

3.1Расчёт суммарной погрешности.
Проверку начинаем с параметра, выдерживающего на данной операции, имеющего меньший допуск, т.е. допуск симметричности ( =0,08мм.).
Выявляем все составляющие погрешности, которые влияют на точность проверяемого параметра. При этом определяем максимальные значения каждой из составляющих погрешностей, влияющих на симметричное расположение паза, относительно оси симметрии.
где
![]() -
коэффициент, учитывающий закон
распределения составляющих погрешностей;
-
коэффициент, учитывающий закон
распределения составляющих погрешностей;
![]() -
погрешность станка, вызванная не
параллельностью боковых сторон паза
стола станка направлению его продольного
перемещения. Для фрезерных станков с
ходом до 700 мм данное отклонение равно
0,030 мм. (согласно ГОСТ 17734-72). Из положения
при котором производится настройка
фрезы, до положения, при котором она
наиболее удалена, стол проходит не более
175мм.
-
погрешность станка, вызванная не
параллельностью боковых сторон паза
стола станка направлению его продольного
перемещения. Для фрезерных станков с
ходом до 700 мм данное отклонение равно
0,030 мм. (согласно ГОСТ 17734-72). Из положения
при котором производится настройка
фрезы, до положения, при котором она
наиболее удалена, стол проходит не более
175мм.
Следовательно =0,0075мм.
![]() =0
т.к. не влияет на симметричное расположение
паза.
=0
т.к. не влияет на симметричное расположение
паза.
![]() =0
т.к. приложенные силы не влияют на допуск
симметричности см.п.3.7
=0
т.к. приложенные силы не влияют на допуск
симметричности см.п.3.7
![]() =0,010мм
–
см.п.4.2.2.
=0,010мм
–
см.п.4.2.2.
![]() =
(2х0,006+0,010) см.п.4.2.2.
=
(2х0,006+0,010) см.п.4.2.2.
=0; =0,010мм см.п.5.2.
![]() -
погрешность инструмента не влияет на
симметричное расположение паза.
-
погрешность инструмента не влияет на
симметричное расположение паза.
![]() -
погрешность расположения инструмента,
принимаем равным нулю, т.к. настройка
осуществляется по специальному установу.
-
погрешность расположения инструмента,
принимаем равным нулю, т.к. настройка
осуществляется по специальному установу.
![]() -
погрешность износа инструмента, влияет
только на ширину паза, поэтому
=0
-
погрешность износа инструмента, влияет
только на ширину паза, поэтому
=0
![]() -
погрешность, возникающая вследствие
деформации технологической системы
СПИД, принимаем без расчёта равной
0,010мм.
-
погрешность, возникающая вследствие
деформации технологической системы
СПИД, принимаем без расчёта равной
0,010мм.
Подставляя вышеуказанные значения составляющих погрешностей в формулу, определяем суммарную погрешность:
![]()
=0,0253 < =0,08мм
Следовательно, предлагаемое приспособление обеспечивает точность расположения паза относительно плоскости симметрии поверхности диаметром 42мм.
Аналогично проверяется обеспечение точности остальных параметров.
Конструкция приспособления.
Особенности корпуса.
Согласно разработанной компоновке конструкция корпуса выявлена в виде плиты, изготавливаемой из прокатного листа марки Ст3. К данной плите в виде тавра приварена стенка, предназначенная для крепления в ней опоры и установа.
Для координации корпуса приспособления по столу станка, в нижней его части, прикреплены две направляющие шпонки.
Для уменьшения погрешности по плоскости выполнена выемка, которая (в целях обеспечения технологичности конструкции) совмещена с пазами под направляющие шпонки.
Для закрепления корпуса приспособления к столу станка выполнены 2 проушины.
Для транспортировки приспособления, в плите выполнены 2 резьбовых отверстия, для ввинчивания в них рым-болтов, используемых при транспортировке приспособления.
Конструкция корпуса обеспечивает быструю, удобную установку и снятие обрабатываемых деталей, имеет удобный доступ для счистки его установочных элементов от стружки, позволяет быстро и правильно установить приспособление на станок.
Т.к.
заготовка базируется на 2-х ступенях
разного диаметра, то призма под ступень
меньшего диаметра должна быть расположена
выше призмы под ступень большего диаметра
на высоту Н рассчитанную его метрическими
построениями в соответствии с рисунком
9.
![]()
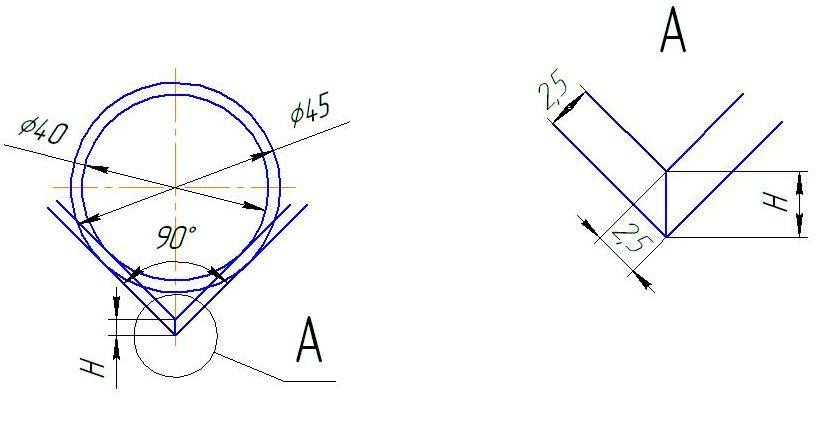
Рис.9. Определение толщины прокладки.
Для упрощения конструкции корпуса данную возвышенность предлагается выполнить в виде прокладки (под призму) толщиной Н
Крепление прокладки к корпусу можно осуществить совместно с креплением призмы, т.е. использовать те же крепёжные изделия.