

Способы прокатки двутавровых балок
Прокатка двутавровых балок производится по следующим схемам:
Прокатка в прямых калибрах
Прокатка в прямых калибрах. Исходной заготовкой служат блюмы прямоугольного сечения. Разрезные калибры, обеспечивающие получение начального сечения двутаврового профиля из заготовки, для балок №10 – 30 делают закрытого типа, а для более крупных балок – открытого типа. Второй вид разрезного калибра размещают на валках блюминга или валках черновой клети рельсобалочного стана.
Так как в открытых и закрытых калибрах фланцы получают изменением высоты разных знаков (утяжка и приращение), то они чередуются после каждого пропуска, помещаясь то сверху, то снизу, благодаря чему выравниваются напряжения. Для облегчения выпуска полосы из валков и более лёгкой их переточки стенкам калибра придают уклон от 0,5% в чистовом калибре до 2-3% в черновых, причём уклон открытых фланцев иногда делают больше, чем у закрытых (до 5-6%).
Уширение профиля весьма значительно в первых калибрах, постепенно уменьшается по мере приближения к концу прокатки и в последнем пропуске составляет около 0,01 ширины всего профиля.
Прокатка в прямых калибрах возможна только при значительном уклоне внутренних граней фланцев. С уменьшением уклона, а также с увеличением высоты фланцев трудности получения правильного профиля возрастают и при значительной величине полок прокатка делается невозможной.

Рисунок 62 – Схема калибровки для прокатки балок в прямых калибрах.
Прокатка в наклонных или косорасположенных калибрах
Прокатка в наклонных или косорасположенных калибрах. Такой способ прокатки применяют для получения сравнительно небольших размеров балок. Наклонное расположение калибров имеет ряд преимуществ, которые обеспечивали распространение этой схемы прокатки:
- Наружные стенки профиля во всех калибрах могут оставаться перпендикулярными к шейке (отсутствует выпуск калибра)
- в наклонных калибрах можно обжимать профиль без уширения и даже давать некоторое обжатие по ширине.
По этой схеме получают балки с параллельными полками, что исключается при прямом расположении калибров; данная схема позволяет применять высокие коэффициенты вытяжки, а наклон стенок даёт возможность производить их переточку при небольшом уменьшении диаметра валка. Всё это увеличивает срок службы в 2 – 2,5 раза по сравнению с прямым расположением калибров. К недостаткам этой схемы относится сравнительно глубокий врез закрытого в валки ручья в валки, а также возникновение значительных осевых усилий в валках, что требует наличие рабочих конусов, обеспечивающих стационарность установки валков.

Рисунок 63 – Схема калибровки для прокатки балок в наклонных или косорасположенных калибрах.
Прокатка в универсальных клетях
Прокатка в универсальных клетях. Данный способ применяют главным образом при прокатке крупных балок с параллельными полками. Черновой балочный профиль получают на блюминге в разрезном открытом калибре, а дальнейшую прокатку ведут в универсальной клети, имеющей вертикальные и горизонтальные валки.
Прокатка на универсальных станах очень удобна и проста, поскольку обжатие шейки и фланцев можно регулировать независимо одно от другого путём изменения установки горизонтальных и вертикальных валков.
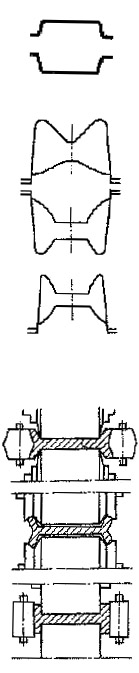
Рисунок 64 – Схема калибровки для прокатки балок
в универсальных клетях.