

1Особенности конструкций приспособлений для фрезерных станков
Особенность конструкции приспособлений для фрезерных станков заключается в том, что для зажима заготовок в приспособлении необходимы большие зажимные усилия, т.к. при обработке на фрезерных станках возникают большие силы резания по сравнению с обработкой на других станках. В связи с этим в приспособлениях в большинстве случаев необходимо применение пневматических, гидравлических и др. силовых механизмов.
Также при фрезерной обработке 37…49% времени тратится на выполнение вспомогательных приёмов. Из этой суммы вспомогательного времени на приёмы, связанные с установкой и закреплением заготовки затрачивается 40…41%. Поэтому в приспособлениях для фрезерных станков ручные зажимы заменяются быстродействующими пневматическими и гидравлическими приводами, повыша-ющими производительность и облегчающими труд рабочих. Также широко внедряются: 1) непрерывное фрезерование на вращающихся круглых столах и барабанах, 2) многоместные приспособления со сменными кассетами, 3) двухпо-зиционные поворотные столы и т.п.
2. Сведения о технологической операции
2.1. Краткое содержание операции
2.1.1. В процессе изготовления детали «шток» в условиях мелкосерийного производства необходимо выполнить фрезерованием шпоночную канавку (паз) в детали, требования к изготовлению которой приведены в соответствии с рисунком 1.
- размер 122±0,5.
- размер 4±0,2.
- точность обрабатываемого паза, относительно плоскости симметрии поверхности А.
2.1.2. Производится фрезерование призматического шпоночного паза концевой фрезой диаметром 6мм. на вертекально-фрезерном станке модели 6Р12.
2.1.3. Тип производства – мелкосерийное.
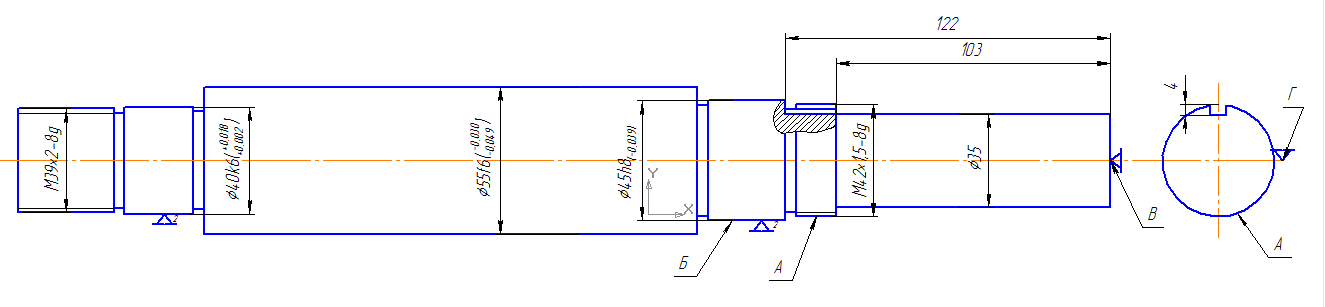
Рис.1 Изображение обрабатываемой детали.
1.1Краткая характеристика станка
В таблице 1 приведены основные параметры фрезерного станка модели 6Р12, на котором предусматривается устанавливать разрабатываемое приспособление, принятое для выполнения технологической операции, содержание которой приведено в пункте 2.1.
Табл.1
-
Размеры поверхности стола:
ширина, мм
длина, мм
Перемещение стола, мм
продольное (х)
поперечное (у)
вертикальное (z)
Угол поворота шпиндельной головки, град.
Частота вращения шпинделя, об/мин.
Конус шпинделя
Мощность главного привода, кВт.
Габариты станка, мм.
Масса станка, кг.
320
1250
12…415
800
320
420
45
31,5…1600
50
7,5
2280х1965х2265
3250
3. Установка заготовки в приспособлении.
3.1. Выбор баз.
3.1.1. Согласно заданным исходным параметрам (в соответствии с рис. 1), для установки в приспособление, в качестве баз выбираем сделующие поверхности:
- цилиндрическую поверхность А относительно которой необходимо выдержать размер 4±0,2
- выбираем главную поверхность Б ∅45h8, так как поверхность А является резьбовой. База называется установочной и лишает заготовку 4-х степеней свободы.
- торец В – одна опорная точка. База называется опорной.
- база Г, предотвращающая вращение вокруг оси поверхности А, на данной операции не используется, так как не позволяет конструкция детали.
3.2. Схема базирования и закрепления.
3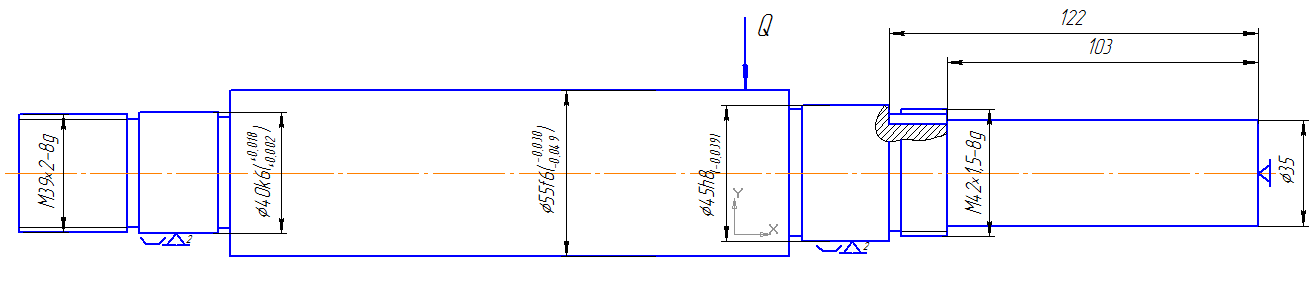 .2.1.
Составляем схему базирования и
закрепления, добиваясь определённого
относительного расположения опорных
элементов заготовки, точки приложения
и направления зажимного усилия. При
этом учитываем жёсткость заготовки.
Схема изображена на рисунке 2.
.2.1.
Составляем схему базирования и
закрепления, добиваясь определённого
относительного расположения опорных
элементов заготовки, точки приложения
и направления зажимного усилия. При
этом учитываем жёсткость заготовки.
Схема изображена на рисунке 2.
Рис.2 Схема базирования и закрепления.
3.2.2. Выбранная схема базирования и закрепления предусматривает все условия закрепления заготовки с наименьшей, но достаточной силой закрепления, что ведёт к разработке более компактного зажимного устройства и приспособления в целом.