

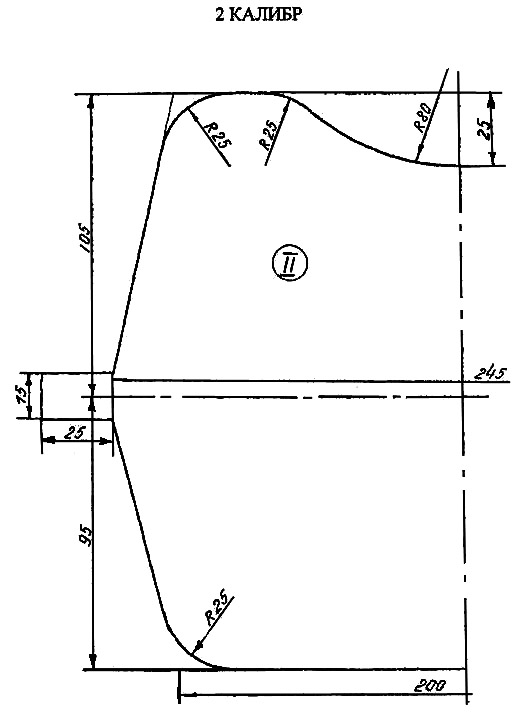
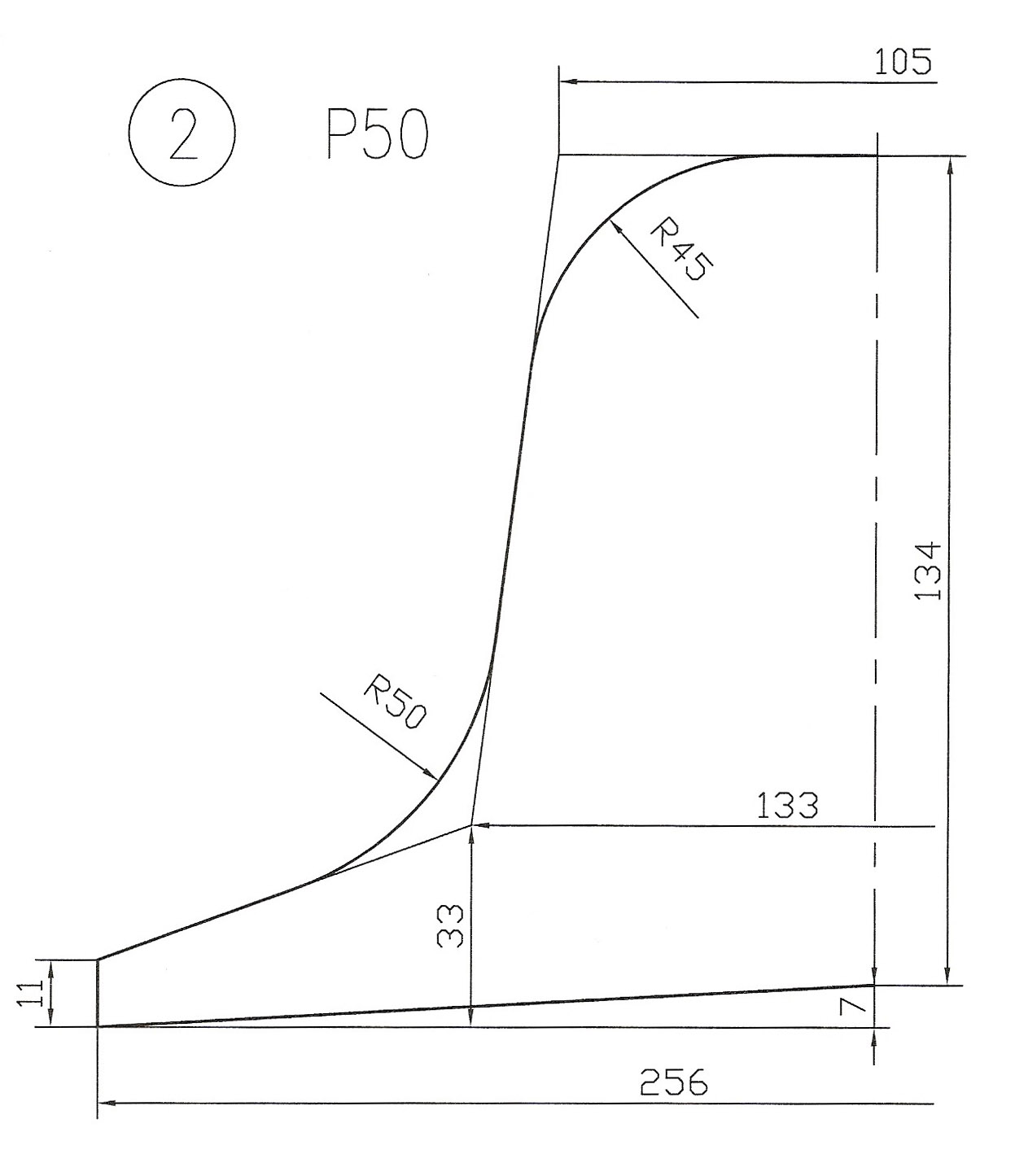
Тавровый калибр 2
Толщина фланцев подошвы:
![]() (40)
(40)
![]() мм
мм
Ширина гребня калибра:
![]() мм
(41)
мм
(41)
![]() мм
мм
Высота калибра:
![]() (42)
(42)
![]() мм
мм
Ширина таврового калибра:
![]() мм
мм
Общая ширина подошвы:
![]() (43)
(43)
![]() мм
мм
Ширина гребня в калибре:
![]() (44)
(44)
![]() мм
мм
Угол поворота гребня:
![]() (45)
(45)
![]()
- где ![]() - наклон стенок гребня по горизонтали.
- наклон стенок гребня по горизонтали.
Принимаем закругление
вершины ![]() мм
мм
![]() (46)
(46)
![]() мм
мм
Высоту гребня,
ширину калибра по разъему ![]() и общую высоту второго калибра
и общую высоту второго калибра ![]() находим построением:
находим построением: ![]() мм;
мм;![]() мм;
мм;![]() мм.
мм.
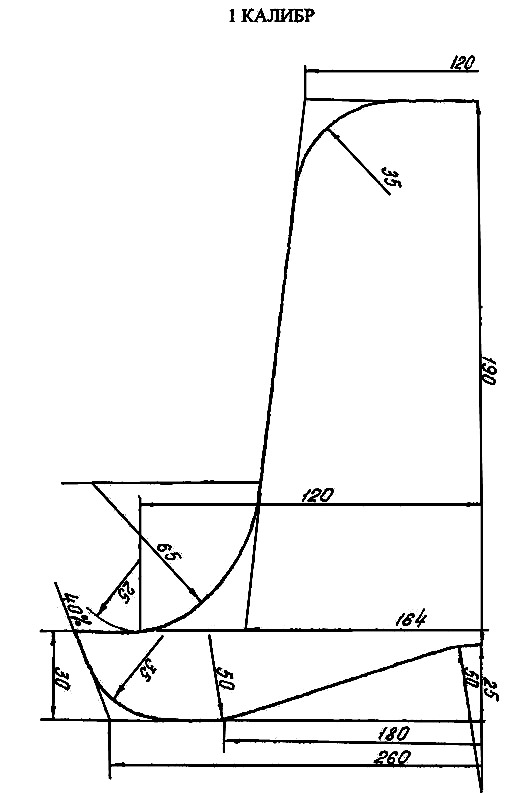
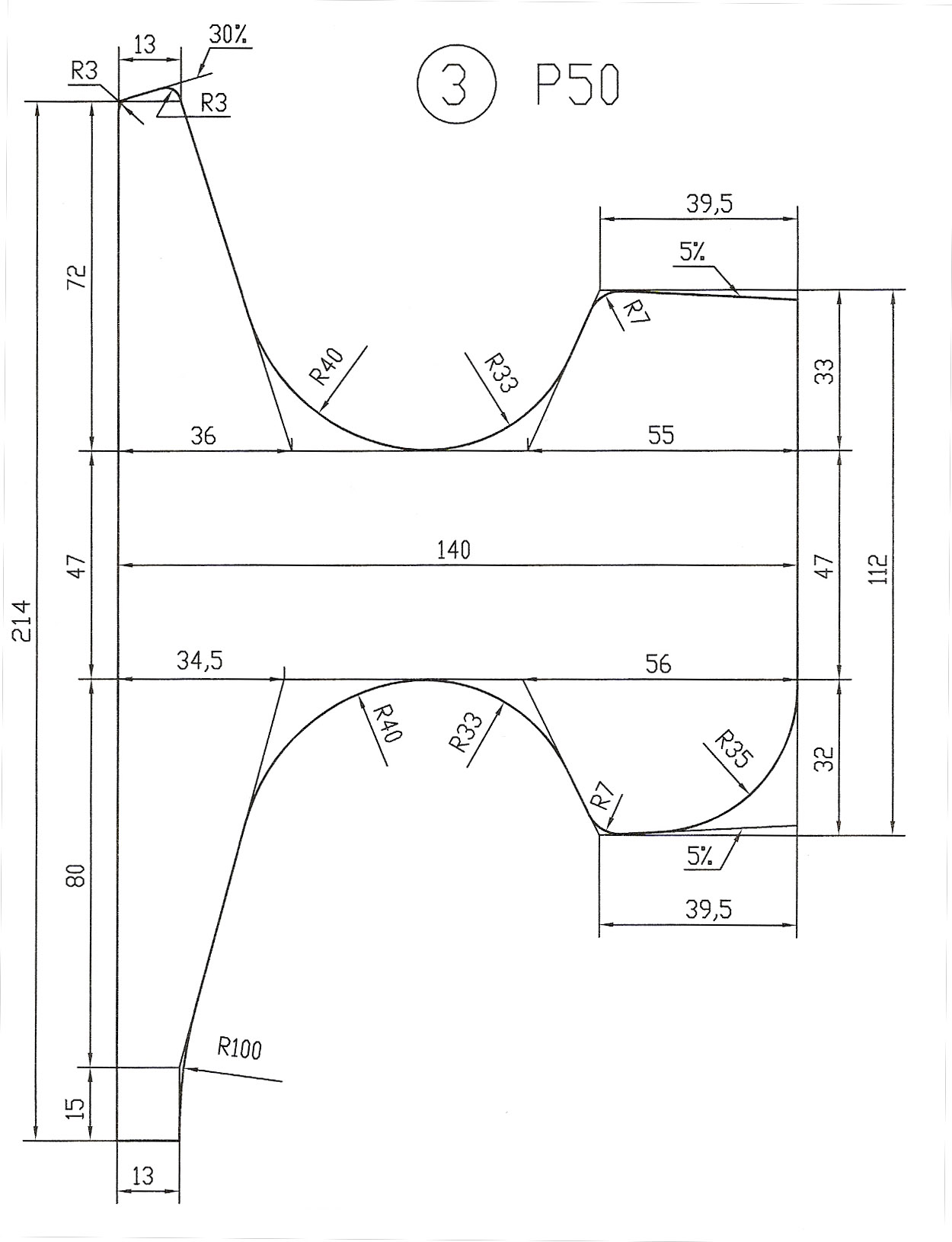
Тавровый калибр 1 и размеры исходной заготовки
Высота калибра:
![]() (47)
(47)
![]() мм
мм
Ширина подошвы:
![]() (48)
(48)
- где ![]() можно принимать равной 40-50 мм
можно принимать равной 40-50 мм
![]() мм
мм
Принимаем уклон
боковых стенок 9,3%; высоту гребня ![]() мм;
угол разворота
мм;
угол разворота ![]() ;
радиус закругления вершины гребня
;
радиус закругления вершины гребня ![]() мм;
ширину калибра по разъему
мм;
ширину калибра по разъему ![]() мм; ширину
у головки
мм; ширину
у головки ![]() мм.
мм.
Ширина исходной заготовки:
![]() (49)
(49)
- где ![]() и
и ![]() - значение ширины таврового калибра по
разъему и у головки;
- значение ширины таврового калибра по
разъему и у головки;
![]() - коэффициент деформации металла идущего
на головку;
- коэффициент деформации металла идущего
на головку;
![]() – коэффициент, учитывающий обжатие
металла в калибре.
– коэффициент, учитывающий обжатие
металла в калибре.
![]() мм
мм
Высота исходной заготовки:
![]() (50)
(50)
- где ![]() коэффициент, учитывающий защемление.
коэффициент, учитывающий защемление.
![]() мм.
мм.
Определяем примерную площадь каждого таврового калибра:
![]() (51)
(51)
![]() мм2
мм2
![]() мм2
мм2
![]() мм2
мм2
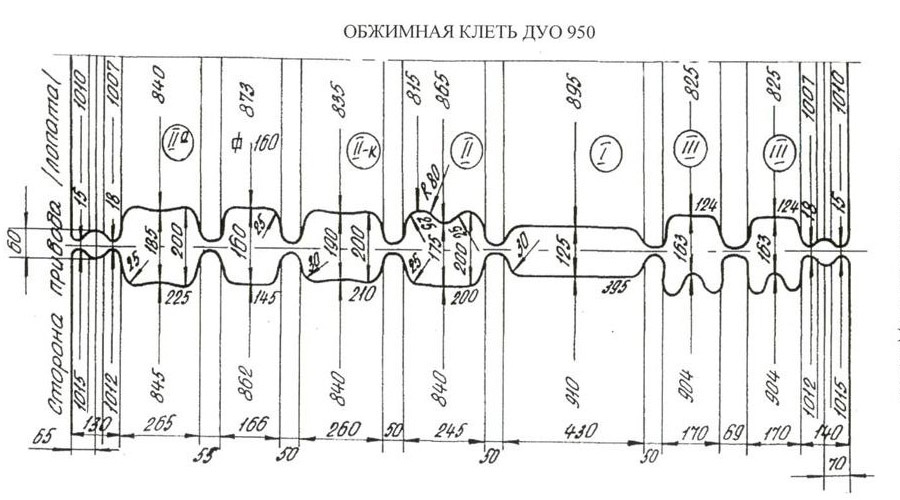
Калибровка валков при прокатке железнодорожных рельсов р65 на оао нтмк





Калибровка валков при прокатке железнодорожных рельсов р50 на оао нтмк

ОБЖИМНАЯ КЛЕТЬ ДУО 950

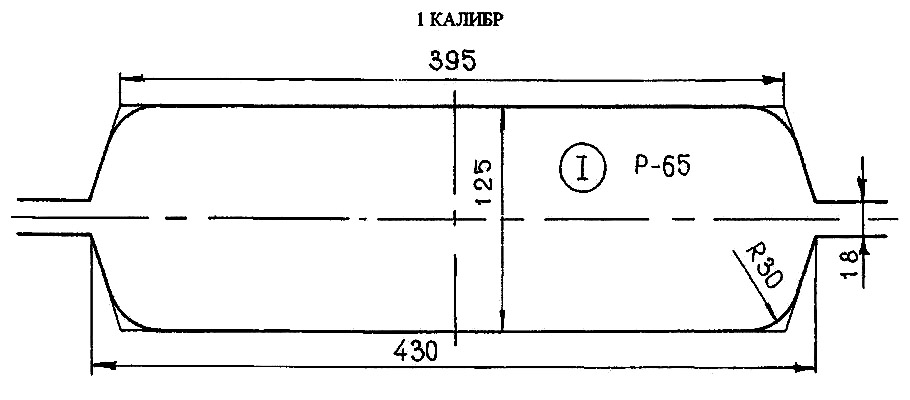
1 КАЛИБР

2 КАЛИБР

3 КАЛИБР

ЧЕРНОВАЯ КЛЕТЬ ТРИО 850

1 КАЛИБР

2 КАЛИБР
3 КАЛИБР
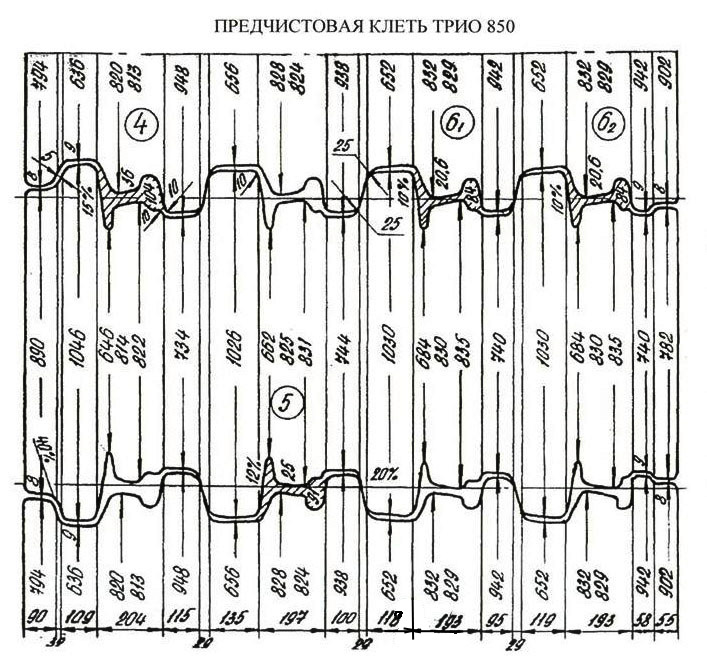
ПРЕДЧИСТОВАЯ
КЛЕТЬ ТРИО 850

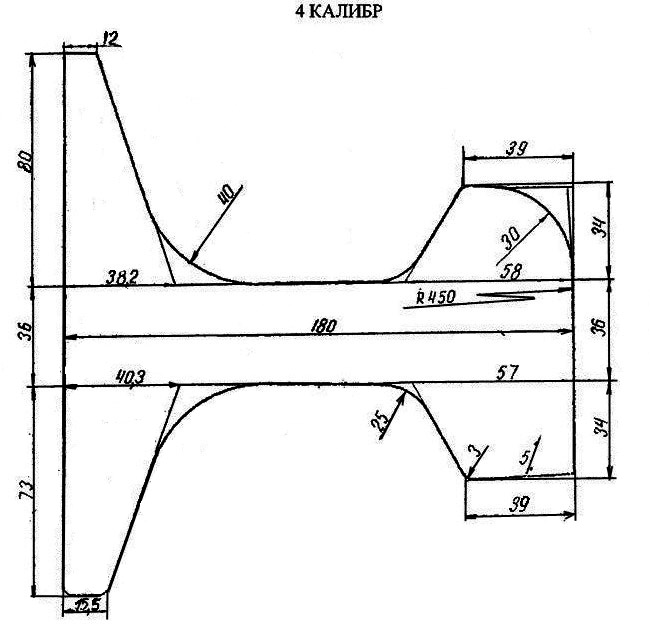
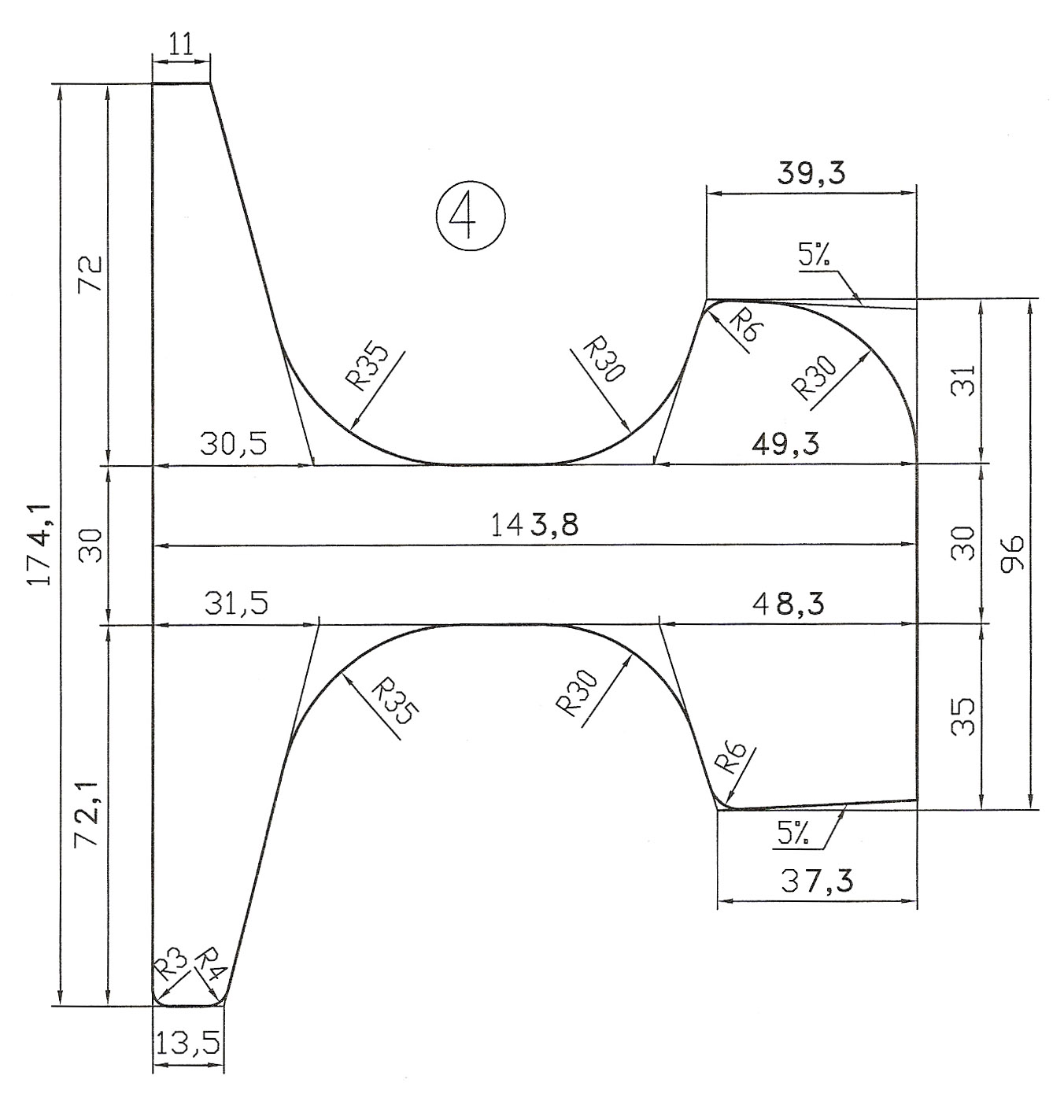
КАЛИБР 4
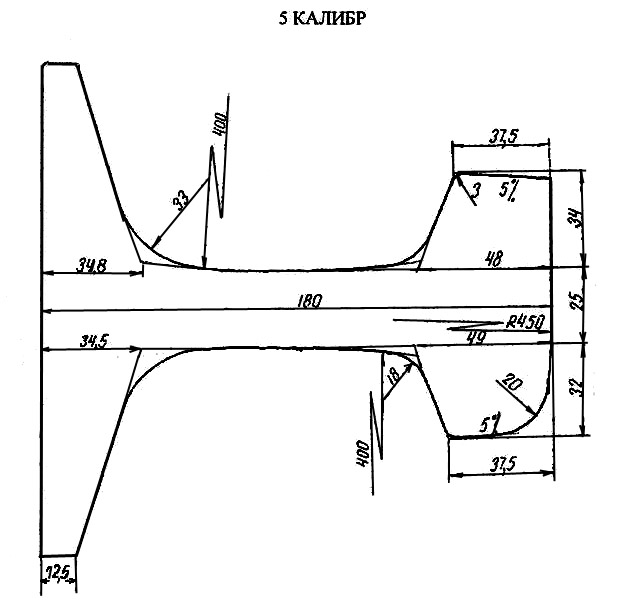
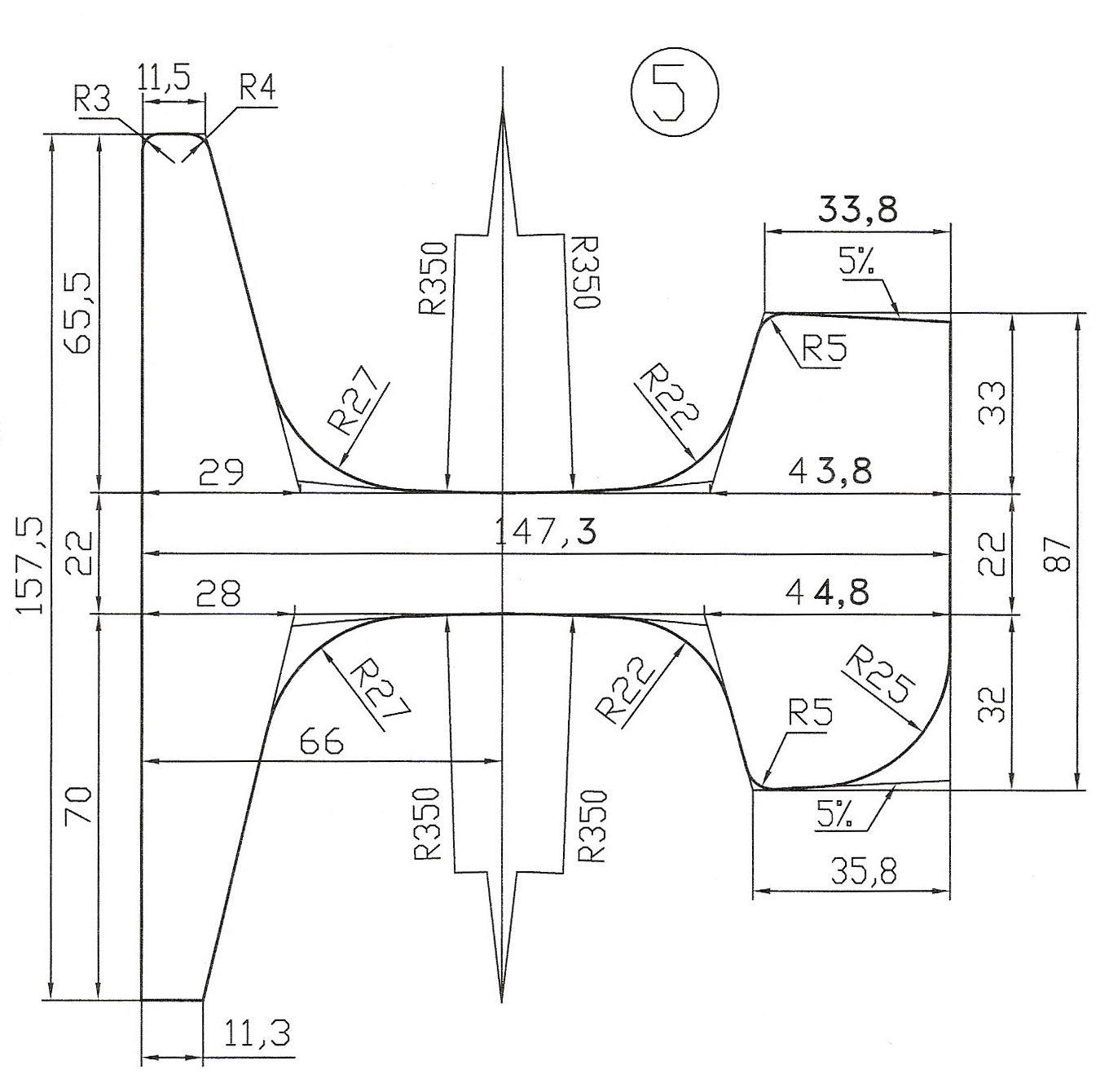
5 КАЛИБР
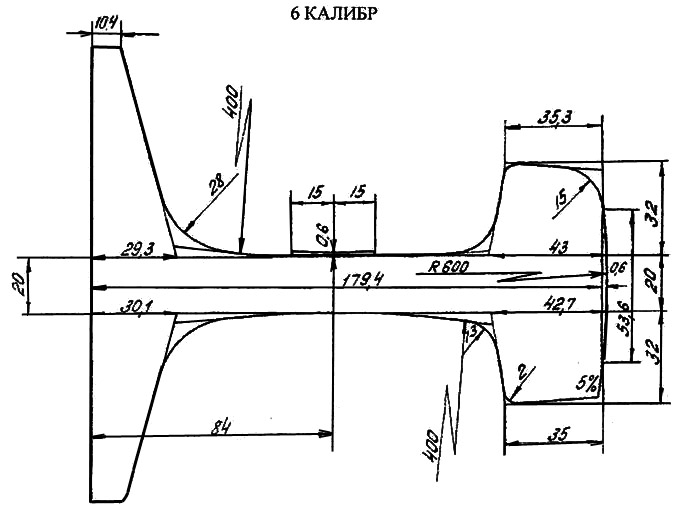
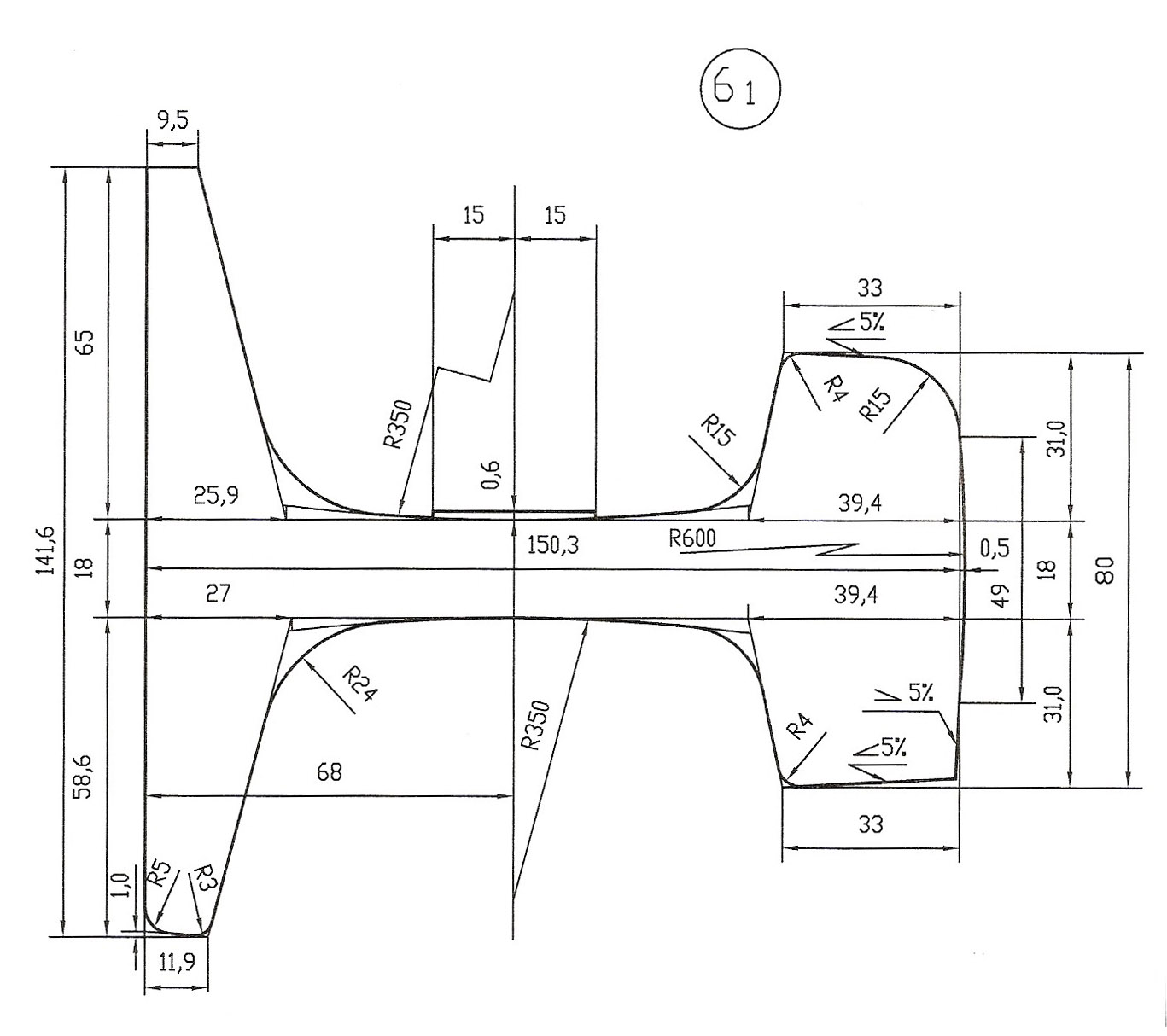
6 КАЛИБР
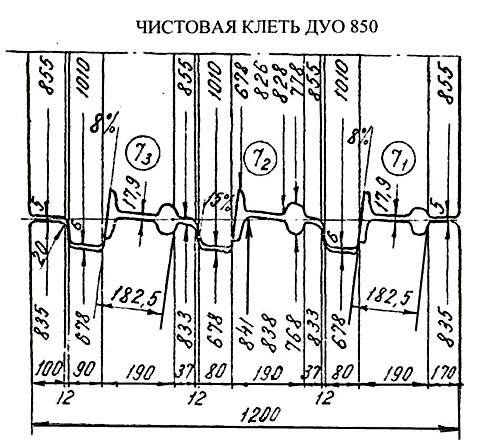
ЧИСТОВАЯ КЛЕТЬ ДУО 850

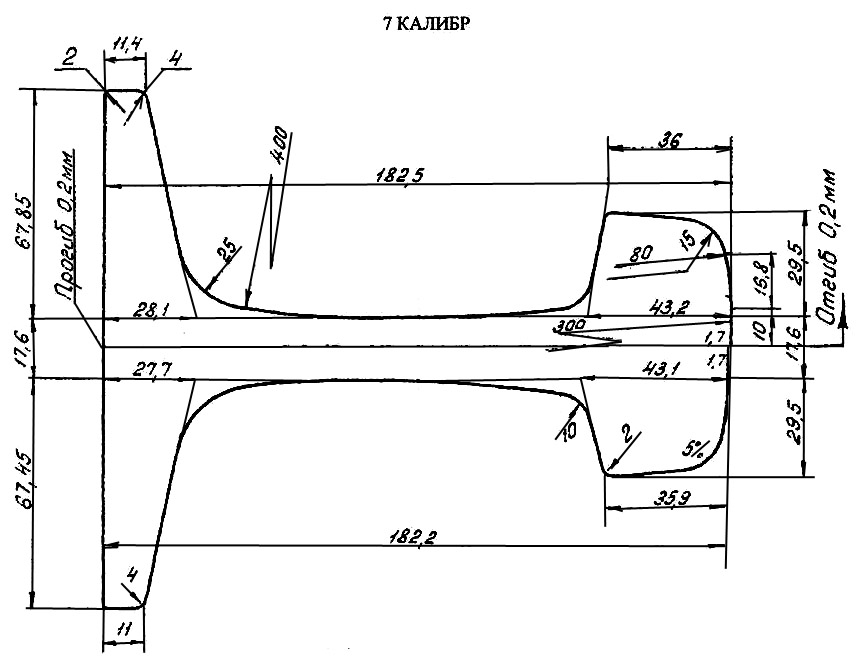
КАЛИБР 7
