

Циклограммы процесса шовной сварки.
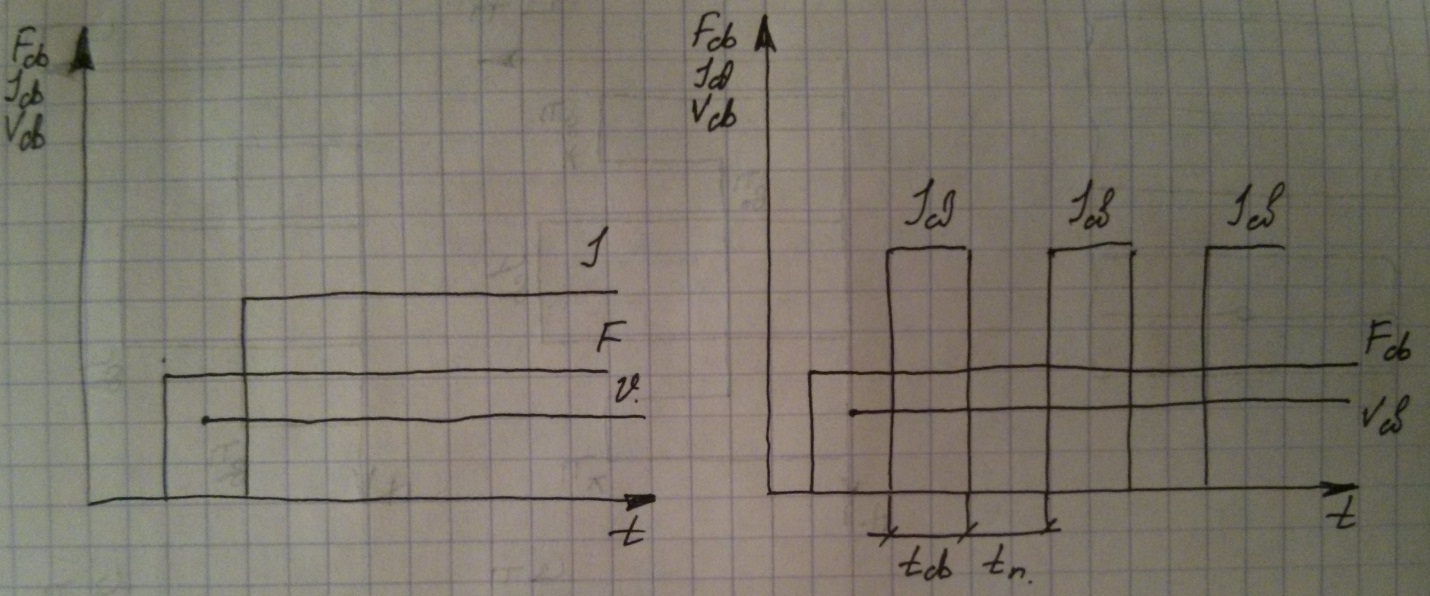
А) циклограмма непрерывно включенного сварочного тока, с непрерывным перемещением детали и постоянным сварочным усилием Б) циклограмма с прерывистым включением сварочного тока, с непрерывным перемещением детали и постоянным сварочным усилием.
Наиболее часто применяется циклограмма (Б).
Рельефная сварка, характеристика, применение.
Рельефная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках, имеющих специально подготовленные выступы-рельефы. Этот способ аналогичен точечной контактной сварке. Главное отличие: контакт между деталями определяется формой их поверхности в месте соединения, а не формой рабочей части электродов, как при точечной сварке. Выступы-рельефы заранее подготавливаются штамповкой или иным способом и могут присутствовать на одной или обеих свариваемых деталях. Рельефная сварка позволяет производить соединение сразу в нескольких точках либо получать непрерывный герметичный шов по кольцевому рельефу.
В ходе рельефной сварки электроды сварочного пресса сжимают детали и пропускают через них электрический ток. Свариваемые детали контактируют только в местах рельефных выступов, поэтому металл рельефов интенсивно нагревается и подвергается пластическим деформациям. Контактное сопротивление быстро уменьшается, и теплота выделяется в основном за счет собственного сопротивления металла рельефа. Когда зона расплавления достигает необходимых размеров, сварочный ток выключается. Металл литого ядра охлаждается и кристаллизуется. Как и при точечной сварке, литое ядро окружает плотный поясок металла, называемый зоной влияния, по которому соединение произошло без расплавления.
Интенсивность тока и время его воздействия рассчитывают таким образом, чтобы нагреваемые рельефы не подвергались излишним деформациям до образования зоны расплавления в контакте деталей. Если металл рельефных выступов расплавится, то свариваемые детали придут в соприкосновение по всей внутренней поверхности, вследствие чего сопротивление тока между ними уменьшится. Дальнейший нагрев выступов-рельефов в подобных условиях резко уменьшится и соединение будет непрочным.
Одним из преимуществ рельефной сварки является высокая производительность, малый износ электродов по сравнению с той же точечной контактной сваркой, так как для рельефной сварки используются электроды с большей площадью контактной поверхности, что обеспечивает перенос концентраций сварочного тока и давления в области рельефных выступов.
Главный недостаток рельефной сварки — потребление большой мощности, требуемой для сваривания деталей.
Рельефная сварка применяется в автомобилестроении для крепления кронштейнов к листовым деталям (например, для крепления скоб к капоту автомобиля, для крепления петель для навески дверей к кабине); для соединения крепежных деталей — болтов, гаек и шпилек. В радиоэлектронике применяется для присоединения проволоки к тонким деталям.
Контактная стыковая сварка, сущность, классификация.
- Сопротивлением
Заготовки с хорошо подготовленными торцами зажимаются в зажимах стыковой машины (медный сплав), прикладывается сварочное усилие через подвижный зажим. Включается ток на трансформаторе. Контакт деталь-деталь в около стыковой зоне, в следствии электрического сопротивления разогревается до пластичного состояния (0,8-0,9 Тпл). После достижения необходимого нагрева ток выключается, под действием сварочного усилия происходит выдавливание металла в грат и образование сварного соединения.
Параметры: усилие, ток, время нагрева, время осадки.
- Оплавлением Схожа со сваркой сопротивлением, но не требует подготовки торцов. В следствии большой плотности тока (зона контакта не зачищена и имеет неровности) происходит мгновенное расплавление и выброс части металла из зоны стыка, часть тепла уходит с металлом, а другая часть идет на нагрев металла в около стыковой зоне. При дальнейшем перемещении увеличивается площадь контакта, часть металла выбрасывается наружу. После достижения оплавления всей площади торца выключается ток и усадочным усилием образуется сварное соединение. Параметры: усилие, ток, время оплавления, скорость оплавления, время осадки после нагрева.
- Стыковая сварка прерывистым оплавлением или оплавлением с предварительным подогревом. При стыковой сварке крупногабаритных деталей для облегчения процесса начальной стадии оплавления применяют прием, заключающийся в том, что вначале детали медленно сводят до возникновения контакта и образования жидкости и паров металла. Затем разводят детали и тепло, выделившееся в зоне сплавления, распространяется в массу детали и они нагреваются. Затем вновь создают контакт между торцами до тех пор, пока торцы не нагреются, что последующий процесс будет идти стабильно, без перерыва.