

3.3. Способы базирования. Погрешности базирования.
3.3.1. Согласно правилу базирования заготовок группой баз, базирование начинают с главной базы, несущей наибольшее количество опорных точек.
3.3.2. Для выбранных баз удобно выбрать следующие способы базирования:
- при базирование деталь не устойчива, поэтому используем дополнительные опоры, поверхность Б устанавливаем на две призмы лишающие заготовку 4-х степеней свободы.
- торец В упираем в опорный штифт, при этом заготовка лишается ещё одной степени свободы.
3.3.3. Для базирования поверхностей Б ∅45 и ∅40 используем две одинаковые опорные призмы ГОСТ 12195-66* ,т.к. поверхности из одного и того же интервала размеров. На две призмы заготовка становится устойчиво, базирование удобное и производительное.
3.3.4. Погрешность базирования на призму (графическое их изображение приведено на рисунке 3).
1) влияющие на размер 4±0,2мм.
.
 мм.
мм.
где Т=0,039мм (в соответствии с рис.1) – допуск на ∅ поверхности А.
![]() =900
–
угол призмы.
=900
–
угол призмы.
Подставляя
соответствующие числовые значения в
вышеуказанную формулу получим:
 мм.
мм.
Отсюда
видно, что базирование на призму
обеспечивает получение размера 5мм,
допуск которого
![]() больше
погрешности
больше
погрешности
![]()
2) влияющие на симметричность расположения обрабатываемого паза относительно плоскости симметрии поверхности А
- при установке в призму погрешность равна:
![]()
- возникающая погрешность от допуска соосности поверхности Б относительно поверхности А определяется согласно ГОСТ 25069-81
![]()

Рис.3 Погрешность базирования на призму.
3.3.5. Для базирования заготовки торцем В, используем штифт по ГОСТ 3128-70* ∅8.
Погрешность базирования определяется в соответствии с Рис.4 и с учётом допуска торцевого биения поверхности В относительно оси поверхности А.
Согласно ГОСТ 35069-81 торцевое биение равно 0,08мм.
![]()
Погрешность
базирования
![]() >
,
поэтому данное базирование обеспечивает
получение размера 122мм.
>
,
поэтому данное базирование обеспечивает
получение размера 122мм.
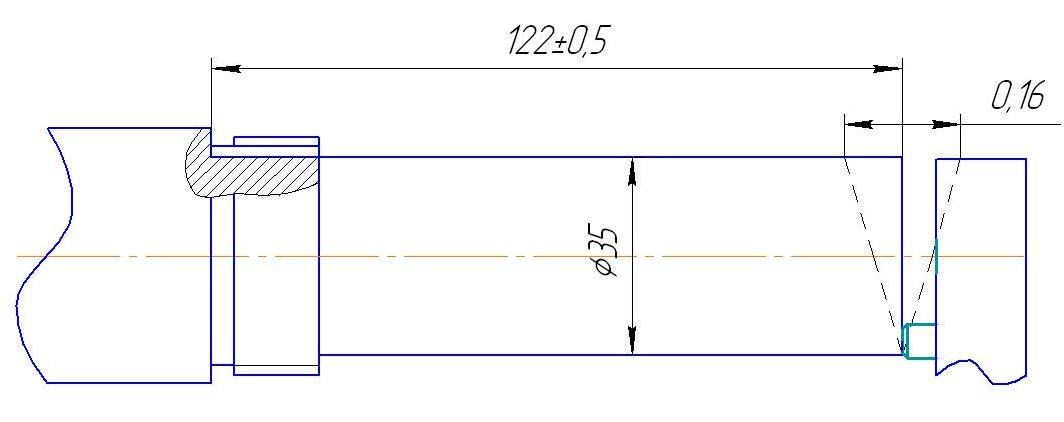
Рис.4 Определение погрешности базирования торца вала в опорный штифт.
3.3.6. Окончательный вывод об обеспечении точности указанных на чертеже детали параметров определится после расчёта суммарной погрешности обработки в предлагаемом приспособлении.
3.4.Расчётная схема, уравнение равновесия и расчёт зажимного усилия.
3.4.1. На основе схемы базирования и закрепления составляем расчётную схему. Расчётная схема составляется параллельно с выполнением компоновки основных составных частей приспособления, чтобы определиться с некоторыми конструктивными параметрами.
На расчётной схеме изображаем все действующие на заготовку силы:
- силы резания,
- зажимное усилие,
- реакция опор и сила трения в местах контакта заготовки с опорными элементами и зажимным устройством.
3 .4.2.
На рисунках 5 и 6 изображены места
положения опор и режущего инструмента,
силы резания, сила крепления, а так же
реакции опор R и силы трения Т1
и Т2
в местах контакта заготовки с опорным
элементом –
призмой, и зажимным устройством –
прихватом.
.4.2.
На рисунках 5 и 6 изображены места
положения опор и режущего инструмента,
силы резания, сила крепления, а так же
реакции опор R и силы трения Т1
и Т2
в местах контакта заготовки с опорным
элементом –
призмой, и зажимным устройством –
прихватом.
Рис.5 Расчётная схема

Рис.6 Реакция опор и силы трения в местах контакта заготовки с призмой и зажимным устройством.
3.4.3. Далее при принятых режимах резания определяем силы резания, действующие на заготовку при её обработке в приспособлении.
3.4.3.1. При фрезеровании паза концевой фрезой возникает сила Pz которая состоит из горизонтальной Pн и вертикальной Pv составляющих: Pн – сила резания, сдвигающая заготовку в осевом направлении, а Pv – сила, опрокидывающая заготовку вокруг точки О.
3.4.3.2. Определим силу Pz, исходя из следующих данных:
- режущий инструмент: коническая фреза ГОСТ 17025-71
- диаметр фрезы Dфрезы=6мм
- число зубьев фрезы z=4
-ширина фрезы В=6мм
- материал фрезы Р6М5
- глубина фрезерования t=4мм
- твёрдость заготовки НВ250
3.4.3.3. Выбираем подачу (исходя из глубины резания и твёрдости)
Sz=0.01-0.006 мм/зуб
Принимаем Sz=0.01 мм/зуб.
По ГОСТ 1695-80 принимаем период стойкости фрезы Т=150мин.
3.4.3.4. Определяем скорость резания по формуле:
 (1)
(1)
Где
![]() ;
q=0,45;
m=0,33;
x=0,5;
y=0,5;
u=0,1;
p=0,1
–
коэффициент и степени в формуле скорости
резания (табл. 39),
;
q=0,45;
m=0,33;
x=0,5;
y=0,5;
u=0,1;
p=0,1
–
коэффициент и степени в формуле скорости
резания (табл. 39),
![]() -
коэффициент учитывающий твёрдость
материала детали и качество поверхности
заготовки. Из справочника видно, что
для стальной поковки
-
коэффициент учитывающий твёрдость
материала детали и качество поверхности
заготовки. Из справочника видно, что
для стальной поковки
=0,8-0,75.
Принимаем =0,75
![]() .
.
3.4.3.5. Определяем частоту вращения фрезы:
![]() ,
(2)
,
(2)
![]() .
.
Полученную частоту корректируем по паспорту станка и принимаем в качестве фактической, учитывая nф ≤ n
nф=1600 мин-1
3.4.3.6. Вычисляем фактическую скорость резания:
![]() (3)
(3)
![]() 30,144
м/мин.
30,144
м/мин.
3.4.3.7. Определяем скорость подачи:
![]() (4)
(4)
![]() 64
м/мин.
64
м/мин.
Полученные значения подачи корректируем по паспорту станка и принимаем в качестве фактического
![]() 63
мм/мин.
63
мм/мин.
3.4.3.8. Определяем фактическую подачу на один зуб фрезы Szф,мм/зуб
![]() =0,01
мм/зуб (5)
=0,01
мм/зуб (5)
3.4.3.9. Определяем величину силы резания по формуле:
![]() (6)
(6)
где
![]() ;
x=0,86;
y=0,72;
n=1600
; q=0,86;
Kp=0,93;
u=1;
;
x=0,86;
y=0,72;
n=1600
; q=0,86;
Kp=0,93;
u=1;
![]() –
коэффициент и степени в формуле силы
резания (табл. 41),
–
коэффициент и степени в формуле силы
резания (табл. 41),
3.4.3.10. Подставляем числовые значения в формулу (6)
![]() .
.
![]()
3.4.3.11. Определяем составляющие силы резания:
- горизонтальная сила резания РН=К1PZ
РН=(0,2…0,3)*386,16=(77,22…115,8)Н
Принимаем РН=110Н
- вертикальная сила резания РV=К1PZ
РV=(0,9…1,0)*386,16=(347…386)Н
Принимаем РV=360Н
3.4.4. Далее находим силы, действующие на заготовку от зажима. Прихват зажимного устройства приспособления, действующий на заготовку силой Q (Рис.6), вызывает в точке касания заготовки с призмами появление двух реакций R. Рассматривая проекции всех трёх сил (Q, R, R) на вертикальную ось, получаем
![]() ,
(7)
,
(7)
Откуда

где
![]() - угол призмы,
- угол призмы,
Составим уравнение надёжности закрепления, для чего рассмотрим действие сил РН и РV раздельно.
Действие
сил РН,
стремящейся сдвинуть заготовку в осевом
направлении, противодействуют силы
трения
![]() .
.
Условие
надёжности при этом:
![]()
Где
![]() в
соответствии с Рис.6
в
соответствии с Рис.6
Здесь f-коэффициент трения в местах контакта заготовки с зажимным устройством и опорой. Принимаем f=0,16
Qn – сила зажима, удерживающая заготовку в осевом направлении;
![]() -
согласно формуле (7)
-
согласно формуле (7)
Тогда
![]()
От действия силы РV заготовка может повернуться вокруг точки О, так как на неё действует момент силы РVl2, а противодействует ему момент силы Qvl1. При этом условие надёжности будет иметь вид:
PVl2<QVl1
Определяем силу зажима для надёжного закрепления, имея ввиду условия надёжности с учётом коэффициента надёжности:
KxPН=0.4xQНзаж;
KxPVxl2=0.4xQVзаж xl1;
Откуда:
![]() ;
;
![]() ;
;
Определяем коэффициент надёжности закрепления по формуле:
![]() ;
;
Где К0=1,5 – гарантированный коэффициент запаса;
К1 – учитываем увеличение сил резания из-за случайных неровностей поверхностей заготовки. При чистовой обработке К1=1,0;
К2 – учитываем увеличение силы резания вследствие затупления режущего инструмента. При чистовом фрезеровании конической фрезой К2=1,3;
К3=1,0 – при непрерывном резании.
К4=1,3 – при ручных зажимных устройствах;
К5 – характеризует эргономику немеханизированного зажимного устройства. При удобном расположении рукоятки и небольшом угле его поворота К5=1,0;
К6=1,0 коэффициент, учитывающий неопределённость мест контакта плоских поверхностей
Подставляя известные значения составляющих коэффициентов, получим
![]()
С учётом коэффициента надёжности определяем зажимное усилие:
![]()
![]()
![]()