

Приложение 2
Допуски на размер в зависимости от квалитета точности размера “_dopusk” |
||
РАЗМЕР |
ДОПУСК |
КВАЛИТЕТ |
3-6 |
5 |
05 |
6-10 |
6 |
05 |
10-18 |
8 |
05 |
18-30 |
9 |
05 |
30-50 |
11 |
05 |
50-80 |
13 |
05 |
80-120 |
15 |
05 |
120-180 |
18 |
05 |
180-250 |
20 |
05 |
250-315 |
23 |
05 |
315-400 |
25 |
05 |
400-500 |
27 |
05 |
3-6 |
8 |
06 |
6-10 |
9 |
06 |
10-18 |
11 |
06 |
18-30 |
13 |
06 |
30-50 |
16 |
06 |
50-80 |
19 |
06 |
80-120 |
22 |
06 |
120-180 |
25 |
06 |
180-250 |
29 |
06 |
250-315 |
32 |
06 |
315-400 |
36 |
06 |
400-500 |
40 |
06 |
3-6 |
12 |
07 |
6-10 |
15 |
07 |
10-18 |
18 |
07 |
18-30 |
21 |
07 |
30-50 |
25 |
07 |
50-80 |
30 |
07 |
80-120 |
35 |
07 |
120-180 |
40 |
07 |
180-250 |
46 |
07 |
250-315 |
52 |
07 |
315-400 |
57 |
07 |
400-500 |
63 |
07 |
3-6 |
18 |
08 |
6-10 |
22 |
08 |
10-18 |
27 |
08 |
18-30 |
33 |
08 |
30-50 |
39 |
08 |
50-80 |
46 |
08 |
80-120 |
54 |
08 |
120-180 |
63 |
08 |
180-250 |
72 |
08 |
250-315 |
81 |
08 |
315-400 |
89 |
08 |
400-500 |
97 |
08 |
3-6 |
30 |
09 |
6-10 |
36 |
09 |
10-18 |
43 |
09 |
18-30 |
52 |
09 |
30-50 |
62 |
09 |
50-80 |
74 |
09 |
80-120 |
87 |
09 |
120-180 |
100 |
09 |
180-250 |
115 |
09 |
250-315 |
130 |
09 |
315-400 |
140 |
09 |
400-500 |
155 |
09 |
3-6 |
48 |
10 |
6-10 |
58 |
10 |
10-18 |
70 |
10 |
18-30 |
84 |
10 |
30-50 |
100 |
10 |
50-80 |
120 |
10 |
80-120 |
140 |
10 |
120-180 |
160 |
10 |
180-250 |
185 |
10 |
250-315 |
210 |
10 |
315-400 |
230 |
10 |
400-500 |
250 |
10 |
3-6 |
75 |
11 |
6-10 |
90 |
11 |
10-18 |
110 |
11 |
18-30 |
130 |
11 |
30-50 |
160 |
11 |
50-80 |
190 |
11 |
80-120 |
220 |
11 |
120-180 |
250 |
11 |
180-250 |
290 |
11 |
250-315 |
320 |
11 |
315-400 |
360 |
11 |
400-500 |
400 |
11 |
3-6 |
120 |
12 |
6-10 |
150 |
12 |
10-18 |
180 |
12 |
18-30 |
210 |
12 |
30-50 |
250 |
12 |
50-80 |
300 |
12 |
80-120 |
350 |
12 |
120-180 |
400 |
12 |
180-250 |
460 |
12 |
250-315 |
520 |
12 |
315-400 |
570 |
12 |
400-500 |
630 |
12 |
3-6 |
180 |
13 |
6-10 |
220 |
13 |
10-18 |
270 |
13 |
18-30 |
330 |
13 |
30-50 |
390 |
13 |
50-80 |
460 |
13 |
80-120 |
540 |
13 |
120-180 |
630 |
13 |
180-250 |
720 |
13 |
250-315 |
810 |
13 |
315-400 |
890 |
13 |
400-500 |
970 |
13 |
3-6 |
300 |
14 |
6-10 |
360 |
14 |
10-18 |
430 |
14 |
18-30 |
520 |
14 |
30-50 |
620 |
14 |
50-80 |
740 |
14 |
80-120 |
870 |
14 |
120-180 |
1000 |
14 |
180-250 |
1150 |
14 |
250-315 |
1300 |
14 |
315-400 |
1400 |
14 |
400-500 |
1550 |
14 |
Размер |
Квалитет |
|||||||||
05 |
06 |
07 |
08 |
09 |
10 |
11 |
12 |
13 |
14 |
|
Допуск |
||||||||||
3 - 6 |
5 |
8 |
12 |
18 |
30 |
48 |
75 |
120 |
180 |
300 |
6 - 10 |
6 |
9 |
15 |
22 |
36 |
58 |
90 |
150 |
220 |
360 |
10 -18 |
8 |
11 |
18 |
27 |
43 |
70 |
110 |
180 |
270 |
430 |
18 - 30 |
9 |
13 |
21 |
33 |
52 |
84 |
130 |
210 |
330 |
520 |
30 - 50 |
11 |
16 |
25 |
39 |
62 |
100 |
160 |
250 |
390 |
620 |
50 - 80 |
13 |
19 |
30 |
46 |
74 |
120 |
190 |
300 |
460 |
740 |
80 - 120 |
15 |
22 |
35 |
54 |
87 |
140 |
220 |
350 |
540 |
870 |
120 - 180 |
18 |
25 |
40 |
63 |
100 |
160 |
250 |
400 |
630 |
1000 |
180 - 250 |
20 |
29 |
46 |
72 |
115 |
185 |
290 |
460 |
720 |
1150 |
250 - 315 |
23 |
32 |
52 |
81 |
130 |
210 |
320 |
520 |
810 |
1300 |
315 - 400 |
25 |
36 |
57 |
89 |
140 |
230 |
360 |
570 |
890 |
1400 |
400 - 500 |
27 |
40 |
63 |
97 |
155 |
250 |
400 |
630 |
970 |
1550 |
Табл. “_dopusk” Допуски на размер в зависимости от квалитета точности размера
Выбор наименования измерительного инструмента “_ii_name” |
||||
Код типа |
Параметр |
|||
Наименование “НАИМ_ИИ” |
Обозначение ”ОБОЗН_ИИ” |
Номер таблицы “НОМ_ТАБ” |
Стандарт “ГОСТ” |
|
Решение |
||||
6 |
Микрометр |
МР, МРИ |
1 |
ГОСТ 4381-87 |
6 |
Скоба |
СР |
1 |
ГОСТ 11098-75 |
5 |
Скоба |
СИ |
2 |
ГОСТ 11098-75 |
4 |
Микрометр |
МК |
1 |
ГОСТ 6507-78 |
3 |
Штангенциркуль |
ШЦ-II, ШЦ-III |
3 |
ГОСТ 166-80 |
2 |
Штангенциркуль |
ШЦ-I, ШЦТ-I, ШЦ-II, ШЦ-III |
3 |
ГОСТ 166-80 |
Выбор типоразмера измерительного инструмента “_ii_tr1” |
|
ИНТЕРВАЛ |
ТИПОРАЗМЕР |
0 - 25 |
25 |
25 - 50 |
50 |
50 - 75 |
75 |
75 - 100 |
100 |
100 - 125 |
125 |
125 - 150 |
150 |
150 - 175 |
175 |
175 - 200 |
200 |
200 - 250 |
250 |
250 - 300 |
300 |
300 - 400 |
400 |
400 - 500 |
500 |
Выбор типоразмера измерительного инструмента “_ii_tr3” |
|
ИНТЕРВАЛ |
ТИПОРАЗМЕР |
0 - 125 |
125 |
0 - 250 |
250 |
0 - 400 |
400 |
250 - 630 |
630 |
Выбор типоразмера измерительного инструмента “_ii_tr3” |
|
ИНТЕРВАЛ |
ТИПОРАЗМЕР |
0 - 125 |
125 |
0 - 250 |
250 |
0 - 400 |
400 |
250 - 630 |
630 |
Выбор типоразмера измерительного инструмента “_ii_tr2” |
|
ИНТЕРВАЛ |
ТИПОРАЗМЕР |
0 - 50 |
50 |
50 - 100 |
100 |
100 - 200 |
200 |
200 - 300 |
300 |
300 - 400 |
400 |
400 - 500 |
500 |
Выбор кода измерительного инструмента “_ii_type” |
||||||||||
РАЗМЕР |
ТОЧНОСТЬ РАЗМЕРА |
|||||||||
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
КОД ИНСТРУМЕНТА |
||||||||||
3 - 6 |
6 |
6 |
6 |
6 |
4, 5, 6 |
4, 5 |
4, 5 |
4 |
4 |
4 |
6 - 10 |
6 |
6 |
6 |
4, 5, 6 |
4, 5 |
4, 5 |
4, 5 |
4 |
4 |
4 |
10 - 18 |
6 |
6 |
4, 5, 6 |
4, 5, 6 |
4, 5 |
4, 5 |
4 |
4 |
4 |
4 |
18 - 30 |
6 |
6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5 |
4 |
4 |
4 |
3 |
30 - 50 |
6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5 |
4, 5 |
4 |
4 |
4 |
3 |
50 - 80 |
6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5 |
4 |
4 |
3 |
3 |
80 - 120 |
4, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5 |
4, 5, 6 |
4, 5 |
4 |
4 |
3 |
3 |
120 - 180 |
5, 6 |
5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5 |
4 |
4 |
3, 4 |
2, 4 |
180 - 250 |
5, 6 |
5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5 |
3, 4 |
3, 4 |
3, 4 |
250 - 315 |
6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5 |
4 |
4 |
2, 4 |
315 - 400 |
6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4 |
4 |
2, 4 |
400 - 500 |
6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4, 5, 6 |
4 |
4 |
2, 4 |
-
Рабочее имя “_per_coresp”
НАРЕЧИЕ
ОПРЕДЕЛЕНИЕ
начерно
черновое
начисто
чистовое
тонко
тонкое
окончательно
окончательное
получисто
получистовое
однократно
однократное
Табл. “_per_eskiz”
-
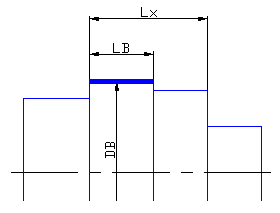
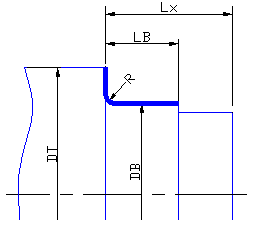
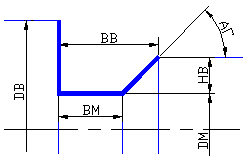
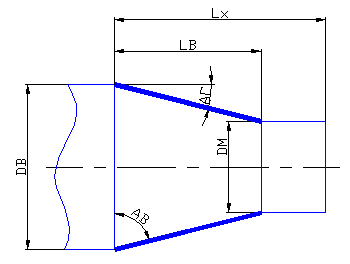
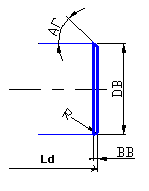
Эскизы переходов
Номер
Вид ОП
Параметры
Эскиз
1
ЦИЛ1
DB, LB, Ra, Nj, Lx
2
ЦИЛ2
DB, LB, r, Ra, DT, Rат, Nj, Lx
3
КАН1
DB, DM, BB, BM, АГ, Ra, Nj, Lx
4
КОН1
DB, DM, LB, А,Г АВ, Ra, Nj, Lx
5
СФЕРА1
DB, DM, LB, Ra, Nj, Lx

6
ТОРЕЦ1
DB, BB, АГ, R ,Ra, Nj, Lx
Информационная поддержка сценария проектирования “_per_frase” |
||
1.Переход |
1.Точить |
|
2.Проточить |
||
3.Подрезать |
||
4.Обточить |
||
5.Отрезать |
||
6.Расточить |
||
2.Степень точности |
1.<пусто> |
|
2.начерно |
||
3.начисто |
||
4.тонко |
||
5.окончательно |
||
6.получисто |
||
7.однократно |
||
3.ОП |
1.Основная |
1.цилиндр |
2.торец |
||
3.конус |
||
4.сферу |
||
5.канавку |
||
6.выемку |
||
2.Переходная |
1.фаску |
|
2.канавку |
||
3.радиус |
||
4.галтель |
||
4.Уточняющая фраза |
1.<пусто> |
|
2.с подрезкой торца |
||
3.как чисто |
||
4.до кулачков |
||
Планы обработки поверхностей “_per_plan” |
||
Квалитет “КВАЛ” |
Шероховатость “Ra” |
План обработки “ПЛАН” |
13 -14 |
6.3 -50 |
Точение черновое |
10 - 13 |
3.2-6.3 |
Точение однократное |
8 - 10 |
1.6 - 3.2 |
Точение черновое, точение чистовое |
7 -8 |
0.4 - 1.6 |
Точение черновое, точение чистовое, шлифование однократное |
6 - 7 |
0.2 - 0.4 |
Точение однократное, шлифование предварительное, шлифование чистовое |
Припуски на обработку торцев “_per_pr_ot” |
||||||||||
Длина детали “L” |
Способ обработки поверхности “СОБП” |
|||||||||
подрезание черновое |
подрезание чистовое |
шлифование чистовое |
||||||||
Наибольший диаметр торца “D” |
||||||||||
0 -20 |
21 -75 |
76 -250 |
0 - 30 |
31 - 120 |
121 - 260 |
0 -120 |
121 - 260 |
|||
Припуск “ПРИПУСК” |
||||||||||
0 - 10 |
- |
- |
- |
0,5 |
0,6 |
1,0 |
0.2 |
0.3 |
||
11 - 18 |
- |
- |
- |
0,5 |
0,7 |
1,0 |
0.2 |
0.3 |
||
19 - 50 |
- |
- |
- |
0,6 |
1,0 |
1,2 |
0.2 |
0.3 |
||
51 - 80 |
- |
- |
- |
0,7 |
1,0 |
1,3 |
0,3 |
0,4 |
||
81 - 120 |
- |
- |
- |
1,0 |
1,0 |
1,3 |
0,3 |
0,5 |
||
121 - 260 |
- |
- |
- |
1,0 |
1,3 |
1,3 |
0,3 |
0,5 |
||
0 - 1000 |
1 |
1,5 |
2 |
- |
- |
- |
- |
- |
||
Припуски на обработку наружных поверхностей тел вращения “_per_pr10” |
|||
Способ обработки поверхности “СОБП” |
Способ установки “СУ” |
Вид заготовки “ВЗАГ” |
Имя таблицы “ИТАБ” |
черновое подрезание торца “чепт” |
|
|
_per_pr11 |
Чистовое подрезание торца “чипт” |
|
|
_per_pr12 |
Шлифование торца “шлт” |
|
|
_per_pr13 |
Обтачивание наружное “обт_нар” |
в патроне “в_патроне” |
Прокат повышенной точности “прокат_пт” |
_per_pr21 |
прокат обычной точности “прокат_от” |
_per_pr22 |
||
заготовока штампованная “зш” |
_per_pr23 |
||
в центрах “в_центрах“ |
прокат повышенной точности “прокат_пт” |
_per_pr31 |
|
прокат обычной точности “прокат_от” |
_per_pr32 |
||
заготовока штампованная “зш” |
_per_pr33 |
||
Шлифование круглое “шлк” |
|
_per_pr41 |
|
Шлифование круглое финишное “шлкф”
|
|
_per_pr42 |
|
Припуск на черновое подрезание торца “_per_pr11” |
|||
Длина детали “L” |
Наибольший диаметр “D” |
||
0 - 20 |
20 - 75 |
75 - 250 |
|
Припуск “ПРИПУСК” |
|||
0 - 1000 |
1 |
1,5 |
2 |
Припуски на обработку торцев “_per_pr_ob” |
||||||||||
Длина детали “L” |
Способ обработки поверхности “СОБП” |
|||||||||
подрезание черновое |
подрезание чистовое |
шлифование чистовое |
||||||||
Наибольший диаметр торца “D” |
||||||||||
0 -20 |
21 -75 |
76 -250 |
0 - 30 |
31 - 120 |
121 - 260 |
0 -120 |
121 - 260 |
|||
Припуск “ПРИПУСК” |
||||||||||
0 - 10 |
- |
- |
- |
0,5 |
0,6 |
1,0 |
0.2 |
0.3 |
||
11 - 18 |
- |
- |
- |
0,5 |
0,7 |
1,0 |
0.2 |
0.3 |
||
19 - 50 |
- |
- |
- |
0,6 |
1,0 |
1,2 |
0.2 |
0.3 |
||
51 - 80 |
- |
- |
- |
0,7 |
1,0 |
1,3 |
0,3 |
0,4 |
||
81 - 120 |
- |
- |
- |
1,0 |
1,0 |
1,3 |
0,3 |
0,5 |
||
121 - 260 |
- |
- |
- |
1,0 |
1,3 |
1,3 |
0,3 |
0,5 |
||
0 - 1000 |
1 |
1,5 |
2 |
- |
- |
- |
- |
- |
||
-
Припуск на чистовое подрезание торца “_per_pr12”
Длина детали “L”
Наибольший диаметр торца “D”
0-30
30 - 120
120 - 260
Припуск “ПРИПУСК”
0 - 10
0,5
0,6
1,0
10 - 18
0,5
0,7
1,0
18 - 50
0,6
1,0
1,2
50 - 80
0,7
1,0
1,3
80 - 120
1,0
1,0
1,3
120 - 260
1,0
1,3
1,3
Припуск на шлифование торца “_per_pr13” |
||
Длина детали “L” |
Наибольший диаметр “D” |
|
0 - 120 |
120 - 260 |
|
Припуск “ПРИПУСК” |
||
0 - 10 |
0,2 |
0,3 |
10 - 18 |
0,2 |
0,3 |
18 - 50 |
0,2 |
0,3 |
50 - 80 |
0,3 |
0,4 |
80 - 120 |
0,3 |
0,5 |
120 - 260 |
0,3 |
0,5 |
Точение проката повышенной точности при закреплении в патроне “_per_pr21” |
||||||
Номинальный диаметр “D” |
Способ обработки поверхности “СОБП” |
Длина вала “L” |
||||
0 - 120 |
120 - 260 |
260 - 500 |
500 - 800 |
800 - 1250 |
||
Припуск на диаметр “ПРИПУСК” |
||||||
0 - 30 |
точение однократное |
1,1 |
- |
- |
- |
- |
точение черновое |
1,1 |
- |
- |
- |
- |
|
точение чистовое |
0,25 |
- |
- |
- |
- |
|
точение тонкое |
0,12 |
- |
- |
- |
- |
|
30 - 50 |
точение однократное |
1,1 |
1,4 |
- |
- |
- |
точение черновое |
1,1 |
1,4 |
- |
- |
- |
|
точение чистовое |
0,25 |
0,25 |
- |
- |
- |
|
точение тонкое |
0,12 |
0,13 |
- |
- |
- |
|
50 - 80 |
точение однократное |
1,1 |
1,5 |
2,1 |
- |
- |
точение черновое |
1,1 |
1,5 |
2,1 |
- |
- |
|
точение чистовое |
0,2 |
0,25 |
0,3 |
- |
- |
|
точение тонкое |
0,12 |
0,13 |
0,16 |
- |
- |
|
80 - 120 |
точение однократное |
1,2 |
1,3 |
1,7 |
2,3 |
- |
точение черновое |
1,2 |
1,3 |
1,7 |
2,3 |
- |
|
точение чистовое |
0,25 |
0,25 |
0,3 |
0,3 |
- |
|
точение тонкое |
0,13 |
0,13 |
0,15 |
0,17 |
- |
|
Точение проката обычной точности при закреплении в патроне “_per_pr22” |
||||||
Номинальный диаметр “D” |
Способ обработки поверхности “СОБП” |
Длина вала “L” |
||||
0 - 120 |
120 - 260 |
260 - 500 |
500 - 800 |
800 - 1250 |
||
Припуск на диаметр “ПРИПУСК” |
||||||
0 - 30 |
точение однократное |
1,1 |
- |
- |
- |
- |
точение черновое |
1,1 |
- |
- |
- |
- |
|
точение получистовое |
0,45 |
- |
- |
- |
- |
|
точение чистовое |
0,20 |
- |
- |
- |
- |
|
точение тонкое |
0,12 |
- |
- |
- |
- |
|
30 - 50 |
точение однократное |
1,1 |
1,4 |
- |
- |
- |
точение черновое |
1,1 |
1,4 |
- |
- |
- |
|
точение получистовое |
0,45 |
0,45 |
- |
- |
- |
|
точение чистовое |
0,20 |
0,25 |
- |
- |
- |
|
точение тонкое |
0,12 |
0,13 |
- |
- |
- |
|
50 - 80 |
точение однократное |
1,1 |
1,5 |
2,1 |
- |
- |
точение черновое |
1,1 |
1,5 |
2,1 |
- |
- |
|
точение получистовое |
0,45 |
0,45 |
0,50 |
- |
- |
|
точение чистовое |
0,20 |
0,25 |
0,30 |
- |
- |
|
точение тонкое |
0,12 |
0,13 |
0,16 |
- |
- |
|
80 - 120 |
точение однократное |
1,2 |
1,3 |
1,7 |
2,3 |
- |
точение черновое |
1,2 |
1,3 |
1,7 |
2,3 |
- |
|
точение получистовое |
0,45 |
0,45 |
0,50 |
0,50 |
- |
|
точение чистовое |
0,25 |
0,25 |
0,25 |
0,30 |
- |
|
точение тонкое |
0,12 |
0,13 |
0,14 |
0,17 |
- |
|
120 - 180 |
точение однократное |
1,3 |
1,4 |
1,8 |
2,3 |
3,2 |
точение черновое |
1,3 |
1,4 |
1,8 |
2,3 |
3,2 |
|
точение получистовое |
0,45 |
0,45 |
0,50 |
0,50 |
0,55 |
|
точение чистовое |
0,25 |
0,25 |
0,25 |
0,30 |
0,30 |
|
точение тонкое |
0,13 |
0,13 |
0,15 |
0,17 |
0,20 |
|
180 - 260 |
точение однократное |
1,4 |
1,5 |
1,8 |
2,4 |
3,2 |
точение черновое |
1,4 |
1,5 |
1,8 |
2,4 |
3,2 |
|
точение получистовое |
0,45 |
0,45 |
0,50 |
0,50 |
0,55 |
|
точение чистовое |
0,25 |
0,25 |
0,25 |
0,30 |
0,35 |
|
точение тонкое |
0,13 |
0,14 |
0,15 |
0,17 |
0,20 |
|
Точение штампованных заготовок при закреплении в патроне “_per_pr23” |
||||||
Номинальный диаметр “D” |
Способ обработки поверхности “СОБП” |
Длина вала “ L” |
||||
0 - 120 |
120 - 260 |
260 - 500 |
500 - 800 |
800 - 1250 |
||
Припуск на диаметр ”ПРИПУСК” |
||||||
0 - 18 |
Однократное |
1,4 |
- |
- |
- |
- |
Черновое |
1,4 |
- |
- |
- |
- |
|
Чистовое |
0,25 |
- |
- |
- |
- |
|
Тонкое |
0,14 |
- |
- |
- |
- |
|
18 - 30 |
Однократное |
1,5 |
1,8 |
- |
- |
- |
Черновое |
1,5 |
1,8 |
- |
- |
- |
|
Чистовое |
0,25 |
0,25 |
- |
- |
- |
|
Тонкое |
0,14 |
0,14 |
- |
- |
- |
|
30 - 50 |
Однократное |
1,7 |
2,0 |
2,7 |
- |
- |
Черновое |
1,7 |
2,0 |
2,7 |
- |
- |
|
Чистовое |
0,25 |
0,30 |
0,30 |
- |
- |
|
Тонкое |
0,15 |
0,15 |
0,17 |
- |
- |
|
50 - 80 |
Однократное |
2,0 |
2,6 |
2,9 |
3,6 |
- |
Черновое |
2,0 |
2,6 |
2,9 |
3,6 |
- |
|
Чистовое |
0,30 |
0,30 |
0,30 |
0,35 |
- |
|
Тонкое |
0,16 |
0,17 |
0,18 |
0,20 |
- |
|
80 - 120 |
Однократное |
2,3 |
3,0 |
3,8 |
4,5 |
5,2 |
Черновое |
2,3 |
3,0 |
3,8 |
4,5 |
5,2 |
|
Чистовое |
0,30 |
0,30 |
0,35 |
0,40 |
0,45 |
|
Тонкое |
0,17 |
0,18 |
0,21 |
0,24 |
0,26 |
|
120 - 180 |
Однократное |
2,8 |
4,2 |
4,5 |
5,6 |
6,7 |
Черновое |
2,8 |
4,2 |
4,5 |
5,6 |
6,7 |
|
Чистовое |
0,30 |
0,30 |
0,40 |
0,45 |
0,55 |
|
Тонкое |
0,20 |
0,22 |
0,23 |
0,27 |
0,32 |
|
Точение проката повышенной точности при закреплении в центрах “_per_pr31” |
|||||||
Номинальный диаметр “D” |
Способ обработки поверхности “СОБП“ |
Длина вала “L” |
|||||
0 - 120 |
120 - 260 |
260 - 500 |
500 - 800 |
800 - 1250 |
1250 - 2000 |
||
Припуск на диаметр “ПРИПУСК” |
|||||||
0 - 30 |
точение однократное |
1,2 |
1,7 |
- |
- |
- |
- |
точение черновое |
1,2 |
1,7 |
- |
- |
- |
- |
|
точение чистовое |
0,25 |
0,3 |
- |
- |
- |
- |
|
точение тонкое |
0,12 |
0,15 |
- |
- |
- |
- |
|
30 - 50 |
точение однократное |
1,2 |
1,5 |
2,2 |
- |
- |
- |
точение черновое |
1,2 |
1,5 |
2,2 |
- |
- |
- |
|
точение чистовое |
0,3 |
0,3 |
0,35 |
- |
- |
- |
|
точение тонкое |
0,15 |
0,16 |
0,20 |
- |
- |
- |
|
50 - 80 |
точение однократное |
1,5 |
1,7 |
2,3 |
3,1 |
- |
- |
точение черновое |
1,5 |
1,7 |
2,3 |
3,1 |
- |
- |
|
точение чистовое |
0,25 |
0,3 |
0,3 |
0,4 |
- |
- |
|
точение тонкое |
0,14 |
0,15 |
0,17 |
0,23 |
- |
- |
|
80 - 120 |
точение однократное |
1,6 |
1,7 |
2,0 |
2,5 |
3,3 |
- |
точение черновое |
1,6 |
1,7 |
2,0 |
2,5 |
3,3 |
- |
|
точение чистовое |
0,25 |
0,3 |
0,3 |
0,3 |
0,35 |
- |
|
точение тонкое |
0,14 |
0,15 |
0,16 |
0,17 |
0,20 |
- |
|
-
Точение проката обычной точности при закреплении в центрах “_per_pr32”
Номинальный диаметр ”D”
Способ обработки поверхности “СОБП”
Длина вала “L”
0 - 120
120 - 260
260 - 500
500 - 800
800 - 1250
1250 - 2000
Припуск на диаметр “ПРИПУСК”
0 - 30
точение однократное
1,3
1,7
-
-
-
-
точение черновое
1,3
1,7
-
-
-
-
точение получистовое
0,45
0,5
-
-
-
-
точение чистовое
0,25
0,25
-
-
-
-
точение тонкое
0,13
0,15
-
-
-
-
30 - 50
точение однократное
1,3
1,6
2,2
-
-
-
точение черновое
1,3
1,6
2,2
-
-
-
точение получистовое
0,45
0,45
0,50
-
-
-
точение чистовое
0,25
0,25
0,30
-
-
-
точение тонкое
0,13
0,14
0,16
-
-
-
50 - 80
точение однократное
1,5
1,7
2,3
3,1
-
-
точение черновое
1,5
1,7
2,3
3,1
-
-
точение получистовое
0,45
0,50
0,50
0,55
-
-
точение чистовое
0,25
0,30
0,30
0,35
-
-
точение тонкое
0,13
0,14
0,18
0,20
-
-
80 - 120
точение однократное
1,8
1,9
2,1
2,6
3,4
-
точение черновое
1,8
1,9
2,1
2,6
3,4
-
точение получистовое
0,50
0,50
0,50
0,50
0,55
-
точение чистовое
0,25
0,25
0,30
0,30
0,35
-
точение тонкое
0,15
0,15
0,16
0,18
0,20
-
120 - 180
точение однократное
2,0
2,1
2,3
2,7
3,5
4,8
точение черновое
2,0
2,1
2,3
2,7
3,5
4,8
точение получистовое
0,50
0,50
0,50
0,50
0,60
0,65
точение чистовое
0,30
0,30
0,30
0,30
0,35
0,40
точение тонкое
0,16
0,16
0,17
0,18
0,21
0,27
180 - 260
точение однократное
2,3
2,4
2,6
2,9
3,6
5,0
точение черновое
2,3
2,4
2,6
2,9
3,6
5,0
точение получистовое
0,50
0,50
0,50
0,55
0,60
0,65
точение чистовое
0,30
0,30
0,30
0,30
0,35
0,40
точение тонкое
0,17
0,17
0,18
0,19
0,22
0,27
Точение штампованных заготовок при закреплении в центрах “_per_pr33” |
|||||||
Номинальный диаметр ”D” |
Способ обработки поверхности ”СОБП” |
Длина вала “L” |
|||||
0 - 120 |
121 - 260 |
260 - 500 |
500 - 800 |
800 - 1250 |
1250 - 2000 |
||
Припуск на диаметр “ПРИПУСК” |
|||||||
0 - 18 |
точение однократное |
1,5 |
1,9 |
- |
- |
- |
- |
точение черновое |
1,5 |
1,9 |
- |
- |
- |
- |
|
точение чистовое |
0,25 |
0,30 |
- |
- |
- |
- |
|
точение тонкое |
0,14 |
0,15 |
- |
- |
- |
- |
|
18 - 30 |
точение однократное |
1,6 |
2,0 |
2,3 |
- |
- |
- |
точение черновое |
1,6 |
2,0 |
2,3 |
- |
- |
- |
|
точение чистовое |
0,25 |
0,30 |
0,30 |
- |
- |
- |
|
точение тонкое |
0,14 |
0,15 |
0,16 |
- |
- |
- |
|
30 - 50 |
точение однократное |
1,8 |
2,3 |
3,00 |
3,5 |
- |
- |
точение черновое |
1,8 |
2,3 |
3,00 |
3,5 |
- |
- |
|
точение чистовое |
0,30 |
0,30 |
0,30 |
0,35 |
- |
- |
|
точение тонкое |
0,15 |
0,16 |
0,19 |
0,21 |
- |
- |
|
50 - 80 |
точение однократное |
2,2 |
2,9 |
3,4 |
4,2 |
5,0 |
- |
точение черновое |
2,2 |
2,9 |
3,4 |
4,2 |
5,0 |
- |
|
точение чистовое |
0,30 |
0,30 |
0,35 |
0,40 |
0,45 |
- |
|
точение тонкое |
0,16 |
0,18 |
0,20 |
0,22 |
0,26 |
- |
|
80 - 120 |
точение однократное |
2,6 |
3,3 |
4,3 |
5,2 |
6,3 |
8,2 |
точение черновое |
2,6 |
3,3 |
4,3 |
5,2 |
6,3 |
8,2 |
|
точение чистовое |
0,30 |
0,30 |
0,40 |
0,45 |
0,50 |
0,60 |
|
точение тонкое |
0,17 |
0,19 |
0,23 |
0,26 |
0,30 |
0,38 |
|
120 - 180 |
точение однократное |
3,2 |
4,6 |
5,0 |
6,2 |
7,5 |
- |
точение черновое |
3,2 |
4,6 |
5,0 |
6,2 |
7,5 |
- |
|
точение чистовое |
0,35 |
0,40 |
0,45 |
0,50 |
0,60 |
- |
|
точение тонкое |
0,20 |
0,24 |
0,25 |
0,30 |
0,35 |
- |
|
Припуски на круглое шлифование в центрах “_per_pr41” |
|||||||
Диаметр детали “D” |
Термообработка “ТЕР_КА“ |
Длина детали “L” |
|||||
0 - 100 |
100 - 300 |
300 - 500 |
500 - 700 |
700 - 1300 |
1300 - 2000 |
||
Припуск на диаметр “ПРИПУСК” |
|||||||
0 - 10 |
Нет |
0,3 |
0,4 |
0,4 |
- |
- |
- |
Закалка |
0,5 |
0,5 |
0,6 |
- |
- |
- |
|
10 - 18 |
Нет |
0,3 |
0,4 |
0,4 |
0,4 |
- |
- |
Закалка |
0,5 |
0,6 |
0,6 |
0,6 |
- |
- |
|
18 - 30 |
Нет |
0,4 |
0,5 |
0,5 |
0,5 |
0,6 |
- |
Закалка |
0,6 |
0,6 |
0,7 |
0,7 |
0,8 |
- |
|
30 - 50 |
Нет |
0,4 |
0,5 |
0,5 |
0,5 |
0,6 |
0,7 |
Закалка |
0,6 |
0,7 |
0,7 |
0,7 |
0,8 |
0,8 |
|
50 - 80 |
Нет |
0,5 |
0,5 |
0,5 |
0,6 |
0,6 |
0,8 |
Закалка |
0,7 |
0,7 |
0,8 |
0,8 |
0,9 |
0,9 |
|
80 - 120 |
Нет |
0,6 |
0,6 |
0,6 |
0,7 |
0,7 |
0,9 |
Закалка |
0,8 |
0,8 |
0,8 |
0,9 |
0,9 |
1,0 |
|
120 - 180 |
Нет |
0,6 |
0,6 |
0,7 |
0,7 |
0,7 |
1,0 |
Закалка |
0,8 |
0,8 |
0,8 |
0,9 |
0,9 |
1,1 |
|
180 - 260 |
Нет |
0,7 |
0,7 |
0,7 |
0,8 |
0,8 |
0,9 |
Закалка |
0,9 |
0,9 |
0,9 |
0,9 |
1,0 |
1,1 |
|
260 - 360 |
Нет |
0,8 |
0,8 |
0,8 |
0,9 |
0,9 |
1,0 |
Закалка |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,1 |
|
360 - 500 |
Нет |
0,8 |
0,8 |
0,9 |
0,9 |
1,0 |
1,0 |
Закалка |
1,0 |
1,0 |
1,0 |
1,0 |
1,1 |
1,2 |
|
-
Припуски на финишное круглое шлифование в центрах “_per_pr42”
Диаметр детали ”D”
Термообработка “ТЕР_КА”
Длина детали “L”
0 - 100
100 - 300
300 - 500
50 - 700
700 - 1300
1300 - 2000
Припуск на диаметр “ПРИПУСК”
0 - 10
закалка
0,02
0,03
0,04
0,05
0,06
-
10 - 18
0,02
0,03
0,04
0,05
0,06
-
18 - 30
0,02
0,03
0,04
0,05
0,06
-
30 - 50
0,02
0,03
0,04
0,05
0,06
0,08
50 - 80
0,03
0,04
0,05
0,06
0,07
0,08
80 - 120
0,03
0,04
0,05
0,06
0,07
0,1
120 - 180
0,04
0,05
0,06
0,07
0,08
0,1
180 - 260
0,04
0,05
0,06
0,07
0,08
0,12
260 - 360
-
-
0,07
0,08
0,1
0,12
360 - 500
-
-
-
0,08
0,1
0,14
Форма заточки режущей части инструмента “_ri_fz” |
|||||
Материал детали “МД”
|
Прочность материала “ФМС” |
Жёсткость технологической системы “ЖС” |
Вид стружки “ВС” |
Состояние поверхности “СП” |
Форма заточки “ФЗ” |
серый чугун, цветные металлы и сплавы |
|
|
|
|
I |
сталь конструкционная, сталь закаленная, сталь нержавеющая |
0 - 800 |
|
|
|
I |
ковкий чугун, сталь конструкционная, сталь закаленная, сталь нержавеющая |
0 - 800 |
|
|
|
II |
цветные металлы и сплавы, сталь конструкционная, сталь закаленная, сталь нержавеющая |
0 - 800 |
|
завивание, дробление |
|
III |
сталь конструкционная, сталь закаленная, сталь нержавеющая |
800 - 1200 |
жесткая |
|
корка |
IV |
сталь нержавеющая |
0 - 800 |
|
|
|
V |
титановые сплавы |
1200 - 2000 |
|
|
|
VII |
Индекс размера “_ri_ir” |
|||
Индекс размера “ИР” |
Размер резцедержателя “_tp_stanok_РР” |
||
16 |
25 |
32 |
|
Решение |
|||
1 |
1171 |
1175 |
1179 |
2 |
0051 |
0059 |
0063 |
3 |
1096 |
1101 |
1105 |
4 |
0055 |
0057 |
0061 |
Материал режущей части “_ri_mrch” |
|||
Группа материала “ГР_МАТ” |
Вид перехода “ВПЕР” |
Вид заготовки “ВЗАГ” |
Материал режущей части “МРЧ” |
сталь конструкционная |
начерно, однократно |
поковка, отливка |
Т15К10, Т15К6 |
сталь конструкционная |
получисто, начисто, окончательно, тонко |
поковка, отливка, пруток, труба |
Т30К4, Т15К6 |
сталь закаленная |
получисто, начисто, окончательно, тонко |
поковка, отливка, пруток, труба |
Т30К4, Т15К6, ВК6М |
титановые сплавы, серый чугун, ковкий чугун |
начерно, однократно |
поковка, отливка, пруток, труба |
ВК4, ВК8, ВК6М |
цветные металлы и сплавы |
начерно, однократно |
поковка, отливка, пруток, труба |
ВК6М, ВК3 |
Тип резца и индекс размера “_ri_tr” |
||||
Обрабатываемая поверхность “ОП” |
Вид перехода “ВП” |
Радиус закругления “R” |
Параметр “ПАР” |
|
Инструмент “ИНСТР” |
Индекс размера “ИР” |
|||
Решение |
||||
ЦИЛ1, ЦИЛ3, КОН1 |
начерно, однократно |
0 |
резец 2102- |
1 |
ЦИЛ1, ЦИЛ3, КОН1 |
получисто, начисто, окончательно, тонко |
0 |
резец 2102- |
2 |
ЦИЛ2 |
начерно, однократно |
0 |
резец 2103- |
3 |
ТОРЕЦ1, ТОРЕЦ2 |
получистовой, чистовой |
0 - 2 |
резец 2112- |
4 |
ТОРЕЦ1, ТОРЕЦ2 |
получистовой, чистовой |
2 -5 |
резец 2150- |
4 |
Группа материала “_tp_grmet” |
|
Номер “НОМЕР” |
Материал “МАТ” |
1 |
сталь конструкционная |
2 |
сталь закаленная |
3 |
сталь нержавеющая |
4 |
титановые сплавы |
5 |
серый чугун |
6 |
ковкий чугун |
7 |
цветные металлы и славы |
Тип операции “_tp_oper” |
|
Номер “НОМЕР” |
Операция “ОПЕР” |
1 |
1.Токарная |
2 |
2.Токарно-отрезная |
3 |
3.Токарно-револьверная |
Станок “_tp_stanok” |
||
Тип операции “ТОПЕР” |
Размер резцедержателя “РРЕЗЦЕД” |
Тип станка “СТАНОК” |
токарная, токарно-отрезная |
16 |
Токарный 1616 |
25 |
Токарный 1К62 |
|
Токарно-винторезный 16К20 |
||
токарно-револьверная |
16 |
Токарно-револьверный 1П365 |
Вид заготовки “_tp_zag” |
|
Номер “НОМЕР” |
Вид заготовки “ВЗАГ” |
1 |
пруток повышенной точности |
2 |
пруток обычной точности |
3 |
труба повышенной точности |
4 |
труба обычной точности |
5 |
поковка |
6 |
отливка |