

5. Определение допусков размеров деталей приспособления,
определяющих точность обработки.
Для определения допусков размеров деталей приспособления, определяющих точность обработки, выявляются конструкторские размерные цепи, в которых размеры, принадлежащие приспособлению, являются исходными.
Точность размера Б1 , принадлежащего приспособлению, достигается в конструкторской цепи Г, в которой:
- размер
 является исходным:
является исходным:
 мм,
мм,
 мм;
мм;
- размер Г1 – расстояние от торца установочной призмы 7 до оси отверстия в этой призме под установочный штифт;
- размер Г2 – расстояние между осями отверстий в корпусе 1 под установочные штифты призмы 7 и стойки 2;
- размер Г3 – расстояние от оси отверстия в стойке 25 под установочный штифт до оси отверстия под промежуточную кондукторную втулку 5;
- размер Г4 – смещение оси наружной поверхности промежуточной кондукторной втулки относительно оси ее внутренней поверхности, вызванное эксцентриситетом;
- размер Г5
– смещение оси внутренней поверхности
промежуточной втулки относительно оси
наружной поверхности сменной втулки,
вызванное посадкой
 ;
;
- размер Г6 – смещение осей наружной и внутренней поверхностей сменной кондукторной втулки вследствие эксцентриситета.
Для установления
обоснованных допусков на составляющие
звенья этой цепи решим прямую задачу
размерного анализа. Исходные данные:
мм;
 мм;
мм;
 .
.
Из конструктивных соображений (рис. 4) назначим номинальные размеры звеньев Г1 = Г3 = 10 мм. Тогда 10 + Г2 + 10 = 0 + 0 + 0 + 35 и Г2 = 15 мм.
Установим допуски на составляющие
звенья. Поскольку сопряжение сменной
кондукторной втулки с промежуточной
осуществляется по посадке
 максимальный зазор в сопряжении равен
0,025 мм, а
максимальный зазор в сопряжении равен
0,025 мм, а
 мм. Допуски на звенья Г4
и Г6 примем равными
0,010 мм (максимальный допустимый
эксцентриситет наружной поверхности
втулок относительно внутренней 0,005 мм).
Для звеньев Г1 и Г3
допуски установим по 9 квалитету;
мм. Допуски на звенья Г4
и Г6 примем равными
0,010 мм (максимальный допустимый
эксцентриситет наружной поверхности
втулок относительно внутренней 0,005 мм).
Для звеньев Г1 и Г3
допуски установим по 9 квалитету;
 мм, а для звена Г2 по 10;
мм, а для звена Г2 по 10;
 мм.
мм.
Подставляя установленные допуски в основное уравнение, используемое при решении размерных цепей методом максимума-минимума, имеем:
 мм
мм
Таким образом, окончательно можно записать:
 .
.
Аналогично определяются допуски на размеры деталей приспособления, определяющие точность выполнения размеров приспособления В2, и .
6. Выполнение эскизов деталей приспособления
Эскизы деталей, точность размеров которых выявлена при решении размерной цепи Г, представлены на рис. 5.
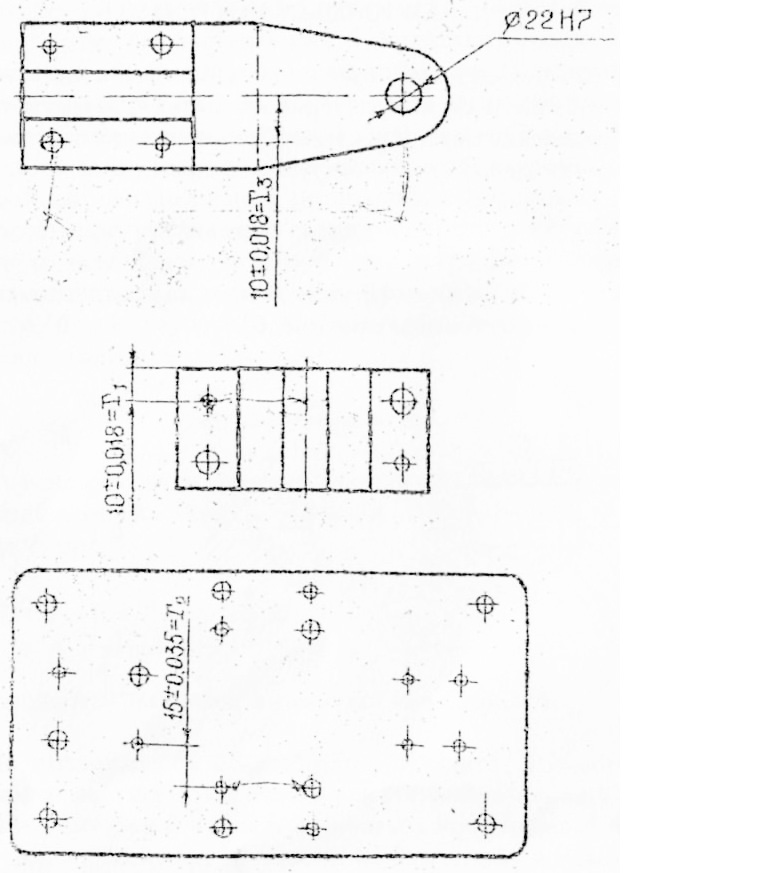
Рис. 5. Эскизы деталей приспособления