

Технология производства балок
Исходным продуктом прокатки для производства балок являются непрерывно-литая или катанная заготовка. При прокатке балок 45 и выше используются блюмы фасонного сечения («собачья кость»).
Заготовки нагреваются в методических печах, после чего прокатываются на стане. Прокатка на стане осуществляется по схеме 5(7)-5-3-1: пять (семь) пропусков в обжимной клети, пять пропусков в черновой группе клетей, три пропуска в промежуточной группе клетей и один пропуск в чистовой клети.
Далее металл поступает на участок пил горячей резки, где производится обрезка переднего и заднего концов, а также резка на мерные длины (12-30 м).
Далее металл проходит клеймение и подается на холодильник, где охлаждается до температуры не более 60С.
По мере охлаждения металл правится на двух РПМ горизонтального и вертикального типов. Затем производится осмотр балок в потоке, сортировка и приемка балок на инспекторских стеллажах. Балки с дефектами отправляются на доотделку, оборудованную пилой холодной резки для вырезки дефектных участков и горизонтальными правильными прессами.
Раздел 3. Расчёт производительности рельсобалочных станов определение производительности рельсобалочных станов
В процессе производства любого проката неизбежны потери металла. К основным статьям расхода относят:
- угар металла (образование окалины в процессе нагрева и при прокатке);
- обрезь концов;
- брак и недокаты.
Если из 100% вычесть потери металл, то получим выход годного. Другими словами, выход годного – величина, показывающая сколько годного проката получается из 1 тонны заданного. Обычно выражается в процентах.
Расходный коэффициент – величина обратная выходу годного. Показывает какое количество металла требуется для производства 1 тонны готовой продукции.
Например:
Общие потери при производстве проката составляют 9%.
Выход годного в этом случае составляет 100%-9%=91%, т.е. доля годного проката составляет 91% от масс заданного на прокатку металла.
Расходный
коэффициент определяется
![]() .
Таким образом, для производства 1 тонны
годного проката необходимо затратить
1,1 тонну металла.
.
Таким образом, для производства 1 тонны
годного проката необходимо затратить
1,1 тонну металла.
Сквозной расходный коэффициент учитывает расход металла от слитка до готового профиля и равен произведению расходных коэффициентов по каждому стану.
Например:
Расходный коэффициент при прокатке слитка на блюминге составил 1,15, а при прокатке полученного блюма на рельсобалочном стане – 1,18.
Сквозной расходный коэффициент составит 1,151,18=1,36
Определение часовой производительности
Прокатные станы могут работать с перекрытием и без перекрытия.
Если на стане одновременно прокатывается две и более полосы, то такой стан работает с перекрытием. С перекрытием работают все многоклетьевые станы, в том числе РБС, КСС и УБС.
Если на стане прокатывается только один раскат, то стан работает без перекрытия. Без перекрытия работают одноклетьевые станы.
При расчёте производительности прокатных станов, работающих с перекрытием, обязательно построение графика прокатки.
Часовая производительность прокатного стана по годному определяется по формуле:
![]()
где АЧАС – часовая производительность, т/час;
3600 – число секунд в одном часе;
m – масса исходного продукта прокатки, т;
КИ – коэффициент использования оборудования стана;
КР – расходный коэффициент;
ТР – ритм прокатки, с.
Коэффициент использования оборудования стана КИ принимается в зависимости от типа прокатного стана:
- для старых станов линейного типа – КИ = 0,8-0,85;
- для блюмингов, РБС и КСС – КИ = 0,8-0,9;
- для непрерывных станов – КИ = 0,9-0,95.
Ритм прокатки – величина, показывающая, через какой период времени в первую клеть стана задается новый раскат или через какой период времени из чистовой клети выходит готовый профиль.
Цикл прокатки – полное время прокатки одной полосы на стане.
Для станов, работающих без перекрытия, ритм прокатки определяется по формуле:
![]()
где ТЦ – цикл прокатки, с;
tМАШ – машинное время прокатки, с;
tП – время пауз между пропусками, с;
tСЛ – время паузы для подъема верхнего валка перед задачей следующего слитка, с.
Для станов, работающих с перекрытием, время ритма прокатки определяется по графику. На рисунке 59 приведен график прокатки рельсобалочного (крупносортного) стана, на рисунке 60 приведен график прокатки универсально-балочного стана.

Рисунок 59 — График прокатки на рельсобалочном стане.
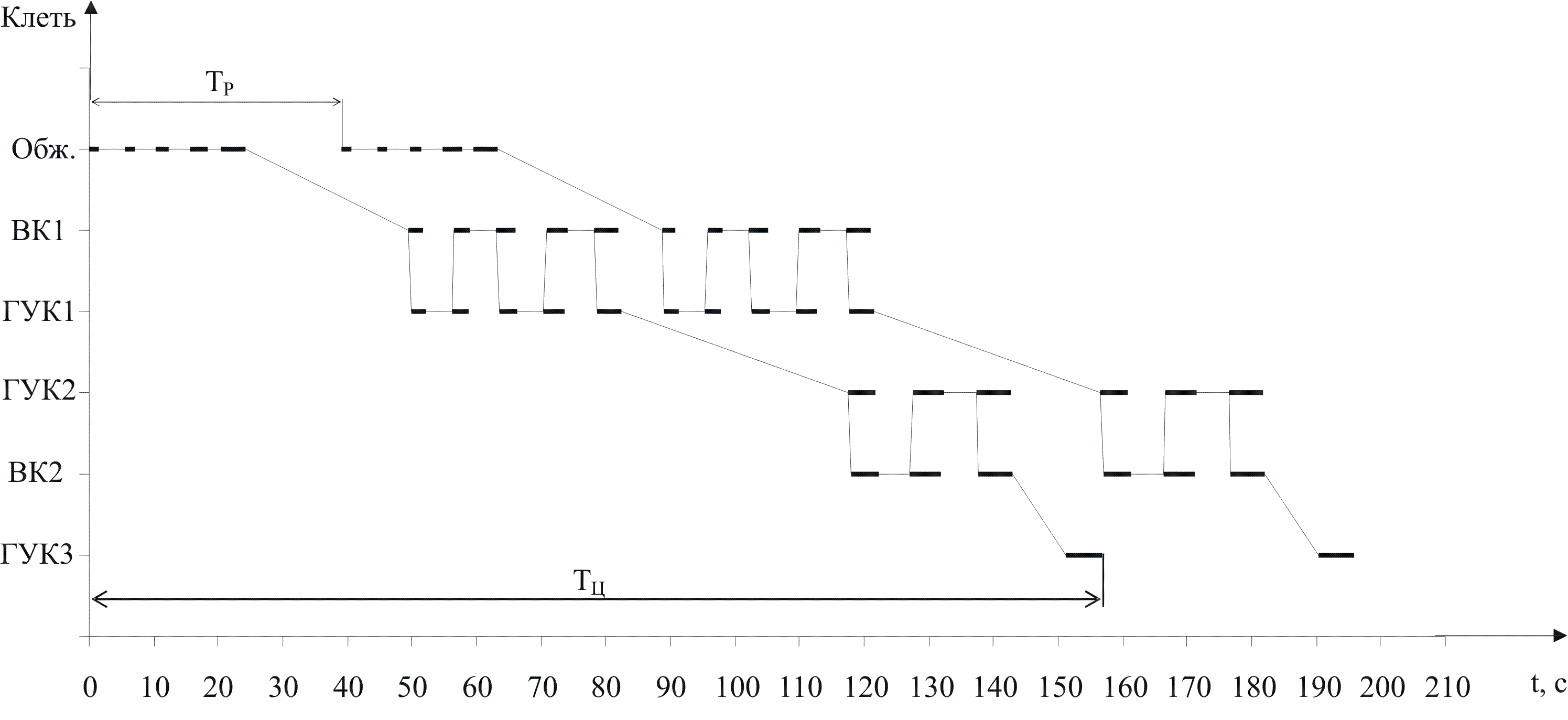
Рисунок 60 — График прокатки на универсальном балочном стане.