

МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИИ
ФЕДЕРАЛЬНОЕ БЮДЖЕТНОЕ ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«Ижевский государственный технический университет
имени М.Т. Калашникова»
Лабораторная работа №1
РАЗРАБОТКА КОНСТРУКТИВНЫХ СХЕМ И РАСЧЕТ НА ТОЧНОСТЬ СВЕРЛИЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Выполнил:
студент группы 8-72-1 Кельдышев Д.С.
Принял: Сивцев Н.C.
Ижевск 2014
Цель работы: углубление и расширение навыков конструирования, изучение методики расчета на точность сверлильных приспособлений.
Техническое задание на проектирование
Спроектировать сверлильное приспособление к специальному полуавтомату, предназначенное для базирования и закрепления вала ступенчатого из стали 20Х (ГОСТ 4543-71), а также для координирования мерных режущих инструментов (свёрл) при одновременной обработке в сплошном материале вала двух отверстий с номинальными диаметрами 6 и 10,5 (рис.2). Размеры поверхностей, обработанных на предыдущих операциях, указаны на прилагаемом чертеже (рис. 3). Заготовка вала получена штамповкой, масса детали 1 кг.
В
10,5+0,11
350,25
А
RZ10
100
Б
0,3
0,215 Б
0,12 АВ
Г
Б
6+0,075
300,21











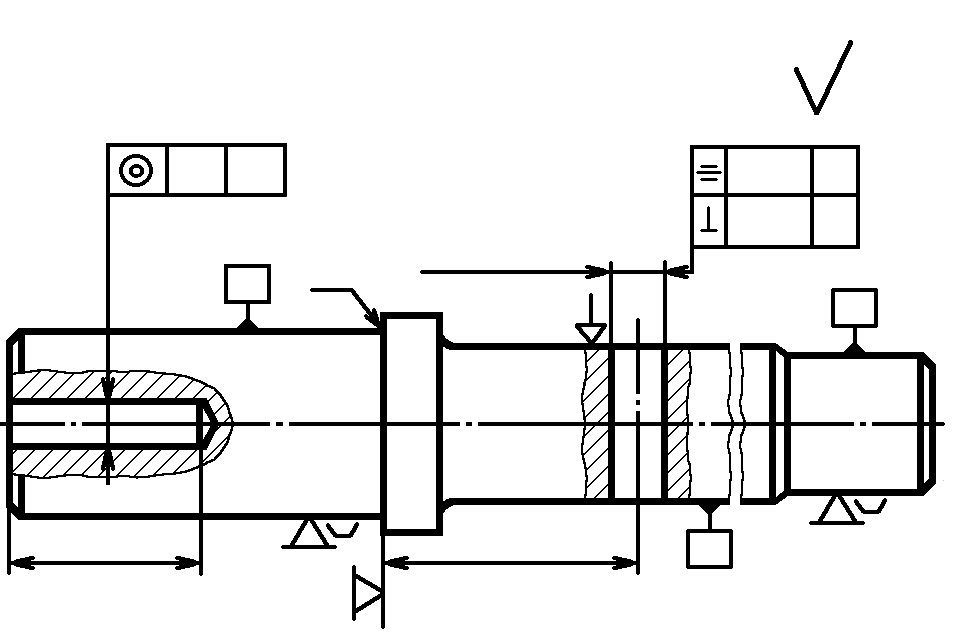
Рис. 2. Операционный эскиз вала ступенчатого
RZ20
1,545
80,18
3 фаски
23,5-0,052
26,5-0,052
36-0,062
31,5-0,062
RZ10
RZ10
RZ10
RZ10
2000,5
1250,44
650,27

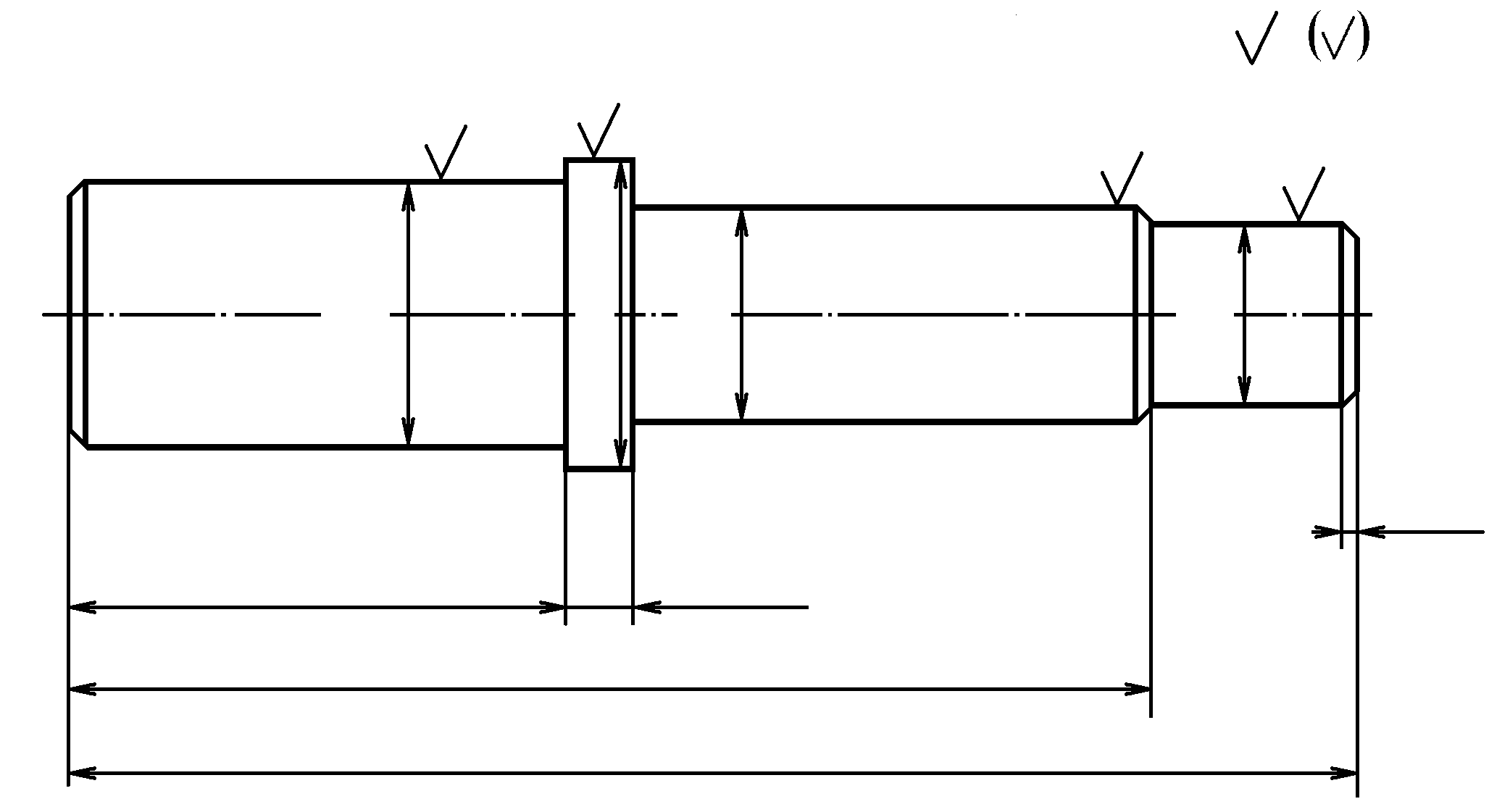
Рис. 3 Чертеж вала ступенчатого
При
обработке заготовки на операции
приспособление должно обеспечить:
достижение заданной точности диаметральных
размеров отверстий 6
и 10,5 по 11 квалитету
(шероховатость поверхностей
 мкм); отклонение от симметричности и
перпендикулярности оси отверстия 10,5
относительно оси поверхности Б (рис.2)
не более 0,215 мм и 0,3/100 соответственно;
отклонение от соосности оси отверстия
6 и общей оси
поверхностей А и В детали не более 0,12
мм; размер от торца Г детали до оси
отверстия 10,5 – 35
0,25 мм.
мкм); отклонение от симметричности и
перпендикулярности оси отверстия 10,5
относительно оси поверхности Б (рис.2)
не более 0,215 мм и 0,3/100 соответственно;
отклонение от соосности оси отверстия
6 и общей оси
поверхностей А и В детали не более 0,12
мм; размер от торца Г детали до оси
отверстия 10,5 – 35
0,25 мм.
Режимы
сверления отверстий (подача
 и
число оборотов
и
число оборотов
 сверл):
сверл):
6 –
 мм/об;
мм/об;
 об/мин;
об/мин;
10,5
– мм/об;
мм/об;
 об/мин.
об/мин.
Производство массовое, коэффициент загрузки станка 0,78. Приспособление одноместное, зажимное устройство механизированное, с пневматическим приводом. Рабочее давление в пневмоприводе 0,4 МПа. Приспособление предназначено для эксплуатации в течение 3-х лет.
Базирование заготовки осуществляется по поверхностям А и В и торцу Г (рис.2). Закрепление заготовки предусматривается в направлении перпендикулярном ее оси.
2. Выбор типа установочных и зажимных элементов, вида привода, типа и размеров направляющих элементов
Анализируя геометрические параметры, точность которых оговорена операционным эскизом (рис.2), можно отметить, что с учетом принципа совмещения баз в качестве технологической (двойной направляющей) базы рационально выбрать поверхность Б, относительно которой заданы допуски симметричности и перпендикулярности. С другой стороны, схема базирования на рис. 2 позволяет минимизировать погрешность базирования, которая является составляющей отклонения (погрешности) от соосности.
Оценивая эти два альтернативных варианта, остановимся на втором, поскольку допуск соосности наиболее жесткий, а кроме того, размещение установочных элементов по краям заготовки (поверхности А и Б) обеспечит ее большую устойчивость.
Так как производство массовое, разработку конструкции проводим с учетом требований, предъявляемых к приспособлениям системы неразборных специальных приспособлений (НСП).
В качестве установочных элементов приспособления целесообразно использовать две призмы для базирования по цилиндрическим поверхностям А, В и торцу Г заготовки. Для уменьшения числа зажимных элементов целесообразно зажим заготовки локализовать на одном участке по верхней образующей вала. Примем в качестве зажимного элемента вилкообразный прихват, который будет прижимать заготовку к установочным элементам по поверхности Б, а при разжиме разворачиваться на 90. Для управления зажимного элемента предлагается использовать пневмоцилиндр поршневого типа.
В соответствии с точностью просверливаемых отверстий (Н11) и типом производства (массовое) для направления свёрл в приспособлении предусматриваем сменные кондукторные втулки с буртиком по ГОСТ 18431-73. Ориентируясь на диаметр сверления 10,5, по стандарту выбираем сменную втулку с наружным диаметром 16g5 и высотой 26 мм. Для установки втулки в кондукторную плиту используем промежуточную втулку по ГОСТ 18433-73 с наружным диаметром 22n6 и высотой 16 мм. Сопряжение сменной втулки с промежуточной предусматриваем по посадке 16Н6/g5, промежуточной втулки с кондукторной плитой по посадке 22Н7/n6. Аналогично производим выбор кондукторной втулки для сверления отверстия 6.