

Построение контрольных калибров и их назначение
При калибровке швеллеров отсутствует чередование раздела калибров. Калибры конструируют при постоянном разделе по действительным фланцам. В таком случае при открытых фланцах калибра нет возможности проконтролировать высоту получающихся фланцев профиля.
Поэтому предусматривают так называемые контрольные калибры, которые предназначены главным образом для деформации полок по высоте, то есть для контроля их высоты. Обычно при общем числе фасонных калибров 7-9 принимают два контрольных калибра, из которых один является черновым, а второй, как правило, предчистовым: его иногда называют чистовым контрольным калибром.
Имеются контрольные калибры двух типов, отличающиеся между собой местом раздела. На рисунке 80 (а) показан контрольный калибр закрытого типа с разделом в верхней части. Такой калибр имеет преимущество в том, что из него выходит раскат с точными размерами. Однако он имеет и существенные недостатки. Главный из них состоит в том, что при входе полок в закрытую часть контрольного калибра происходит запрессовывание (заклинивание) металла, в результате чего выход раската из валков весьма затрудняется.
Чтобы не было заклинивания металла в контрольном калибре, необходимо из предшествующего калибра получать раскат с меньшей толщиной полок на конце. Заклинивание металла связано также с выработкой калибра и приводит к повышенному расходу энергии при прокатке.
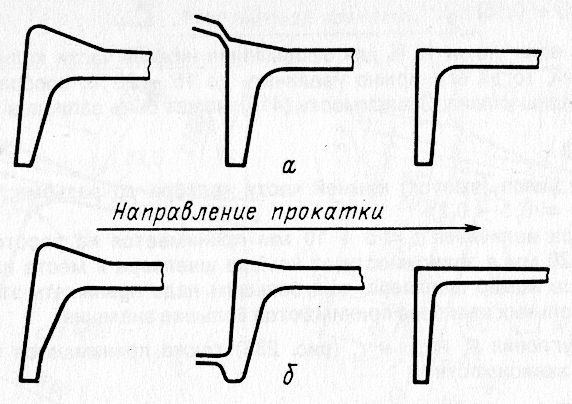
Рисунок 80 – Последние три калибра по ходу прокатки швеллера:
а – закрытый контрольный калибр;
б – полузакрытый контрольный калибр.
Существенным недостатком контрольного калибра указанной формы является также и трудность восстановления его размеров при переточках валков: приходится при этом значительно уменьшать диаметр валков. Закрытые части калибра (полки) вызывают уменьшение прочности валков. В настоящее время закрытый контрольный калибр почти не применяют.
Большое распространение получил контрольный калибр полузакрытого типа (рисунок 80, б). Его преимущества перед закрытым контрольным калибром являются очевидными: уменьшается врез в бочку валков, отсутствует заклинивание раската в калибре (что повышает его стойкость), уменьшается расход энергии при прокатке, обеспечивается не только контроль полки по высоте, но и возможность бокового обжатия полки, кроме нижней ее части, находящейся в закрытой части калибра (в противном случае металл будет выдавливаться в зазор между валками).
По-существу, такой калибр является открытым, так как средняя и верхняя части фланца, то есть большая его часть обрабатывается верхним и нижним валками.
Для построения контрольного калибра необходимо определить толщину полки на конце и место разъема калибра. Рекомендуется толщину на конце полки определять по уравнению:
![]() ,
,
где
![]() - толщина полки на ее конце у раската,
задаваемого в данный контрольный калибр.
Поскольку в контрольном калибре на
конце фланца боковая деформация не
предусматривается, а сам контрольный
калибр располагается между двумя
обычными швеллерными калибрами, то в
общем виде размеры на конце фланца могут
определяться еще по следующей зависимости
(рисунок 18):
- толщина полки на ее конце у раската,
задаваемого в данный контрольный калибр.
Поскольку в контрольном калибре на
конце фланца боковая деформация не
предусматривается, а сам контрольный
калибр располагается между двумя
обычными швеллерными калибрами, то в
общем виде размеры на конце фланца могут
определяться еще по следующей зависимости
(рисунок 18):
для предчистового контрольного калибра:
![]() ,
,
или по расчету калибра, предшествующего контрольному, определим:
![]() ,
,
где
![]() - толщина на конце фланца у предшествующего
контрольному калибра (калибр 2,
рисунок 81).
- толщина на конце фланца у предшествующего
контрольному калибра (калибр 2,
рисунок 81).

Рисунок 81– К выводу соотношений размеров у контрольного калибра и предшествующего ему:
1 – контрольный калибр;
2 – предконтрольный калибр.
Введенный коэффициент 0,95 ÷ 0,96 учитывает утолщение на конце фланца, получающееся вследствие его высотного обжатия ∆hф в контрольном калибре. Зависимость (1) характеризует условия свободного уширения на конце фланца при его высотной деформации. Решая, таким образом, задачу (2), мы находим толщину фланца в контрольном калибре по зависимости (1). Далее по размеру ак по высоте hр проводим линию с внешним уклоном ее 10 – 15% так, чтобы не получалось “поднутрение” на конце фланца до разъема калибра. С выполнением этого выпуска заканчивается построение нижней части калибра.
Тогда полная ширина нижней части калибра:
![]() .
.
В том случае, если уклон 10% для оформления нижней части калибра получается незначительный, тогда его можно увеличить до 15 – 20%, сообразуясь с необходимостью величины уклона. Зависимость (4) может быть записана в общем виде:
![]() ,
,
где
![]() - внешний угол (выпуск) нижней части
калибра до разъема, принимаемый
конструктивно (
- внешний угол (выпуск) нижней части
калибра до разъема, принимаемый
конструктивно (![]() ).
).
Разъем
калибра величиной ![]() принимается на расстоянии от края равный
принимается на расстоянии от края равный
![]() в зависимости от номера швеллера и места
нахождения калибра. Чем больше номер
швеллера, тем большим надо принимать
это расстояние. У черновых контрольных
калибров принимаются большие значения.
в зависимости от номера швеллера и места
нахождения калибра. Чем больше номер
швеллера, тем большим надо принимать
это расстояние. У черновых контрольных
калибров принимаются большие значения.
Радиусы
закругления
![]() (рисунок 81) также принимаются конструктивно
по эмпирической зависимости:
(рисунок 81) также принимаются конструктивно
по эмпирической зависимости:
![]() ;
;
для предчистового контрольного калибра:
![]() ;
;
![]() ,
,
где
– радиус закругления готового профиля
(по ГОСТ), для чернового контрольного
калибра:
![]() ;
;
![]() .
.
Построение чернового контрольного калибра аналогично как рассмотрено и рекомендовано для предчистового контрольного калибра с той лишь разницей, что у чернового калибра принимаются большие выпуски фланцев, следовательно, и большой выпуск наружной части при оформлении нижней части – на конце фланца (полки).
Здесь также методика расчета сводится к тому, что вначале определяется обычный калибр (если рассматривать его нахождение по ходу прокатки), а по нему затем рассчитывается и строится черновой контрольный калибр.
Оба возможных варианта расчета и построения чернового контрольного калибра приведены на примере построения предчистового контрольного калибра (рисунок 82). Необходимо только иметь в виду значения коэффициентов деформации, рекомендуемые для черновых швеллерных калибров.
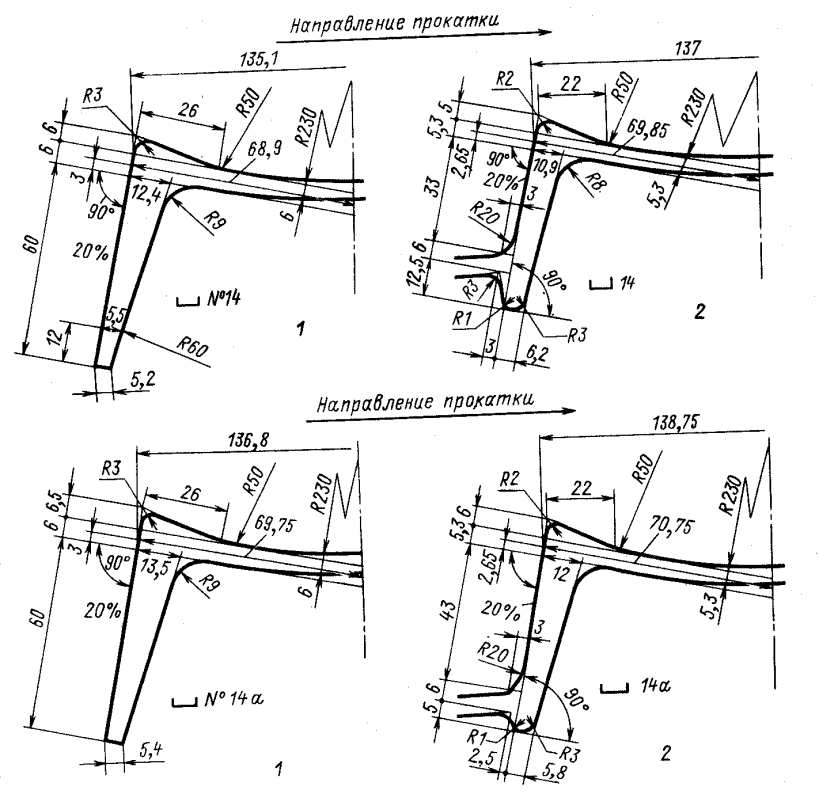
Рисунок 82 – Предчистовые контрольные калибры и их построение для швеллеров № 14 и 14а:
1 – предконтрольные калибры;
2 – контрольные калибры.