

7. Гидростатические направляющие.
Основы расчетаГидростатические направляющие являются направляющими с жидкостной смазкой. Масляный слой между сопряженными поверхностями создается путем подачи масла под давлением в зазор между ними.
Гидростатические направляющие практически не изнашиваются, имеют хорошую демпфирующую способность, обеспечивают высокую точность и равномерность движения, а также точное позиционирование. Переориентация подвижного узла на гидростатических направляющих составляет всего 0,001... 0,002 мм. Жесткость таких направляющих несколько ниже жесткости направляющих других типов.
При гидростатических направляющих требуются громоздкая гидросистема, хорошая фильтрация масла и тщательный уход. Применение таких направляющих сопровождается усложнением конструкции станка: обеспечивается высокая жесткость корпусных деталей, вводятся устройства для фиксации подвижных исполнительных органов.
Гидростатические направляющие бывают разомкнутыми и замкнутыми. Принцип их работы заключается в следующем.
Масло под постоянным давлением подается через дроссель в карманы на направляющих, оттуда оно вытекает наружу, преодолевая при этом сопротивление в зазорах. В случае разомкнутых направляющих с увеличением нагрузки зазор уменьшается, а его сопротивление и давление масла в нем возрастают. В результате новая нагрузка будет уравновешена возросшим давлением масла- В случае замкнутых направляющих давлением в зазоре уравновешиваются нагрузка и давление в зазоре. Увеличение нагрузки ведет к уменьшению г и увеличению, т.е. к возрастанию давления в зазоре и к уменьшению его в зазоре. В результате нагрузка уравновешивается.
Расчетом определяют нагрузочную способность и жесткость направляющих, параметры дросселя или регулятора подачи.
8. Показатели технического уровня мрс, их иерархия.
Технический уровень станкостроительной продукции – совокупность свойств конкретного изделия, включающий характеристики функционального назначения, общего положительного эффекта и уровня всех затрат.
Номенклатура основных показателей, которые характеризуют технический уровень металлорежущих станков регламентирован ГОСТ СПКП. станки металлообрабатывающие. номенклатура показателей.
1) Показатели назначения – технологические возможности станка – применяют след. виды:
характеристики установки заготовки;
характеристики установки инструмента;
характеристики рабочих и установленных перемещений;
показатели силовых характеристик станков;
габаритные;
2) Показатели надёжности – ремонтопригодность, долговечность и сохраняемость станка.
3) Показатели экономичного использования энергии и материалов.
4) Эргономические показатели
5) Показатели технологичности – характеризует трудоёмкость изготовления станка.
6) Показатели стандартификации – характеризуют экономичность изготовления станков.
7) Показатели потенто-правовые.
8) Показатели безопасности.
10. Конструирование направляющих качения. Основы расчета.
12.1. СВОЙСТВА НАПРАВЛЯЮЩИХ КАЧЕНИЯ
Для направляющих качения характерны низкая сила трения (10...40 Н) и ее независимость от скорости рабочего органа, благодаря чему достигаются равномерность медленных движений, снижение мощности привода подачи и высокая точность позиционирования (зона несувствительности направляющих качения по сравнению с парой трения чугун-^чугун снижается в 10— 12 раз). Значительно меньшая, чем в направляющих с гидростатической смазкой, переориентация рабочего органа обусловливается только податливостью направляющих, которая значительно ниже податливости направляющих других типов. Для направляющих качения характерна высокая долговечность, так как при хорошей защите их износ на порядок ниже, чем износ направляющих полужидкостного трения. К недостаткам направляющих качения относятся низкое демпфирование в направлении движения при малых скоростях движения и сравнительно высокая стоимость.
Направляющие качения применяют в обрабатывающих центрах сверлиль-но-фрезерно-расточной группы, станках с ЧПУ высокой точности малых и средних размеров, круглошлифовальных, бесцентрово-шлифовальных станках.
12.2. НАПРАВЛЯЮЩИЕ БЕЗ ЦИРКУЛЯЦИИ ТЕЛ КАЧЕНИЯ
Конструкции направляющих. В конструкцию направляющих входят закаленные планки, прикрепляемые к столу и станине, тела качения (шарики или ролики), сепараторы, устройства для создания предварительного натяга и для защиты направляющих от загрязнений.
Направляющие без циркуляции тел качения применяются при небольшой длине хода узла (до 1 м).
Направляющие бывают незамкнутыми и замкнутыми. Отрыву подвижного узла, установленного на незамкнутых направляющих (рис. 12.1, а, б), препятствуют его сила тяжести и вертикальная составляющая силы резания. Незамкнутые направляющие качения могут быть только горизонтальными. Замкнутые направляющие (рис. 12.1, в-е) сложнее и дороже незамкнутых, однако благодаря создаваемому натягу обладают высокой точностью и жесткостью. Они могут быть не только горизонтальными, но и вертикальными, и наклонными.
В конструкциях направляющих качения используются поверхности тех же форм, что и в направляющих скольжения. Применение шариков или роликов дает большое число их исполнений.
Шариковые направляющие со встречными призмами (рис. 12.1, в) отличаются простотой конструкции, однако не могут воспринимать больших нагрузок и легко повреждаются в результате перетяжки элементов, регулирующих натяг. Направляющие типа "ласточкин хвост" (рис. 12.1, г) по сравнению с другими имеют более высокую жесткость, хорошо регулируются, но отличаются сложностью в изготовлении; применяются при малой и средней мае-

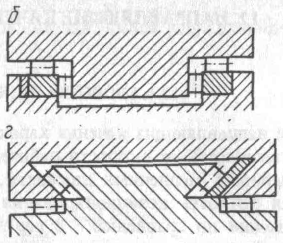
 Рис. 12.2. Сепараторы
для направляющих качения
Рис. 12.2. Сепараторы
для направляющих качения
се подвижного узла. Прямоугольные роликовые направляющие (рис. 12.1,д) просты по конструкции и в изготовлении, имеют высокую жесткость в горизонтальной плоскости, но недостаточную при работе планок на отрыв. Недостатком их являются и большие габариты. Применяются при средней массе подвижного узла и большом опрокидывающем моменте.
Ролики в призматических направляющих (рис. 12.1, е) из-за малого диаметра могут проскальзывать, что приводит к повышенной силе трения. На работоспособности направляющих сильно сказываются погрешности углов призм.
Шариковые или роликовые направляющие выбирают в зависимости от нагрузки. Для роликовых направляющих допускаемая нагрузка в 20—30 раз больше, чем для шариковых. При больших нагрузках используются направляющие в виде накладных планок из закаленной цементируемой стали 20Х, а при малых— как стальные, так и чугунные.
В качестве сепараторов применяются штампованные стальные пластины с прямоугольными (рис. 12.2) или круглыми гнездами, стальные составные пластины, а также роликовые цепи. Размеры направляющих приведены в табл. 12.1 и 12.2.
Направляющие смазываются пластичным смазочным материалом или масляным туманом. Для защиты от загрязнений применяются лабиринтные уплотнения, расположенные вдоль них (рис. 12.3, а, б). Со стороны торцов к столу прикрепляют щитки или стальные ленты (рис, 12.3, в).