

Мнлз оао нтмк
Для производства НЛЗ на ОАО «НТМК» установлены четыре МНЛЗ радиального (криволинейного) типа. Машины непрерывного литья заготовок входят в состав отделения непрерывной разливки стали (ОНРС), совмещенного с конвертерным цехом. Скорость разливки составляет 0,2-1,4 м/мин.
Мнлз № 1
НАЗНАЧЕНИЕ
Первая машина непрерывного литья заготовок (блюмов) была пущена в эксплуатацию в июле 1995г. Она предназначена для получения слитков круглого и прямоугольного сечения.
Таблица 14 — ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МНЛЗ №1
Тип машины |
VAI-BLC 12/4С радиальная машина с криволинейным кристаллизатором; Австрия; Фирма «VOEST-ALPINE» |
Количество ручьев |
4 |
Межосевое расстояние ручьев |
1750 мм |
Радиус машины |
12000 мм |
Диапазон скоростей машины: - в направлении разливки - против направления разливки (ввод затравки) - на отводящем рольганге |
0 – 1,5 м/мин.
Не более 3 м/мин. 30 м/мин. |
Металлургическая длина |
Не более 32,6 м |
Объем плавки |
160 т |
Сечения отливаемых заготовок |
430 мм – круг 300×300 мм 300×330 мм 300×360 мм |
Длина отливаемых заготовок, мах и мin |
2800×6600 мм |
Режим работы: |
Плавка на плавку |
Технология: |
Разливка с погружаемым стаканом с подачей разливочного порошка |
Прием ковша |
Поворотный стенд |
Устройство для резки |
Машина газокислородной резки |
Тип затравки: |
Стандартная затравка с постоянной головкой, ввод снизу |
Маркировочное устройство |
Клеймовочная машина |
ТЕХНИЧЕСКИЕ ДАННЫЕ КОМПОНЕНТОВ МАШИНЫ
Таблица 15 — Оборудование для разливочной площадки
Технические характеристики поворотного стенда |
|
Максимальный рабочий объем ковша |
150 т |
Вес пустого ковша |
80 т |
Максимальный общий вес поворотного стенда (2 полных ковша) |
520 т |
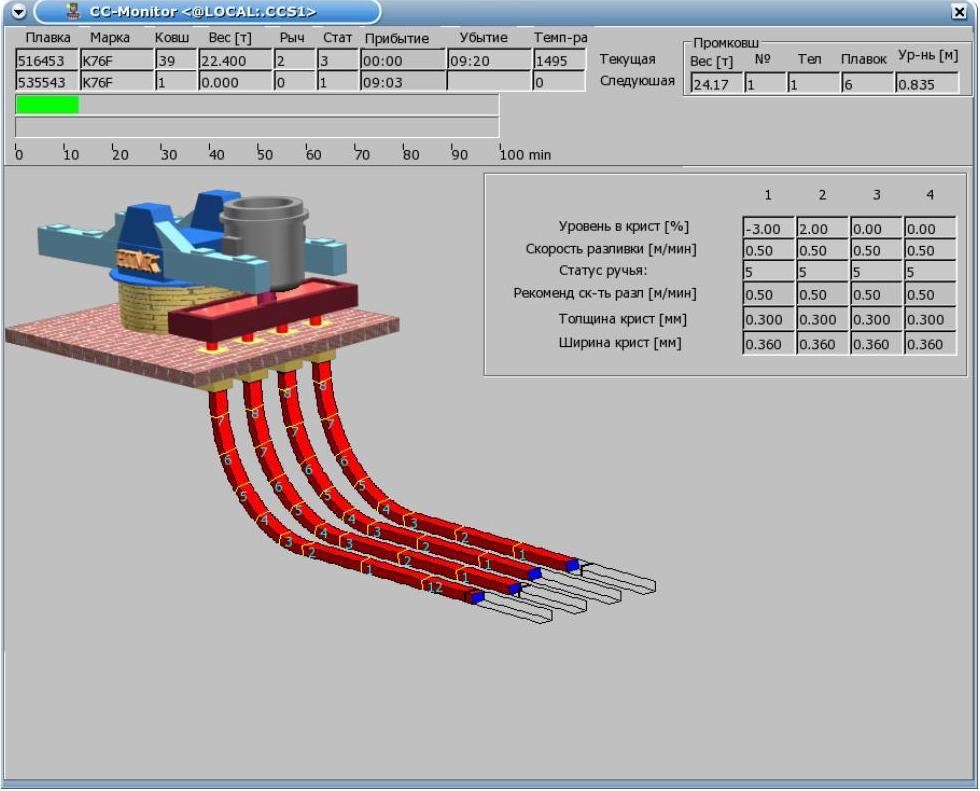
Рисунок 15 – Монитор работы МНЛЗ №1 ОАО НТМК.
Мнлз № 2
НАЗНАЧЕНИЕ
МНЛЗ №2 предназначена для получения из жидкого металла непрерывно литых слябов и сортовых заготовок.
Таблица 16 — ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МНЛЗ №2
Тип машины |
Криволинейная, с вертикальным кристаллизатором с загибом и разгибом слитка; Россия; Фирма АО«Уралмаш» |
Количество ручьев |
Комбинированная двух-четырех ручьевая |
Расстояние между ручьями |
5000 мм |
Базовый радиус радиального участка |
8000 мм |
Длина горизонтального участка |
12090 мм |
Длина вертикального участка |
1580 мм |
Длина криволинейного участка |
6630 мм |
Длина радиального участка |
8080 мм |
Длина участка загиба |
1920 мм |
Скорость разливки |
0,2 – 1,4 м/мин. |
Металлургическая длина |
31,3 м |
Сечения отливаемых заготовок |
240×1500×4500-5700 мм – слябы Сортовые заготовки: 240×310-575×3700-11400 мм |
Емкость сталеразливочного ковша |
160 т |
Емкость промежуточного ковша |
35 т |
Рабочий уровень металла в промковше |
1100 мм |
Высота подъема сталь ковша |
800 мм |
Высота подъема промковша |
550 мм |
Отметка разливочной площадки |
+12600 мм |
Отметка верха бочки роликов рольганга |
+1050 мм |
Режим работы: |
Плавка на плавку |
Прием ковша |
Поворотный стенд |
Устройство для резки |
Машина газокислородной резки |
Маркировочное устройство |
Клеймовочная машина |
ТЕХНИЧЕСКИЕ ДАННЫЕ КОМПОНЕНТОВ МАШИНЫ
Таблица 17 — Оборудование для разливочной площадки
Технические характеристики поворотного стенда |
|
Масса стальковша с металлом |
230 т |
Высота подъемного ковша |
800 мм |
Скорость поворота главного привода |
1 об./мин. |
Скорость поворотного аварийного привода |
0,5 об./мин. |
Количество гидроцилиндров механизма подъема |
4 |
Рабочее давление в цилиндре |
22 МПа |
Диаметр плунжера |
450 мм |
Технические характеристики тележки промежуточного ковша |
|
Скорость перемещения тележки, рабочая |
20 м/мин. |
Ход промковша: - вверх - вниз |
550 мм 30 мм |
Скорость подъема |
30 мм/сек. |
Технические характеристики промежуточного ковша |
|
Уровень жидкого металла (номинал.) |
1100 мм |
Уровень жидкого металла (максимал.) |
1200 мм |
Масса жидкого металла при номинальном уровне |
30 т |
Масса жидкого металла при максимальном уровне |
35 т |
Масса порожнего промежуточного ковша с футеровкой |
38 т |
Технические характеристики кристаллизатора и устройства качания |
|
Сечение разливаемых слитков: |
|
- кристаллизатор сдвоенный – два сляба сечением |
310-575×240 мм |
- кристаллизатор – сляб сечением |
1500×240 мм |
- возможна отливка слитков сечением |
1520-1180×240 мм |
Усилие сжатия узких стенок пружинами кристаллизатора |
35 ∙ 2 = 70 кН = 7 тс |
Усилие сжатия балкой механизма качания |
220 кН (22 тс) |
Ход каждой узкой стенки от редуктора |
180 мм |
Высота медных стенок |
1000 мм |
Диаметр подвесных роликов |
140 мм |
Площадь сечения вертикальных каналов медных стенок сдвоенного кристаллизатора: |
|
- широких |
125,7 см2 |
- узких |
2 ∙ 15,7 = 31,14 см2 |
Расход охлаждающей воды при скорости протекания 6 м/с: |
|
- кристаллизатор сдвоенный на широкие стенки |
230 м3/час |
- кристаллизатор сдвоенный на узкие стенки |
136 м3/час |
- кристаллизатор на широкие стенки |
270 м3/час |
- кристаллизатор на узкие стенки |
68 м3/час |
Технические характеристики механизма качания |
|
Тип механизма |
рычажный механизм, приводимый в движение через эксцентрики |
Число качаний в минуту |
20 – 250 |
Амплитуда качаний |
3 – 5 мм |
Усилие зажима кристаллизатора пружинами механизма качания |
220 кН (22 тс) |
Технические характеристики роликового направляющего аппарата |
|
Секция №1 |
|
- диаметр ролика |
150 мм |
- количество роликов |
12 шт. |
Секция №2 |
|
- диаметр ролика |
205 мм |
- количество роликов |
20 шт. |
Секция №3 |
|
- диаметр ролика |
220 мм |
- количество роликов |
14 шт. |
Секция №4, 5 |
|
- диаметр ролика |
240 мм |
- количество роликов |
10 шт. |
Секция №6, 7 |
|
- диаметр ролика |
270 мм |
- количество роликов |
8 шт. |
Секция №8, 9 |
|
- диаметр ролика |
330 мм |
- количество роликов |
40 шт. |
Секция №10, 11 |
|
- диаметр ролика |
330 мм |
- количество роликов |
32 шт. |
Секция №12 |
|
- диаметр ролика |
330 мм |
- количество роликов |
40 шт. |
Технические характеристики агрегата резки в линии МНЛЗ |
|
Тип агрегата |
машина газовой резки (МГР) |
Ход МГР по эстакаде, рабочий |
5 - 8 м |
Скорость перемещения по эстакаде при резке |
0,2 – 1,4 м/мин. |
Скорость перемещения по эстакаде при возврате |
30 м/мин |
Ход резака при резке сортовых заготовок |
815 мм |
Ход резака при резке слябов |
1005 мм |
Скорость перемещения при резке |
30 – 600 мм/мин. |
Скорость перемещения при возврате в исходное положение |
3900 мм/мин. |
Технические характеристики устройства для передачи заготовок |
|
Наибольшая масса поднимаемого груза |
25 т |
Скорость передвижения |
45 м/мин. |
Скорость подъема |
6 м/мин. |
Технические характеристики сталкивателя и стеллажа для заготовок |
|
Максимальное кратковременное усилие сталкивателя |
25 тс |
Минимальное усилие сталкивателя |
15 тс |
Максимальный ход сталкивателя |
4,95 м |
Скорость движения штанги: |
|
- при подходе к заготовке |
0,25 м/с |
- при сталкивании заготовки |
0,5 м/с |
- при обратном ходе |
1 м/с |
Система смазки |
|
УНРС подразделена на централизованные станции смазки |
|
Станция Ж – 1/Ц – 1 |
Производит 63 л/мин., обслуживает редукторы роликовых секций МНЛЗ, рольганг затравки, редукторы привода поворотного сталеразливочного стенда |
Станция П – 1 |
Производит 0,6 дм3/мин., обслуживает оборудование «горячей» зоны МНЛЗ и механизмы качания кристаллизатора |
Станция П – 2 |
Производит 0,6 дм3/мин. (сдвоенная), обслуживает подшипники средних опор роликовых секций |