

Основное технологическое оборудование
Методические печи
Количество печей 3 шт.
Производительность одной печи до 160 т/час
Вес садки (мах) 400 т.
Размеры заготовок:
сечение: от 230х320 до 1050х450/110
длина: от 3600 до 11400 мм
Вес заготовок: от 1,37 до 15,5 т
Темп выдачи:
1 шаг пода (800мм) 71 сек.
2 шаг пода (1600 мм) 147 сек.
Температура нагрева 1240 - 1260 °С
Топливо смешанный природно - доменный газ
Калорийность топлива 4500 ккал/м²
Давление газа 500 мм вод. ст.
(300 мм вод. ст.- у горелок)
Давление воздуха 1200 мм вод. ст.- у вентилятора
(600 мм вод. ст.- у горелок)
Температура подогретого воздуха до 400ºс
Удельный расход топлива до 500 ккал/кг
Тепловая мощность печи 80х10
 ккал/час
ккал/часРасход газа на одну печь до 17800мм³/час
Расход воздуха на одну печь до 95000 мм³/час
Расход воды на 1 печь до 160 мм³/час
Каждая печь оборудована устройством безударной задачи и выдачи заготовок из печи.
Участок стана
Прокатная линия ЦПШБ представлена универсально-балочным станом (УБС). По расположению клетей на стане УБС относится к полунепрерывному типу станов (рисунок 55).
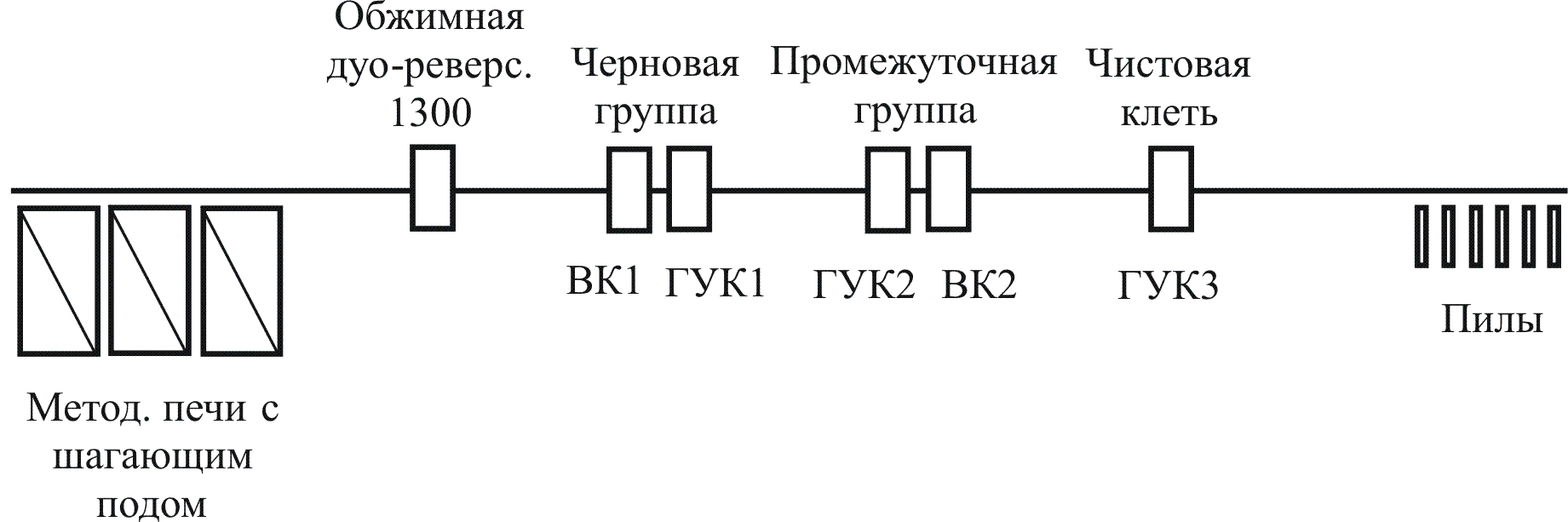
Рисунок 55 — Участок стана ЦПШБ.
Обжимная клеть
Тип клети – дуо реверсивная. Диаметр валков – 1300 мм. Привод валков индивидуальный от электродвигателей мощностью 2×5250 кВт. Скорость вращения – 0-65-100 об/мин.
Станина клети закрытого типа. Материал – стальное литье. С обеих сторон клеть оборудована двумя станинными роликами.
Нажимное устройство электрическое. Скорость опускания 180 мм/с. Уравновешивание верхнего вала гидравлическое. Подшипники текстолитовые.
С передней и задней стороны клеть оборудована линейками манипуляторов и кантователями крюкового типа.
Главная универсальная клеть (ГУК). Предназначена для обработки шейки, внутренних и наружных поверхностей фланцев при прокатке балок.
Деформация металла в универсальной клети приведена на рисунке 56.

Рисунок 56 — Универсальный калибр.
Диаметр горизонтальных валков – 1350-1500 мм. Диаметр вертикальных валков – 900-1100 мм.
Горизонтальные валки приводные, вертикальные – неприводные. Все валки снабжены нажимными устройствами, приводимыми от электродвигателей.
Клеть выполнена с переменным расстоянием между осями стоек станины, что позволяет применять горизонтальные валки различной длины в зависимости от размера прокатываемых балок. Предусмотрены 3 типа расстояний между осями стоек станин: 1500, 1750, 2050 мм.
Вспомогательная клеть (ВК). Предназначена для обжатия кромок полок и контроля их ширины. По конструкции клеть дуо реверсивная с приводом от одного электродвигателя.
Деформация металла во вспомогательной клети приведена на рис. 57.
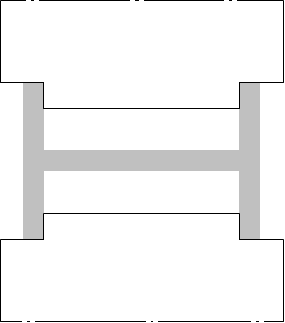
Рисунок 57 — Вспомогательная клеть.
Конструкция вспомогательной клети подобна универсальной клети, но в ней отсутствуют вертикальные валки.
Диаметр валков 1100-1250 мм.
Участок перевалки клетей.
Для перевалки универсальных и вспомогательных клетей предусмотрены рельсовые направляющие, по которым старые клети выезжают в специальные карманы, а на их место в линию стана задвигаются новые клети. Схема перевалки приведена на рисунке 58.

Рисунок 58 — Схема перевалки клетей.
Пилы горячей резки
Пилы служат для резки раската на заданные длины, обрезки концов и отбора проб. Диаметр дисков – 2000-2200 мм, частота вращения дисков – 1000 об/мин. Толщина дисков – 10 мм. Температура порезки – 700-1000С.
Установлены 6 пил маятникового типа, из которых 2 стационарные (для обрезки переднего и заднего концов), остальные – передвижные (для резки раската на мерные длины). Перемещение пил осуществляется по направляющим рельсам.
Уборка обрези производится в скиповый подъемник, периодически удаляющий ее в железнодорожные вагоны.
Клеймовочная машина
Клеймовочная машина предназначена для нанесения клейма накатыванием на стенку балки при её перемещении по рольгангу.
Количество знаков в клейме 10, плюс 2 резервных.
Клеймовочная машина устанавливается в потоке стана за участком пил горячей резки.
Клеймовочная машина выполнена двухдисковой, с нижним стационарным и верхним, нажимным диском.
Центральный холодильник
Предназначен для охлаждения прокатанного металла. В состав цеха входят три холодильника.
Холодильники №1 и №3 предназначены для охлаждения балок, поступающих по подводящему рольгангу от пил горячей резки и выдачи охлаждённой балки на отводящий рольганг в положении «лёжа».
Холодильник №2 предназначен для охлаждения балок, поступающих по подводящему рольгангу от пил горячей резки и выдачи пакета охлаждённых балок на транспортный рольганг.
Каждый холодильник двухсекционный. Перемещение металла осуществляется при помощи шагающих балок.
Роликоправильные машины
Участок правки включает два роликоправильных комплекса, состоящих из горизонтальной и вертикальной роликоправильных машин.
Оба типа машины включают по 8 роликов.
Скорость правки 0,8-2,5 м/с.