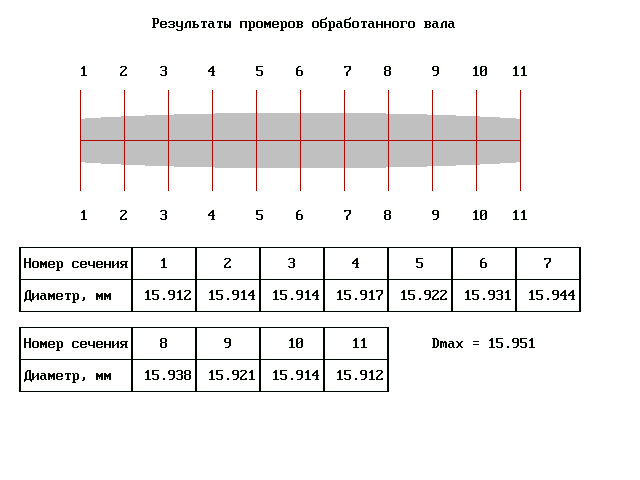
Рис. 10. Результат промеров обработанного вала в 3КСП с поджатием задним центром
3.3.15.
Сопоставить действительные отклонения
диаметров обточенной детали от
![]() с величиной заданного поля допуска и
сделать вывод о приемлемости выбранного
способа закрепления заготовки при
наружном точении вала.
с величиной заданного поля допуска и
сделать вывод о приемлемости выбранного
способа закрепления заготовки при
наружном точении вала.