

Методика расчета калибровки железнодорожных рельсов б. П. Бахтинова и м. М. Штернова
устанавливаем схему прокатки рельсов, например принимаем три трапецеидальных калибра и шесть рельсовых калибров;
расчет ведем против хода прокатки, начиная от чистового калибра;
делим чистовой калибр на три элемента: головку, шейку и подошву с обозначением расчетных размеров (рис. 87);

Рисунок 87 - Расчетные размеры рельса: 1 — головка; 2 — шейка; 3 — подошва.
рассчитываем горячие размеры чистового калибра с учетом температурного коэффициента усадки профиля;
на основании практических данных хорошо работающих калибровок устанавливаем частные и общие коэффициенты деформации для отдельных элементов калибра — головки, шейки и подошвы.
Б. П. Бахтинов и М. М. Штернов рекомендуют общий коэффициент деформации для головки и подошвы Rобщ≈2,3. Для шейки, учитывая условия захвата, этот коэффициент принят Rобщ≈3,5. Так как толщина шейки неодинаковая, то общий коэффициент деформации для крайних частей шейки принимают:

далее рассчитываем размеры отдельных калибров, а именно размеры подошвы, головки и шейки рельса;
после расчета шестого (разрезного) калибра необходимо определить размеры трапецеидальных калибров и размеры исход ной прямоугольной заготовки.
Примерный расчет калибровки валков при прокатке рельса р 65
На рисунке 88 приведены размеры рельса Р65 в соответствии с ГОСТ Р 51685-2000 «Рельсы железнодорожные. Общие технические условия».
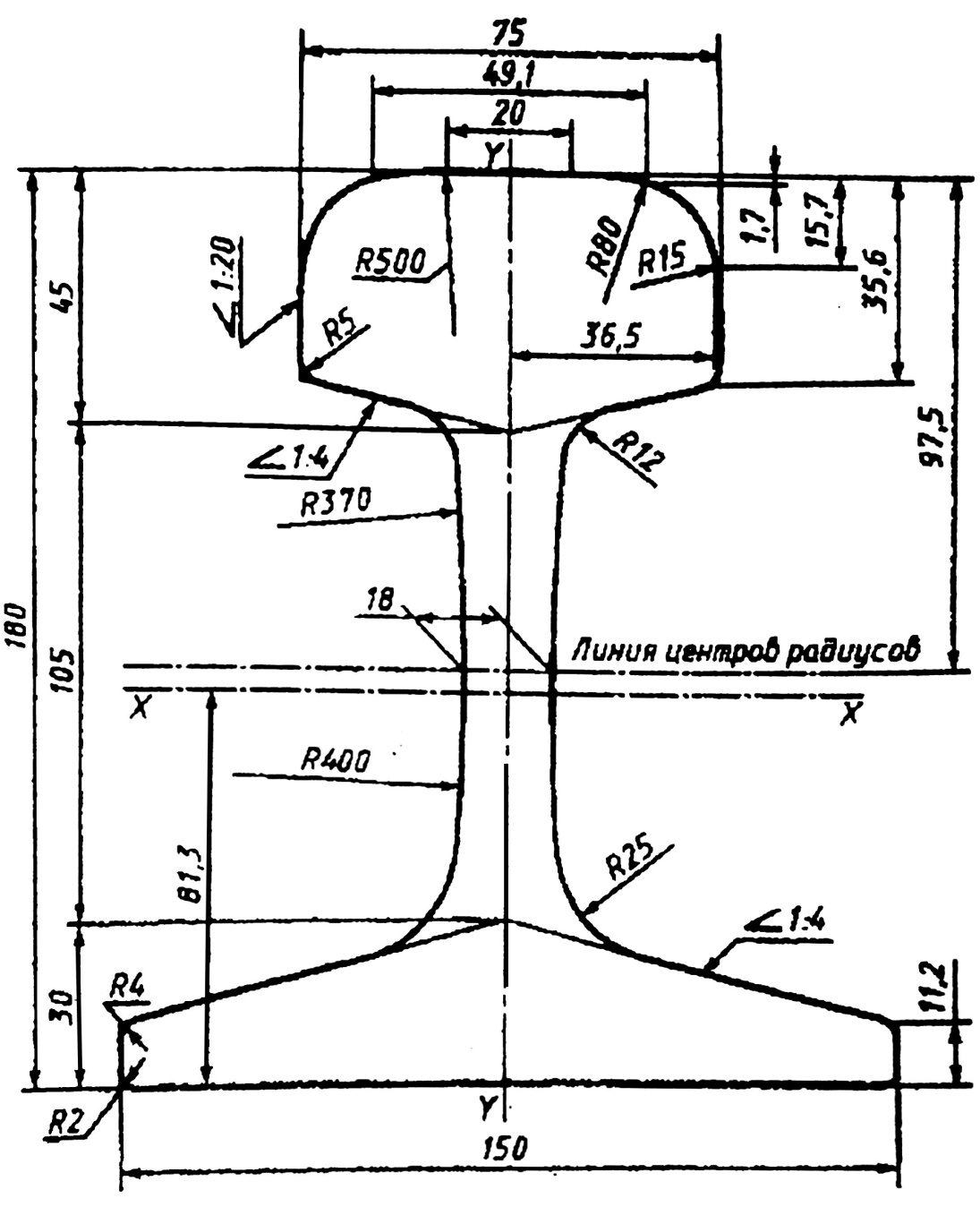
Рисунок 88 – Железнодорожный рельс Р65.
Принимаем схему прокатки этого рельса в условиях ОАО НТМК, а именно: исходная заготовка сечением 300х360 мм, после нагрева в нагревательных печах направляют в обжимную клеть 950 рельсобалочного стана 850, в которой дают пять проходов, далее раскат поступает в первую клеть трио, где производят три прохода, во второй клети – три прохода, в третьей – один проход.
Схема прокатки железнодорожного рельса приведена на рисунке 89.
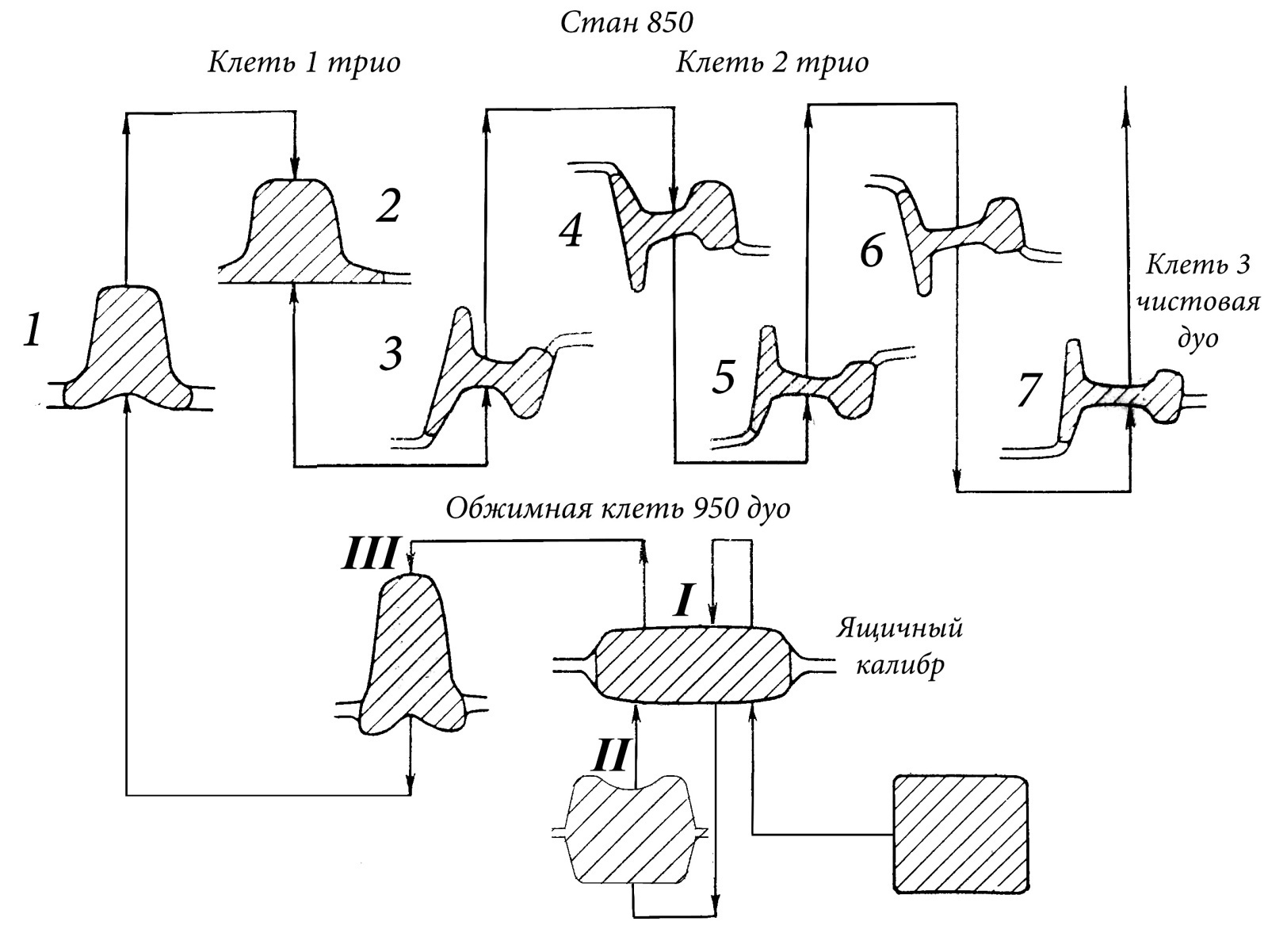
Рисунок 89 - Схема прокатки железнодорожного рельса Р65 на ОАО НТМК.
При расчете рельсовых калибров будем пользоваться методом Б.П. Бахтинова и М.М. Штернова. При определении размеров тавровых калибров используем практические данные и результаты исследований.
Нумерацию калибров в данном случае принимаем по ходу прокатки, начиная с первого таврового калибра.
Определяем размеры отдельных элементов готового рельса.
Подошва рельса
Шейка рельса описана радиусом R=400 мм. Приращение толщины шейки у подошвы по сравнению с минимальной толщиной составляет:
![]() (1)
(1)
Следовательно, толщина шейки в месте соединения с подошвой равна:
![]() (2)
(2)
Толщина подошвы у шейки:
![]() (3)
(3)
![]() (4)
(4)
Поэтому можно записать:
![]() =
= ![]() (5)
(5)
Так, как угол α – небольшой (7-8о), то заменяя синусы углов на углы в радианах, получим:
![]() (6)
(6)
После преобразования получаем при R=400 мм квадратное уравнение:
![]()
Откуда ![]() рад
рад
Следовательно, толщина подошвы у шейки равна:
![]() мм
мм
Определяем толщину подошвы на конце:
![]() мм
мм
Высота фланца:
![]() мм
мм
Головка рельса
Толщина головки в месте соединения с шейкой
![]() мм
мм
Толщина головки на конце без учета закруглений
![]() мм
мм
Общий коэффициент деформации для головки и подошвы рельса принимаем на основании заводских данных kобщ=2,14
Для шейки kобщ принимаем несколько больше, чтобы обеспечить условия захвата в разрезном калибре kобщ=2,94
Для крайних частей шейки

При определении высоты открытого фланца задаваемого в закрытый фланец пользуемся формулой
![]() (7)
(7)
- где ![]() диаметр валков по шейке
диаметр валков по шейке
hз – высота закрытого фланца
![]() (8)
(8)
- где ho – высота открытого фланца
d - толщина шейки
Определение толщины фланцев
![]() (9)
(9)
![]() (10)
(10)
- где λо и λз - коэффициент обжатия толщины в открытом и закрытом фланцах.
Таблица 46 – Частные коэффициенты деформации в калибрах.
Элементы профиля |
1 (8) |
2 (7) |
3 (6) |
4 (5) |
4 |
kобщ |
Головка и подошва |
1,062 |
1,11 |
1,15 |
1,18 |
1,33 |
2,14 |
Средняя часть шейки |
1,1 |
1,19 |
1,25 |
1,25 |
1,44 |
2,94 |
Крайние части шейки |
1,032 |
1,045 |
1,095 |
1,195 |
1,27 |
1,8 |