

Вертикально-правильный пресс
Перед вертикально-правильным прессом установлен кантователь предназначенный для кантовки рельсов. Представляет собой кантующую шайбу
(ротор), которая одновременно является червячным колесом. Во вращение приводится электродвигателем КТСА 0/755, Р=11кВт, п=71О об/мин.
ВПП кривошипный, правильный. Усилием 400 тонн, предназначен для правки рельсов в холодном состоянии. Ход ползуна 70 мм. Число ходов ползуна 30 ход/мин. Величина хода подвижных опор 370 мм. Привод пресса трехступенчатый от электродвигателя АОС 2-72-4-С2, Р=27кВт, п=1400об/мин.

Рисунок 52 – Вертикально-правильный пресс.
Инспекторские стеллажи
После правки на ВПП рельсы поступают на стеллаж за правильным прессом, где производится их приемка и передача на рольганг инспекторских стеллажей. Здесь металл проходит окончательный осмотр и выдается на рольганг пакетирующего устройства. Длина стеллажа 18300 мм, ширина секции 25000 мм, количество шлепперов 1 шт., скорость передвижения 1 м/с. Привод от двигателя МТВ 512-8, мощность 40 кВт, чистота вращения
7300 об/мин.
Абразивно-отрезной станок «Рельс-75»
Станок предназначен для резки горячекатаных и объемно-закаленных рельсов Р-65. Станок представляет собой единый комплекс механизмов. Гитара шестеренчатая. На ее шпиндель устанавливается абразивно-отрезной круг. Секция правая и левая предназначены для транспортирования и фиксации рельса в месте реза.
Сталкиватели предназначены для сбрасывания в короб дефектных частей рельса. Представляют собой площадку, операющуюся колесами на секцию и рычаги, приводимые в движение гидроцилиндром. Механизм установки круга - пирамида для запасных кругов. Диаметр кругов 1500мм. Скорость резания 80 м/с. Производительность резки 10 см²/с. Время резки 20 секунд. Электродвигатель привода вращения диска АИР-355-М6УЗ, Р=200 кВт, n=980 об/мин. Скорость перемещения заготовок 1,6 м/с.
Пакетирующие устройства
Предназначено для укладки железнодорожных рельсов в пакеты в замок. Максимальная длина пакетируемых рельсов 25 м. Укладка в пакеты производится попарно, цикл укладки одной пары рельсов 10 секунд, подача в пакет 8,5 секунд, возврат в исходное положение 1,7 секунд. Угол поворота кулачкового вала при подаче в пакет - 300º при возврате в исходное положение - 60º. Электрооборудование: двигатель МТМ 112-6, мощность 3,5 кВт, чистота вращения 905 об/мин.
Балки, швеллера и другие профиля сортовой стали прокатываемой в рельсобалочном цехе, после резки на мерные длины на пилах Вагнера и охлаждения на холодильнике поступают в специальное отделение, где подвергаются дальнейшим отделочным операциям.
Технологический процесс производства рельсов
Рельсы составляют большую часть в сортаменте РБЦ. Общая схема технологического процесса производства рельсов приведена на рисунке 53.
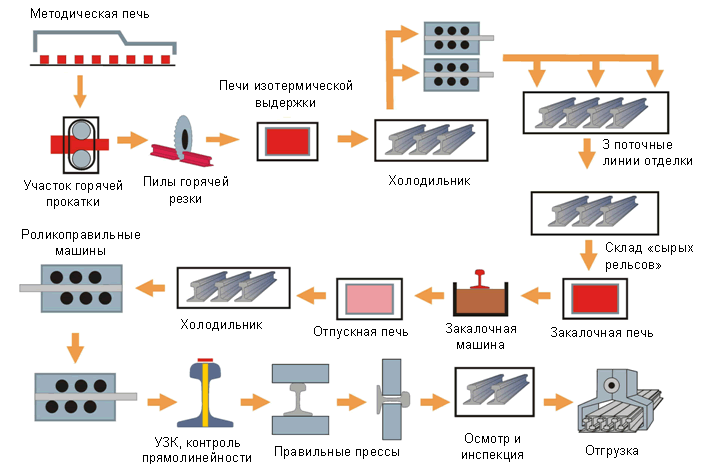
Рисунок 53 — Схема технологического процесса производства рельсов в РБЦ.