

Одиннадцатый калибр
Одиннадцатый калибр должен соответствовать по своим размерам заготовке, задаваемой в разрезной калибр
Определяем размеры раската задаваемого в разрезной калибр:
Ширина раската:
![]() мм
мм
Высота раската:
![]() мм
мм
На основании действующей калибровки составляем режим обжатий для балки №18.
Таблица 41 – Режим обжатий.
№ калибра |
№ пропуска |
Сечение |
Обжатие |
|
Н |
В |
|||
I |
0 |
250 |
250 |
|
1 |
230 |
255 |
20 |
|
2 |
190 |
265 |
40 |
|
3 |
150 |
275 |
40 |
|
II |
|
|||
4 |
180 |
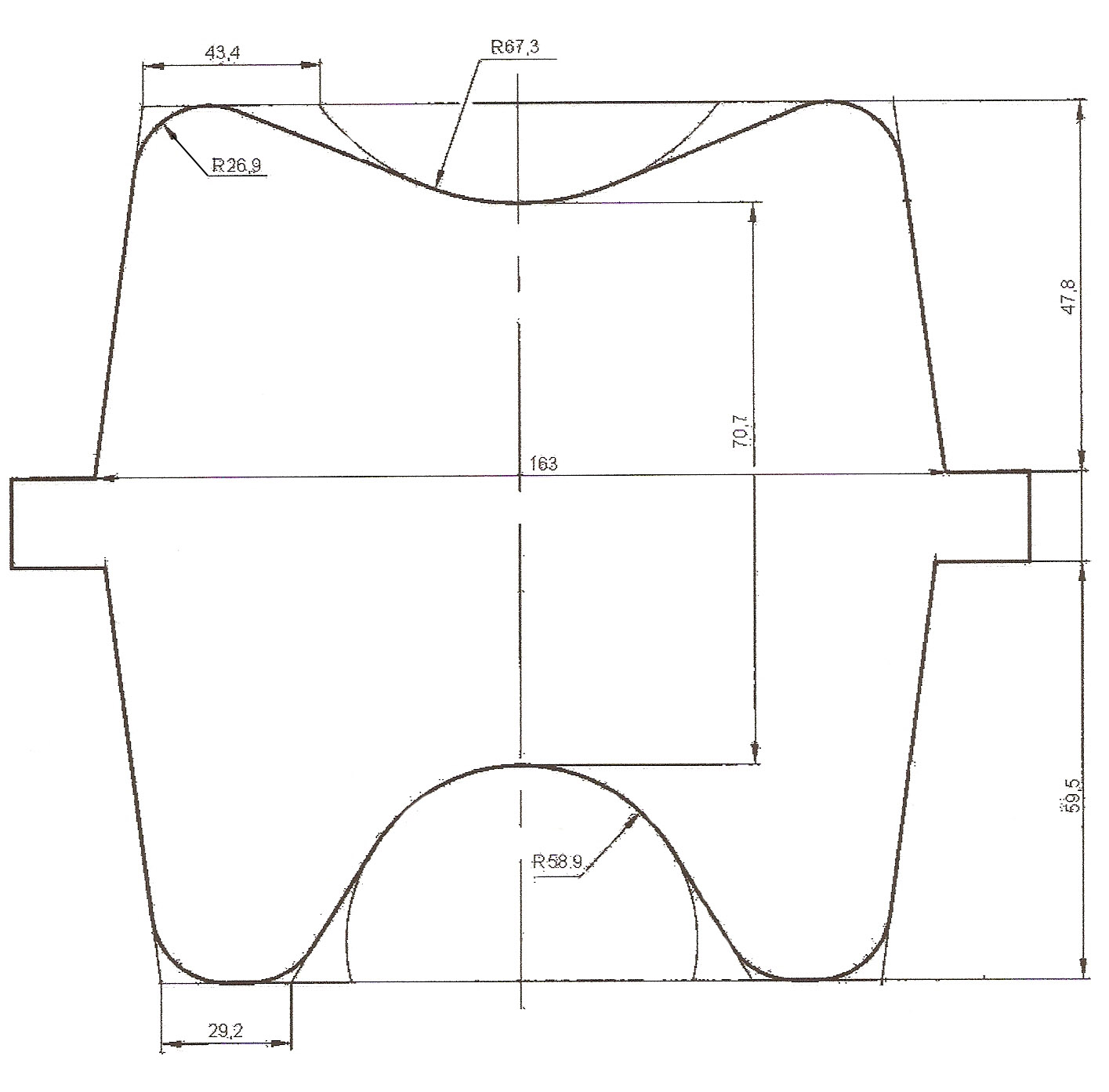
158 |
95 |
|
5 |
71 |
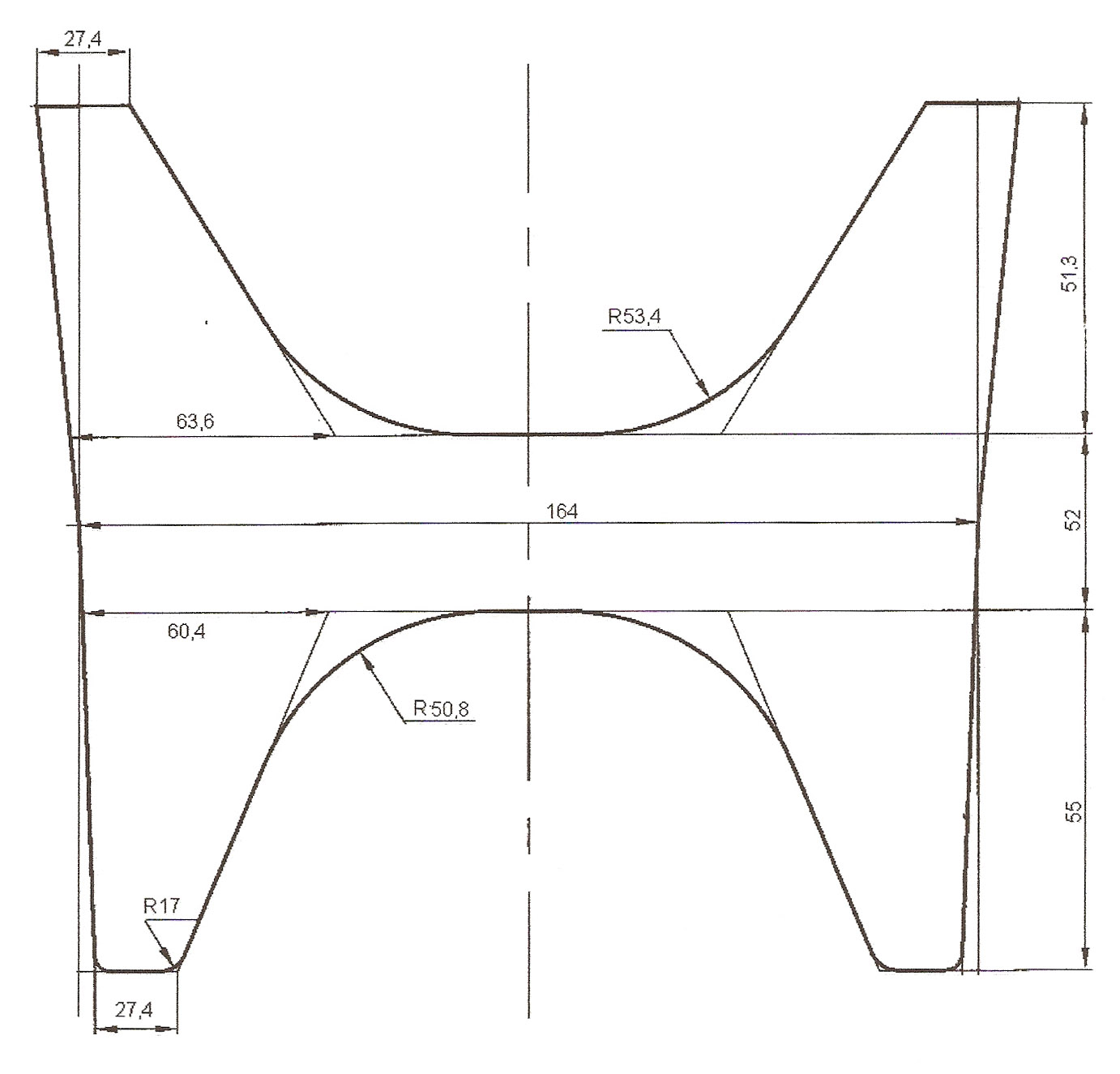
163 |
109 |
|
III |
|
|||
6 |
52 |
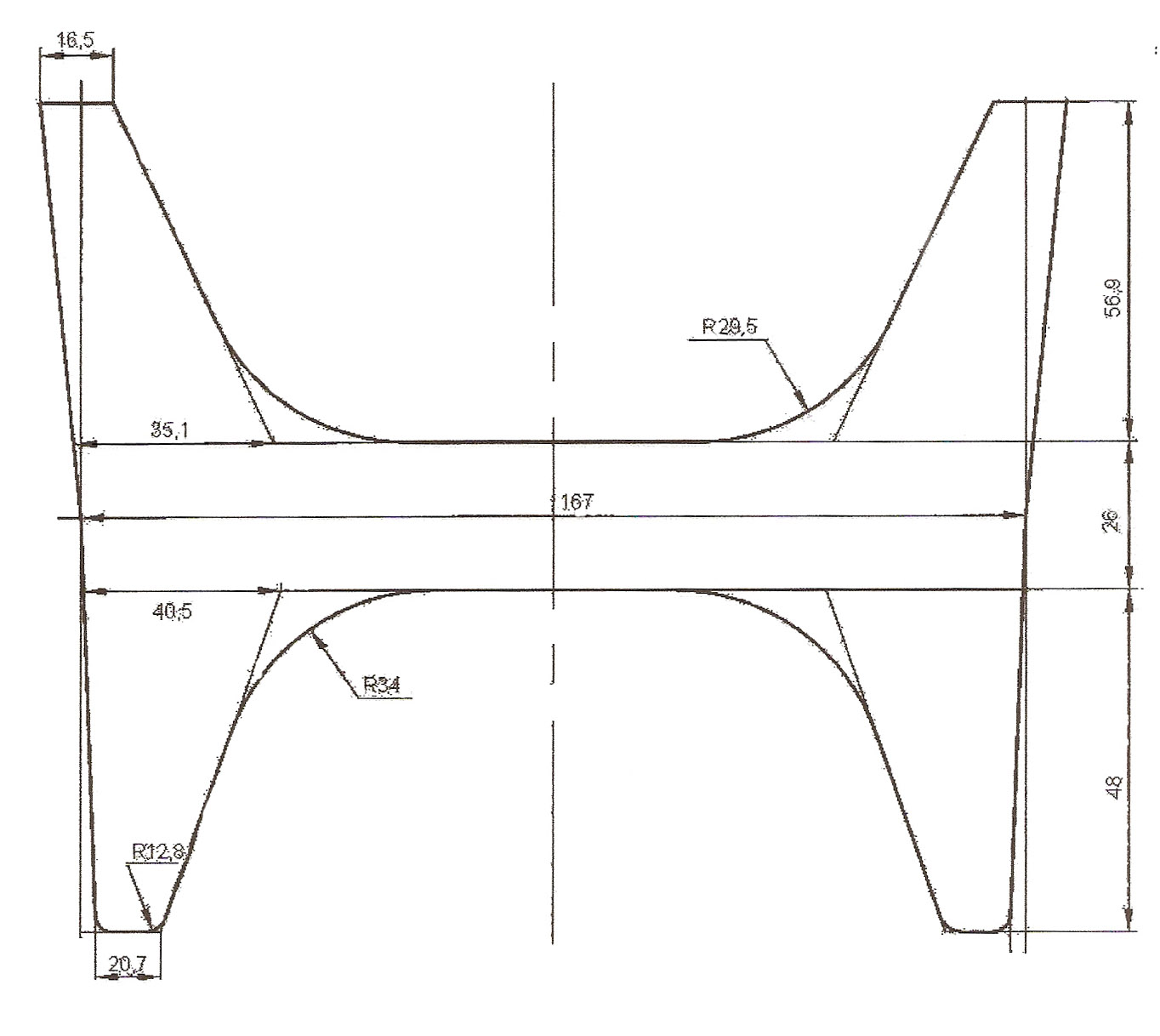
164 |
19 |
|
IV |
|
|||
7 |
26 |
167 |
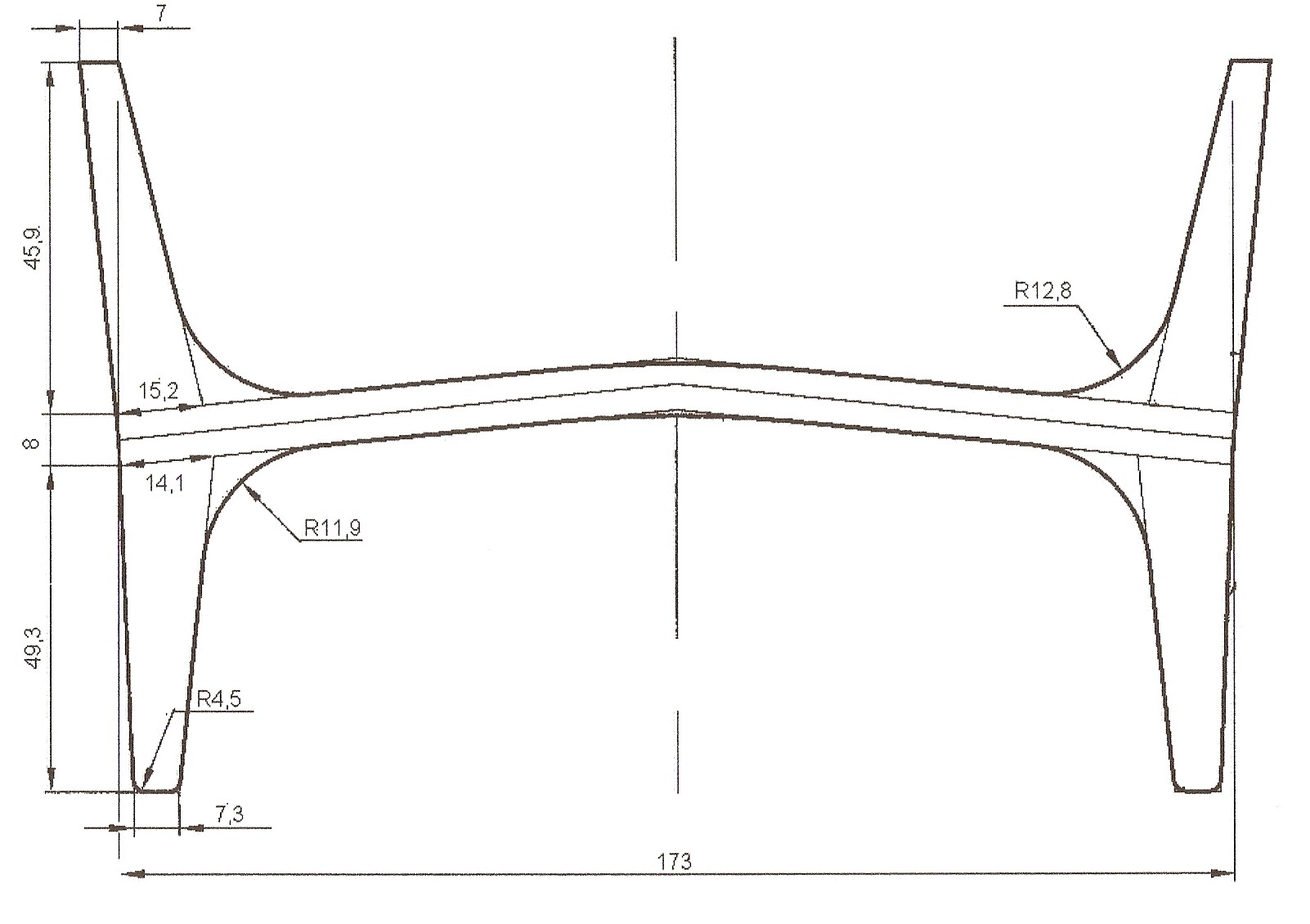
26 |
|

Калибровка валков при прокатке двутавров с уклоном внутренних граней полок
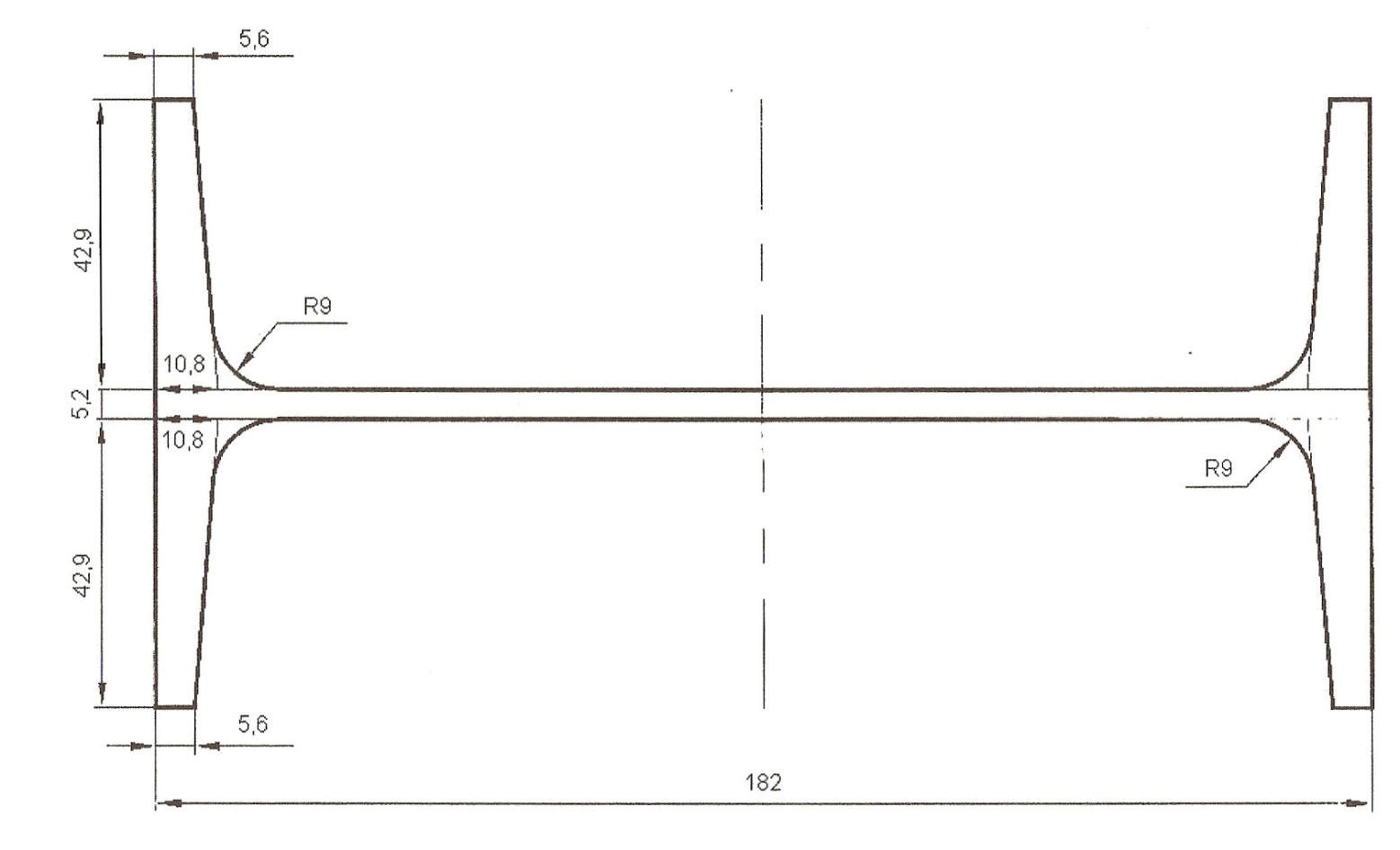
ЧИСТОВОЙ КАЛИБР
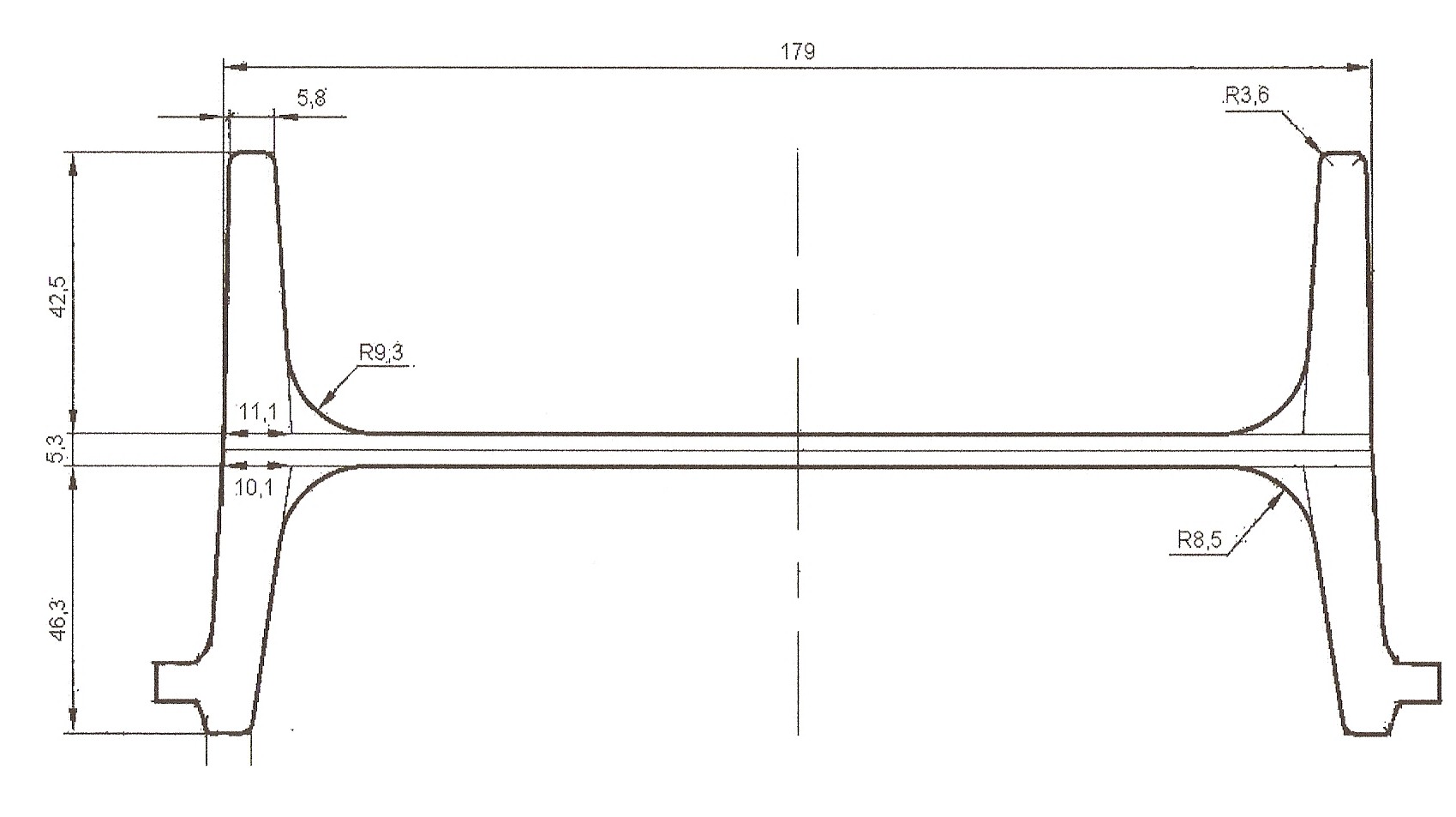
2 КАЛИБР (II КЛЕТЬ)
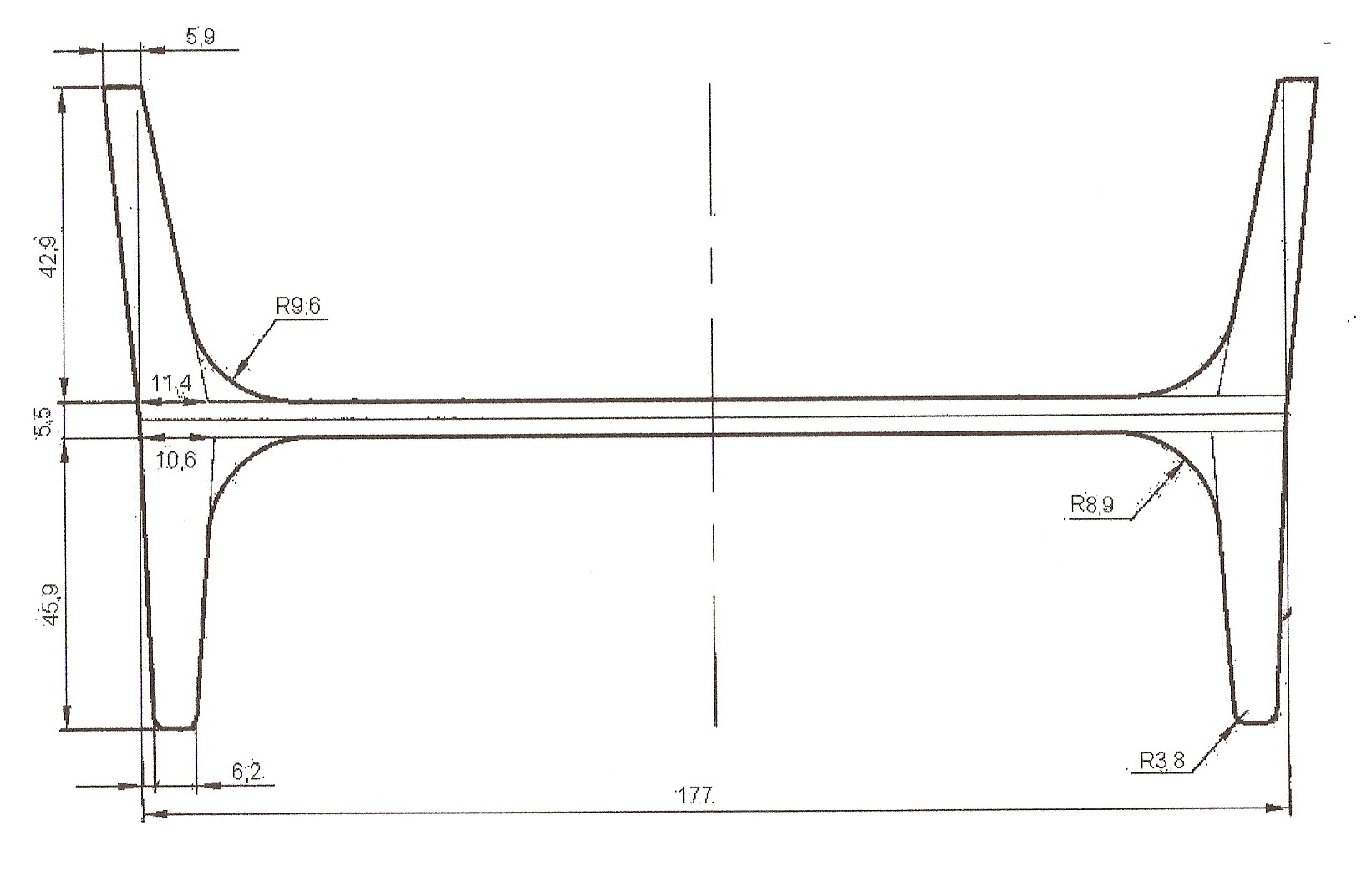
3 КАЛИБР (II КЛЕТЬ)
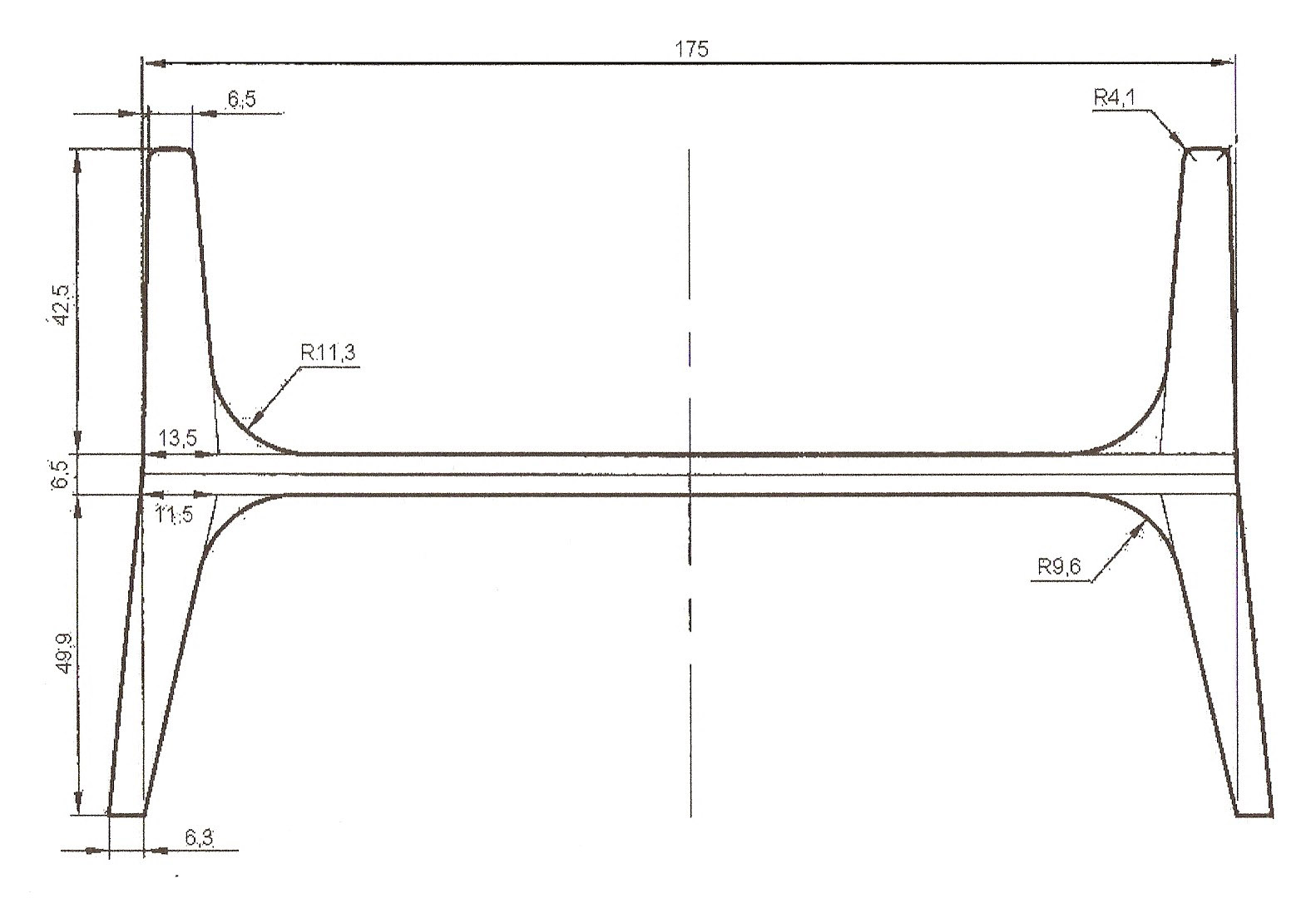
4 КАЛИБР (II КЛЕТЬ)
5 КАЛИБР (I КЛЕТЬ)
6
КАЛИБР (I
КЛЕТЬ)
7 КАЛИБР (I КЛЕТЬ)

8 КАЛИБР (СТАН 850)
9 КАЛИБР (СТАН 850)
10 КАЛИБР (СТАН 850)
Тема 4.2 калибровка швеллеров Профиль и его характеристика
Швеллер является широко распространенным строительным профилем (рисунок 76). Важными характеристиками швеллера являются: его высота h и ширина полки b, толщина стенки d, площадь поперечного сечения F, масса 1 м длины, моменты сопротивления Wx и Wy, радиусы инерции рх и рy, а также отношение d/h, определяющее устойчивость профиля. Характеристики швеллеров приведены в ГОСТ 8240-97. Швеллеры имеют номера от 5 до 40. С увеличением номера профиля отношения b/h и d/h уменьшаются. Для профилей малых размеров отношение площади стенки к площади профиля Fc/F = 1/3, для швеллеров больших размеров Fc/F > 1/2.
По действующему в настоящее время ГОСТ 8240-97 упорядочена (по сравнению с ГОСТ 8240-56) толщина стенки профиля, особенно для швеллеров больших номеров, несколько уменьшена средняя толщина полки и увеличена ее ширина. В результате этих изменений масса профиля уменьшилась, а удельное сопротивление возросло. Швеллеры имеют меньший уклон (не более 10 %) и большую ширину фланцев по сравнению с балками соответствующих номеров. Особенностью формы швеллерных калибров является наличие в них так называемых ложных фланцев.
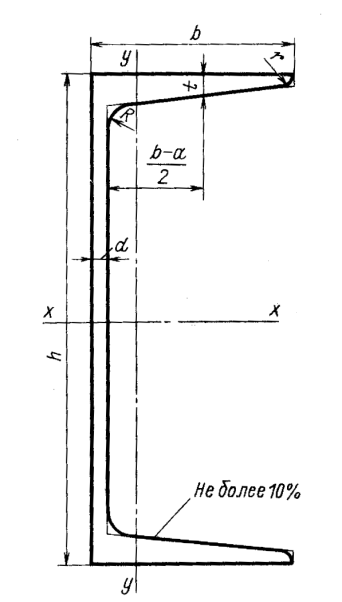
Рисунок 76 – Профиль швеллера: h – высота профиля; b – ширина полки; d – толщина стенки; t – средняя толщина полки; R и r – радиусы закруглений.