

Размеры рельсов, используемые для построения прокатных калибров

Рисунок 6 — Рельс типа Р50
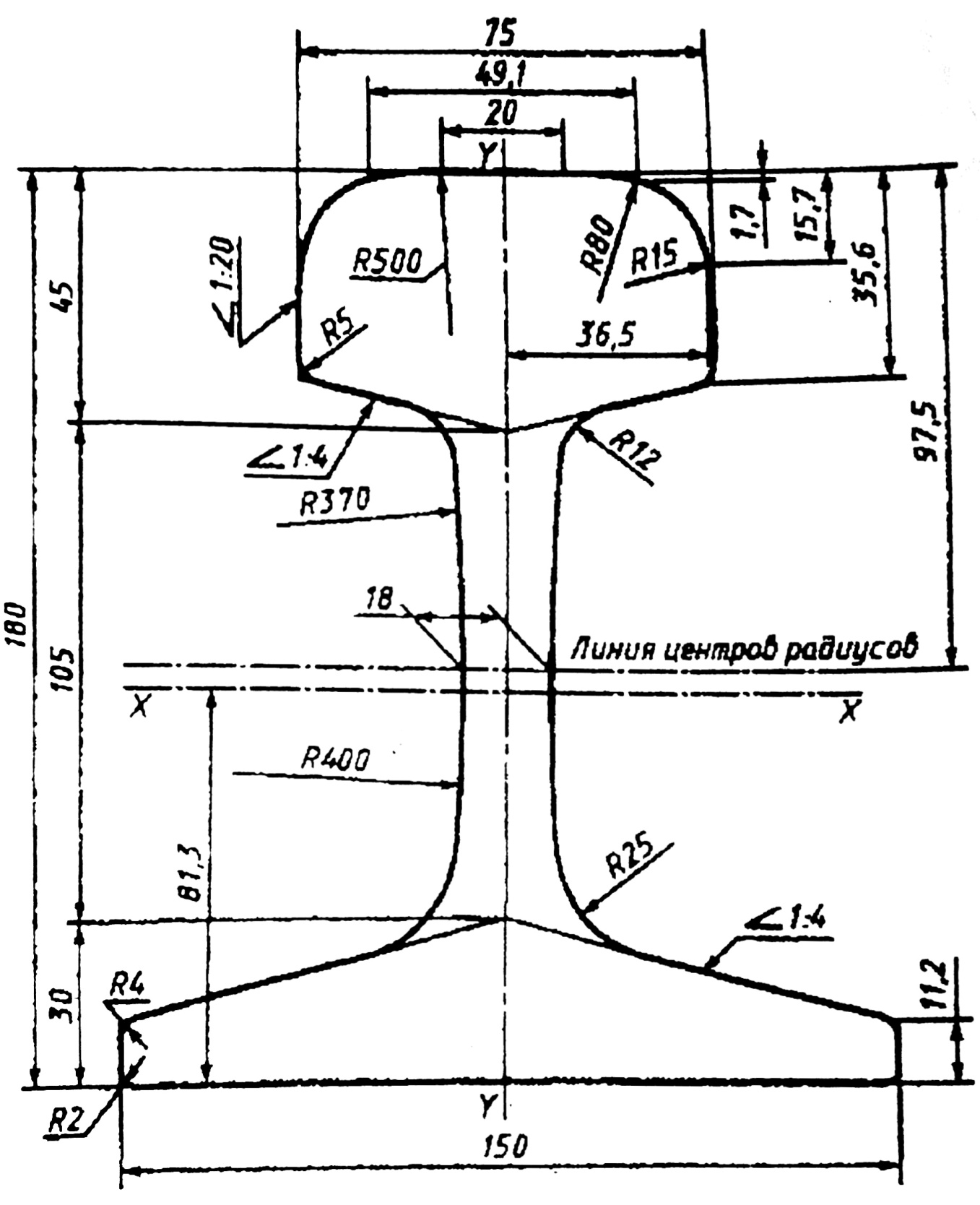
Рисунок 7 — Рельс типа Р65
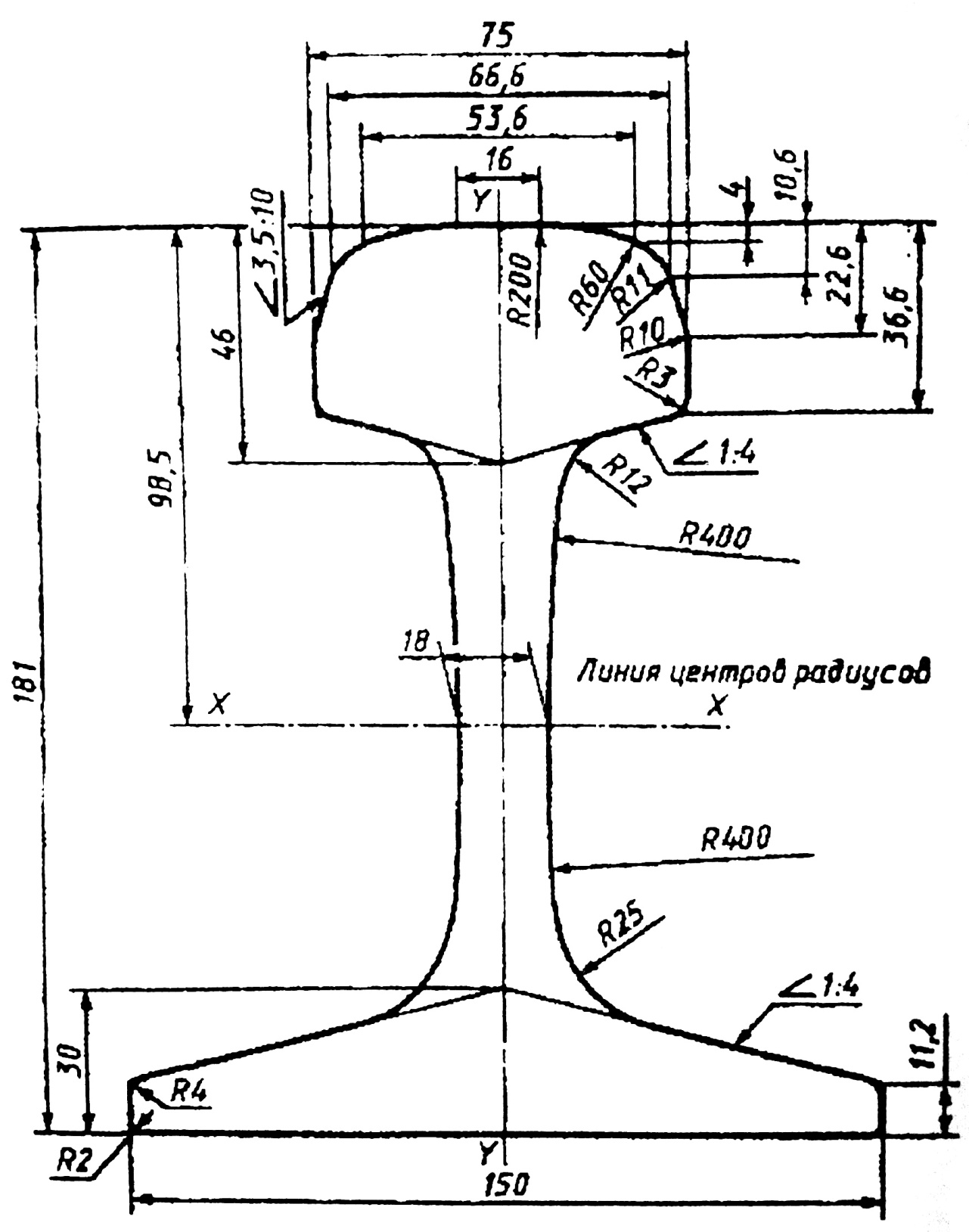
Рисунок 8 — Рельс типа Р65К
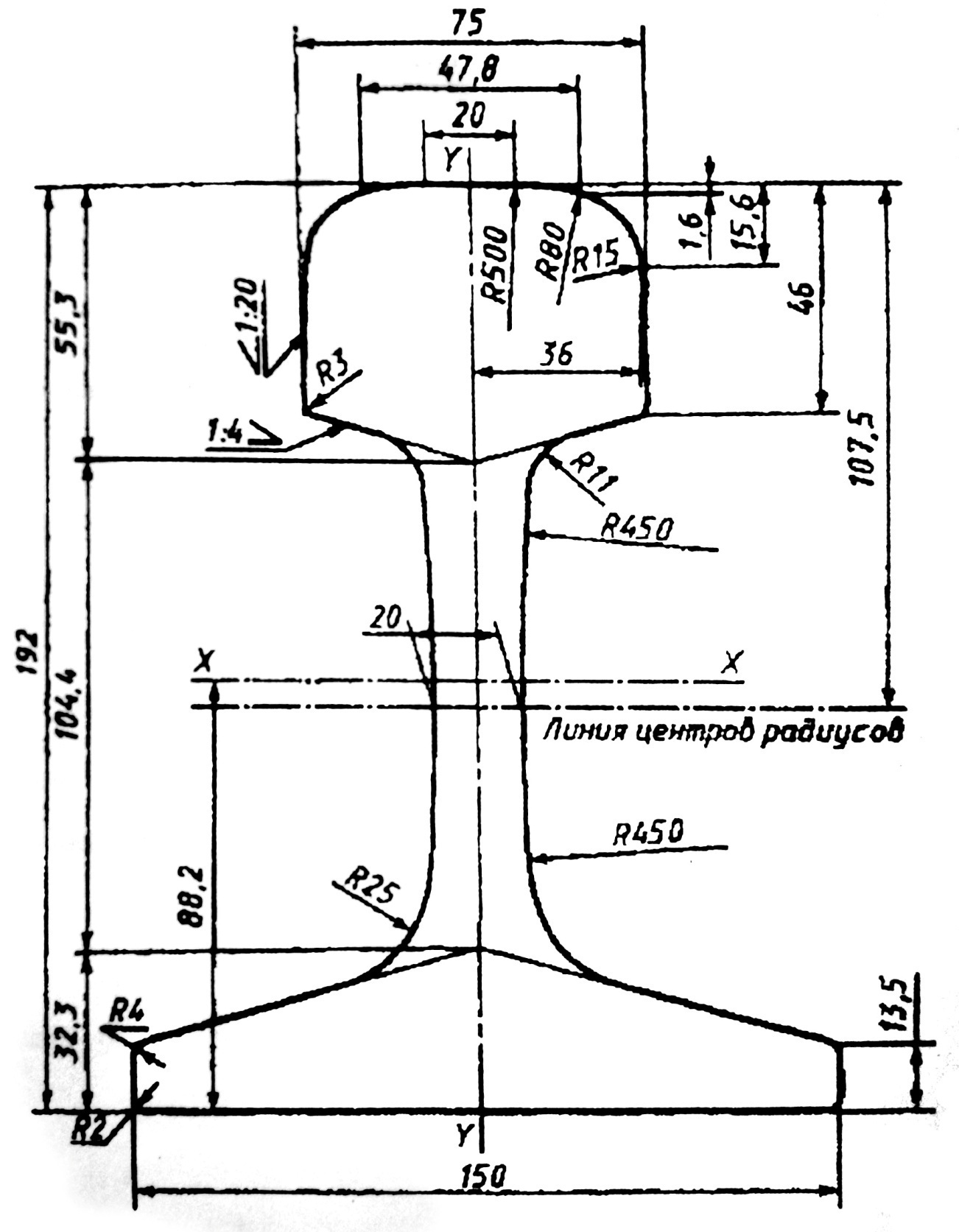
Рисунок 9 — Рельс типа Р75
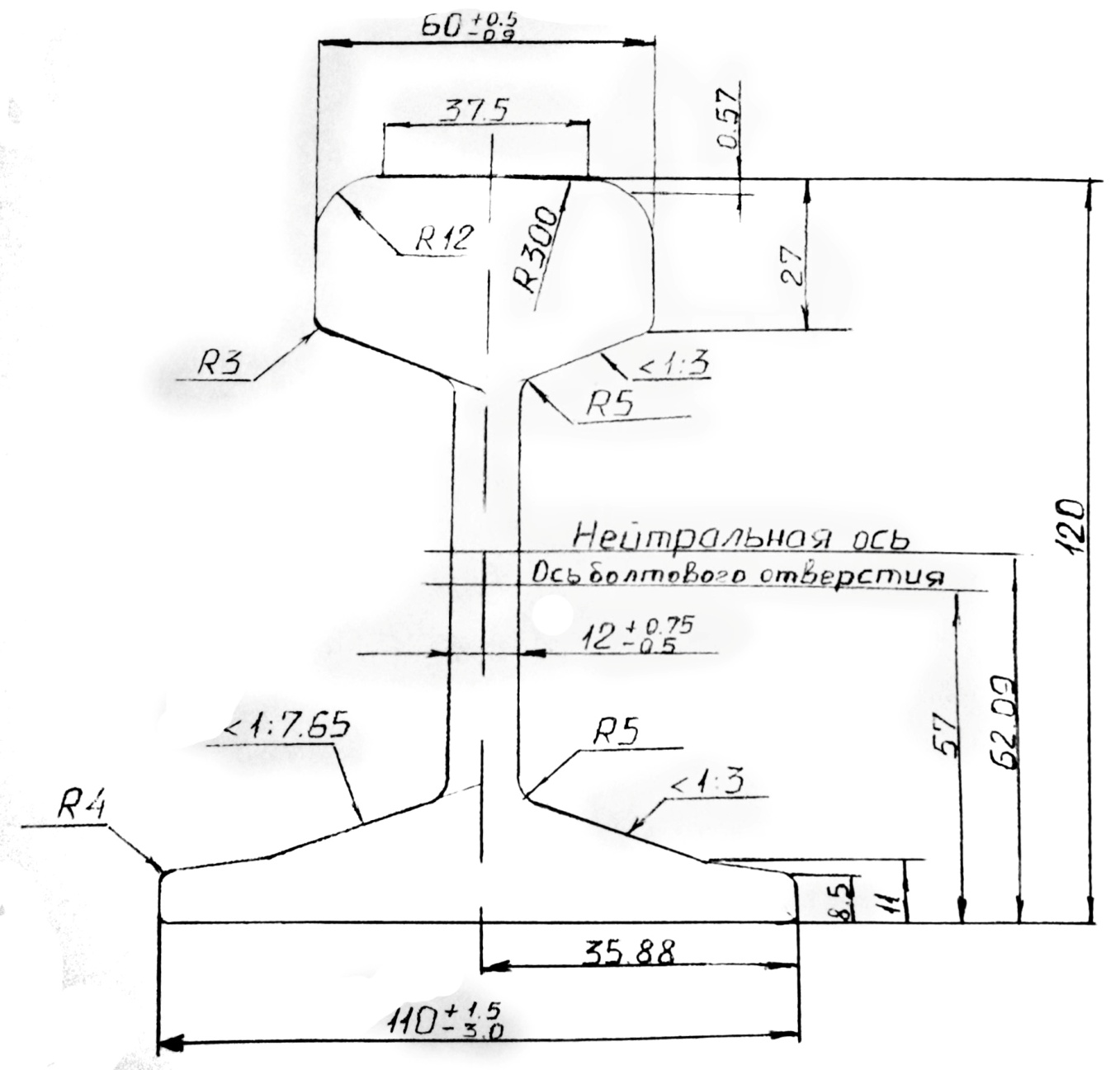
Рисунок 10 — Рельс типа Р33
Двутавры с параллельными гранями полок
Основным стандартом для производства балок является межгосударственный стандарт ГОСТ 8239-89 «Двутавры стальные горячекатаные. Сортамент».
Двутавровые балки могут быть прокатаны как с уклоном внутренних граней полок, так и без него (двутавры с параллельными гранями полок). Основные размеры и поперечное сечение двутавровых балок приведено на рисунке 11.
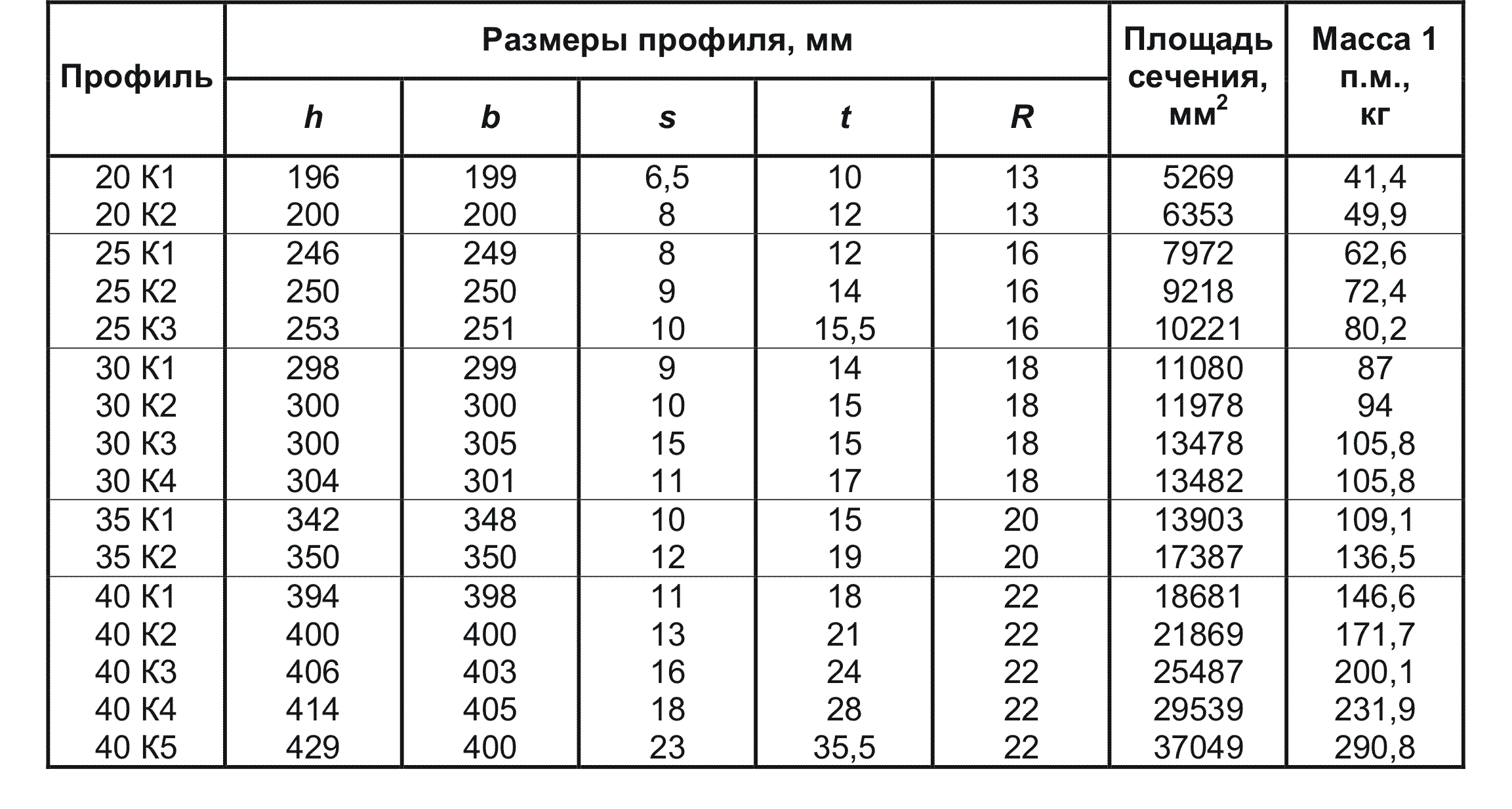
Основные параметрами, характеризующими размер двутавровых балок являются:
- h – высота двутавра;
- b – ширина двутавра;
- t – толщина полки;
- s – толщина стенки;
- R – радиус сопряжения полок со стенкой.

Рисунок 11 – Двутавры с уклоном внутренних граней полок (слева) и с параллельными гранями полок (справа)
Уклон внутренних граней полок у двутавров с уклоном внутренних граней полок должен быть 6-12%.
Двутавры с параллельными гранями полок являются более востребованными. Преимущества двутавров с параллельными гранями полок по сравнению с двутаврами с уклоном внутренних граней следующие:
- экономия металла до 15%;
- уменьшение трудоемкости монтажных работ;
- снижение затрат на изготовление металлоконструкций на 50-60%.
Двутавры с параллельными гранями полок подразделяются на:
- нормальные (10Б-70Б);
- широкополочные (20Ш-100Ш);
- колонные (20К-40К);
- облегченные.
Балки нормального типа являются широко распространенным строительным профилем. Основные размеры балок нормального типа приведены в таблице 8.
Таблица 8 — Основные размеры двутавров нормального типа

Балки облегченного типа имеют более тонкие стенку и полки и меньшую массу при равном моменте сопротивления. При производстве таких балок, вследствие снижения массы профиля, наблюдается существенная экономия металла (15-20%). Применяют данные балки в случаях, когда балка несет легкую нагрузку для снижения общей массы металлоконструкций.
В последнее время все больше расширяется производство широкополочных и колонных двутавровых балок с параллельными гранями полок. Применение широкополочных балок снижает массу металлоконструкций, значительно сокращает затраты на их изготовление и монтаж. Применяются в основном в качестве колонн зданий для одинаковой устойчивости поперечного сечения относительно обеих осей. Оптимальная ширина широкополочной балки должна равняться высоте балки. Наибольшая ширина полок у производимых балок составляет 400-490 мм. Основные размеры широкополочных и колонных двутавровых балок приведены в таблицах 9 и 10.
Таблица 9 — Основные размеры широкополочных двутавров

Таблица 10 — Основные размеры двутавров колонного типа
По точности прокатки двутавры изготовляют:
- повышенной точности – Б;
- обычной точности – В.
Схема условного обозначения
Обозначение двутавров осуществляется по следующей схеме:
![]()
где Х1 – тип профиля;
Х2 – стандарт на профиль;
Х3 – марка стали;
Х4 – стандарт на марку стали.
Например:
двутавр широкополочный, профиль 30 Ш2,
из стали марки Ст2сп категории 5 по ГОСТ
535-88 —
![]() .
.