

Сущность процесса контактной точечной сварки, схема процесса.
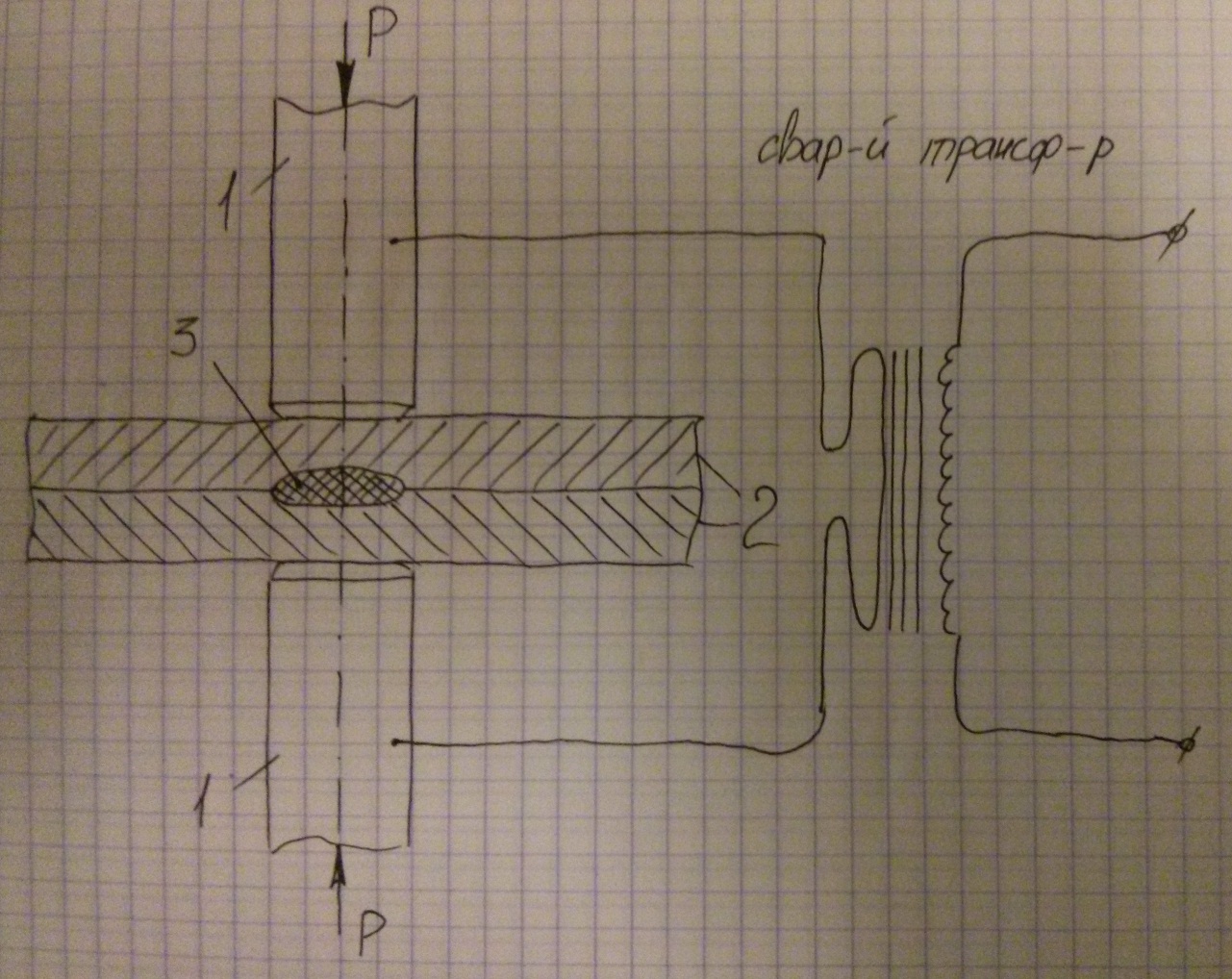
Свариваемые листовые детали (2) зажимаются между электродами из медных сплавов (1), при этом создается усилие определенной величины.
Через свариваемые детали пропускается сварочный ток от сварочного трансформатора (большой силы), при этом в контакте деталь-деталь, вследствие имеющегося сопротивления происходит нагрев до температуры плавления, возникает ядро св. точки (3). Время прохождения тока – доли секунды. Далее под действием усилия происходит застывание ядра точки (3) и образование св. точки.
Основные параметры: усилие, сила св. тока, время импульса тока.
Сущность процесса шовной сварки, схема процесса.
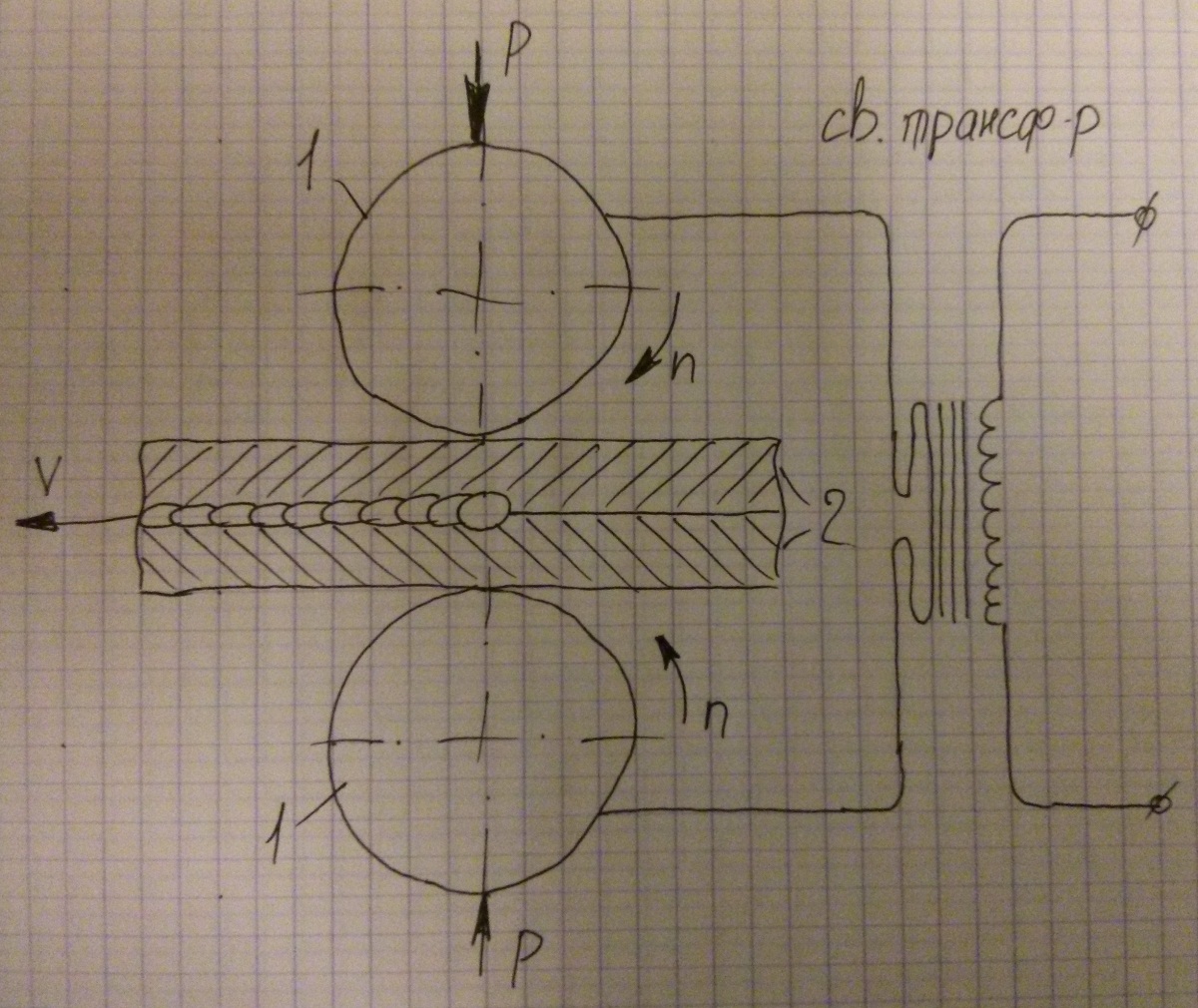
Свариваемые листы металла (2) зажимаются между роликов из медных сплавов (1), создается св. усилие. «импульс-пауза». Во время импульса происходит образование св. точек. Эти точки м.б. прерывными и не прерывными (зависит от длительности паузы). Сварные детали перемещаются с помощью роликов со скоростью V.
Основные параметры: усилие, сила св. тока, время импульса, время паузы, скорость сварки.
Параметры режима контактной точечной сварки.
Основными параметрами режима точечной сварки являются: сварочный ток, (или плотность тока) длительность действия импульсов тока t; усилие сжатия или давления электродов Р; диаметр плоской контактной поверхности электрода dэ или радиус закругления R сферической поверхности электрода диаметром Dэ.
Различают мягкий и жесткий режимы точечной сварки.
Мягкий режим характеризуется большей продолжительностью времени сварки и плавным нагревом заготовок умеренными силами тока, с плотностью тока на рабочей поверхности электрода обычно не превышающей 100 А/мм². Время протекания тока обычно 0,5—3 секунды. Преимуществами мягких режимов являются меньшие потребляемые мощности, по сравнению с жесткими режимами; меньшие нагрузки сети; менее мощные и более дешевые сварочные машины, необходимые для производства точечной сварки; уменьшение закалки зоны сварки. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткий режим точечной сварки характеризуется малой продолжительностью времени сварки, бо́льшими, чем при мягком режиме, значениями силы тока и значительным сжимающим давлением электродов. Плотности тока достигают 120—300 А/мм² при сварке стали. Время протекания тока обычно 0,1—1,5 секунды. Давление электродов обычно принимают в пределах 3—8 кг/мм². К недостаткам жестких режимов относятся повышенная мощность, потребляемая при сварке; значительные нагрузки сети; мощные сварочные машины. Преимущества — уменьшение времени сварки и повышение производительности. Жесткие режимы применяют при сварке алюминиевых и медных сплавов, с высокой теплопроводностью, деталей неравной толщины и разноименных деталей, а также высоколегированных сталей с целью сохранения коррозионной стойкости.
Параметры режима шовной сварки.
Iсв , кА – сила сварочного тока tи и tп – длительность импульса и паузы Pсж , Н – усилие сжатия электродов V , м/мин – скорость сварки l , мм – шаг сварки (расстояние между осями точек) dэ , b , r – диаметр электрода, ширина рабочей поверхности для тонких электродов и радиус для сферических. Сферические лучше, однако, при перезаточке сложно выполнить точность размеров, поэтому чаще делают плоские.
При выполнении параллельных швов, величина тока должна быть увеличена из-за учета шунтирования. Лучше всего варить по отбортовке.