

Форма калибров, предшествующих контрольным калибрам
Калибр, предшествующий контрольному, как правило, имеет обычную форму (рисунок 80, а), однако иногда ее изменяют: нижнюю часть полки предусматривают с двойным выпуском (рисунок 80, б). Благодаря этому исключается образование заусенцев в предчистовом калибре и заката в чистовом. Указанная форма калибра особенно приемлема при прокатке швеллеров больших размеров и в том случае, когда в контрольном калибре принимают большие боковые обжатия полок.
Уклон полок, изгиб стенки
Определенных рекомендаций и правил применения того или другого способа получения выпуска калибров нет. Однако, как показала практика, наиболее целесообразно получать выпуск полок путем изгиба стенки. В этом случае нет опасения утяжки металла из внешних углов стенки, что может наблюдаться при отгибании полок по мере приближения к чистовому проходу. Изгиб стенки профиля способствует лучшему центрированию при входе металла в калибр. Он может рекомендоваться при калибровке швеллеров средних и больших размеров.
Уширение
Швеллеры прокатывают в калибрах с постоянным разъемом валков на конце полок при определенном их выпуске. Обратного изгиба полок, как у фланцев двутавровых балок, при подаче раската в каждый последующий калибр нет. Поэтому здесь допустимо, если в этом есть необходимость, повышенное уширение по сравнению с расчетным.
Однако исследования и практика показывают, что если профиль прокатывают из высокоуглеродистых или легированных сталей, то уширение следует принимать только в пределах указанных рекомендаций. В противном случае может образоваться закат на внутренней стороне у основания полки.
Размеры исходной заготовки
Первые по ходу прокатки швеллерные калибры незначительно отличаются от калибров двутавровых балок. Это подобие формы калибров и примерно одинаковые величины их площадей при одинаковых размерах швеллера и балки позволяют рекомендовать ту же методику определения размеров исходной заготовки, что и для балок.
Ориентировочно высота прямоугольной заготовки, задаваем в разрезной калибр, должна быть больше размера полок чистового профиля не менее чем в два раза: Н0 = (2,0 ÷ 2,2)h. Ширина заготовки равняется ширине разрезного калибра за вычетом уширения в нем (рисунок 83). Обычно для швеллеров больших размеров, как и для двутавровых балок, применяется разрезная заготовка.
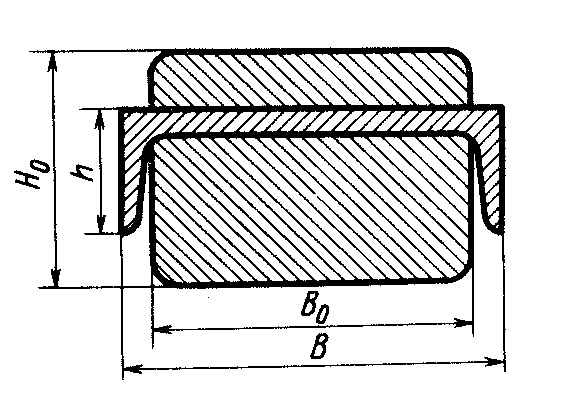
Рисунок 83 – Заготовка для швеллера (H0 ≈ 2h).
Распределение коэффициентов деформации по элементам швеллера
Любое промежуточное сечение в общей системе калибровки швеллера можно рассматривать состоящим из действительных фланцев (полок), стенки и ложных фланцев. Рассмотрим закономерности распределения коэффициентов деформации по указанным элементам профиля. Профиль определяют действительные фланцы и стенка. Поэтому главными показателями, характеризующими интенсивность процесса прокатки металла в калибрах, являются коэффициенты деформации полок и стенки. При рассмотрении методики расчета калибровки швеллера будем условно выделять всю стенку профиля.
Если в качестве исходной заготовки служит профиль двутаврового сечения, то коэффициенты деформации стенки и полки принимают иными, чем в том случае, если исходная заготовка имеет прямоугольное сечение. При исходной заготовке двутаврового сечения коэффициенты деформации ηа (конца полки) и ηb (основания полки) незначительно отличаются между собой. Часто приходится использовать исходные заготовки прямоугольного сечения. В этих случаях в черновых калибрах формируются стенка и фланцы. Поэтому, как правило, коэффициент деформации стенки в этих калибрах намного больше, чем коэффициенты деформации остальных элементов.
Общая закономерность распределения коэффициентов деформации элементов профиля следующая:
чистовой калибр ηа ≤ ηb или ηа ≈ ηс ≈ ηb;
черновые калибры ηс ηа ηb;
промежуточные и предчистовые калибры ηа ηс ≥ ηb.
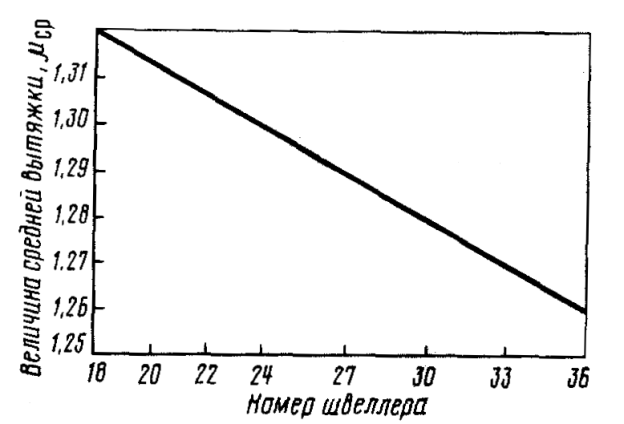
Рисунок 84 – Изменение среднего коэффициента вытяжки при прокатке швеллеров в зависимости от номера профиля (μср = ηс).

Рисунок 85 – Изменение ηс / ηф в зависимости от номера швеллера.
В чистовом калибре все коэффициенты деформации практически одинаковы.
Коэффициент
деформации на конце ложного фланца
![]() резко возрастает в черновых калибрах
по ходу прокатки, а коэффициент деформации
у основания ложного
фланца
резко возрастает в черновых калибрах
по ходу прокатки, а коэффициент деформации
у основания ложного
фланца ![]() постепенно уменьшается.
постепенно уменьшается.
На рисунке 84 показан полученный на основе исследований обобщенный график изменения средних коэффициентов вытяжки при прокатке швеллеров № 18 - 36. Экстраполированием можно достроить график и для швеллеров остальных номеров. По примеру калибровки двутавровых балок здесь также должен быть принят график изменения коэффициента обжатия стенки ηс по проходам.
Существенное значение при расчетах имеет отношение коэффициента деформации стенки ηс к среднему коэффициенту деформации полки ηф. При этом имеется в виду средний коэффициент деформации полки по ее средней толщине, начиная от размера чистового профиля. Можно принимать и величины вытяжек стенки к обеим полкам. На рисунке 85 показано изменение этого отношения при прокатке швеллеров № 18 - 40; для остальных номеров могут быть произведены дополнительные построения и получены соответствующие значения отношений ηс / ηф. Из графика следует, что с увеличением номера профиля это отношение уменьшается для швеллеров № 36 и 40 становится меньше единицы. Следовательно, швеллеры больших размеров (№ 36 и 40) прокатывают с более энергичной деформацией фланцев, чем стенки. Это делают для избегания утяжки фланцев в связи с тем, что доля стенки в общей площади профиля у швеллеров больших номеров больше, чем у швеллеров малых номеров. Для швеллеров № 18 - 33 отношение ηс / ηф уменьшается от черновых проходов к чистовому; для швеллеров № 36 и 40 наблюдается обратная зависимость, то есть отношение ηс / ηф увеличивается от черновых проходов к чистовому.