

Поточные линии
После правки рельсы отправляются к поточным линиям, на которых осуществляются следующие операции:
1. Фрезерование концов и сверление отверстий;
2. Снятие фасок на кромках отверстий;
3. Осмотр рельсов с кантовкой на каждую сторону;
4. Наметка и зачистка дефектов;
5. Маркировка, сортировка и приемка.

Рисунок 44 – Поточная линия отделки.
Сверлильно-фрезерные станки с611н01 и с612н02
Специальный сверлильно-фрезерный станок четырехшпиндельный, предназначен для фрезерования торцов и сверления болтовых отверстий в рельсах. В связи с большим разбегом в размерах рельс, диаметрах отверстий под болты и привязках отверстий к подошве и торцу рельса, на станок устанавливается соответствующая накладка.
Станок работает в двух режимах (полуавтоматическом): рабочем и наладочном. Станок состоит из двух не самодействующих головок, транспортера, охлаждения и смазки. Расположение силового стола: IС6IIНОI- левое; 10612Н02- правое.
Пило-сверлильные станки типа whcv 2/s3 фирмы «Вагнер»
Применяются для разрешения профилей на мерные длины и сверления отверстий, или только обрезание концов в зависимости от вида и исполнения рельсов.
Закалочная кабина
Предназначена для закалки торцов в технологическом потоке на до отделочной линии рельсоотделки. Кабина состоит из рамы с закрепленными на ней направляющими. По направляющим перемещается каретка, на которой размещены подвеска трансформатора с индуктором и подвеска сопла. Каретка перемещается с помощью механизма передвижения и механизма возврата.
Ход каретки 500 мм. Время опускания трансформатора З секунды. Время нагрева рельса 28 секунд. Время обдува рельса 18 секунд. Трансформатор типа ТЭ2-8ОО, электродвигатель 4АХ 80 А4 УЗ, Р=1,1 кВт, n=140 об/мин. Электромагнит фиксатора упора ЗУ 7101, U=48В.
Автомат для зенкования фасок
Предназначен для снятия фасок в болтовых отверстиях рельсов Р-65 и Р-50. Обработка фасок производится для, Р-65-трехшпиндельными головками; Р-50 двухшпиндельными головками. Электродвигатель АО 42-4, P=2,8 кВт, n=1420об/мин. Привод установки головок в рабочее положение гидравлический. Ход плунжера 135мм. Диаметр штока 85 мм. Усилие плунжера 1800 кг. Рабочее давление 40 кг/см².
Участок термоотделения
В 1966 г. впервые в мировой практики на НТМК было введено в эксплуатацию отделение для термообработки рельсов методом объемной закалки в масле. «Сырые» рельсы предварительно нагреваются, подвергается объемной закалки с последующим среднетемпературным отпуском, в результате достигается наилучшие сочетание характеристик прочности и пластичности. Твердость рельсов увеличивается с 210 НВ до 320-390 НВ.
Все оборудования участка термоотделения расположено в двух пролетах, в первом пролете расположены разгрузочный стеллаж, загрузочный стеллаж и склад «сырых» рельсов, а во втором пролете нагревательная, закалочная и отпускные печи и устройства для окончательной отделки рельсов.
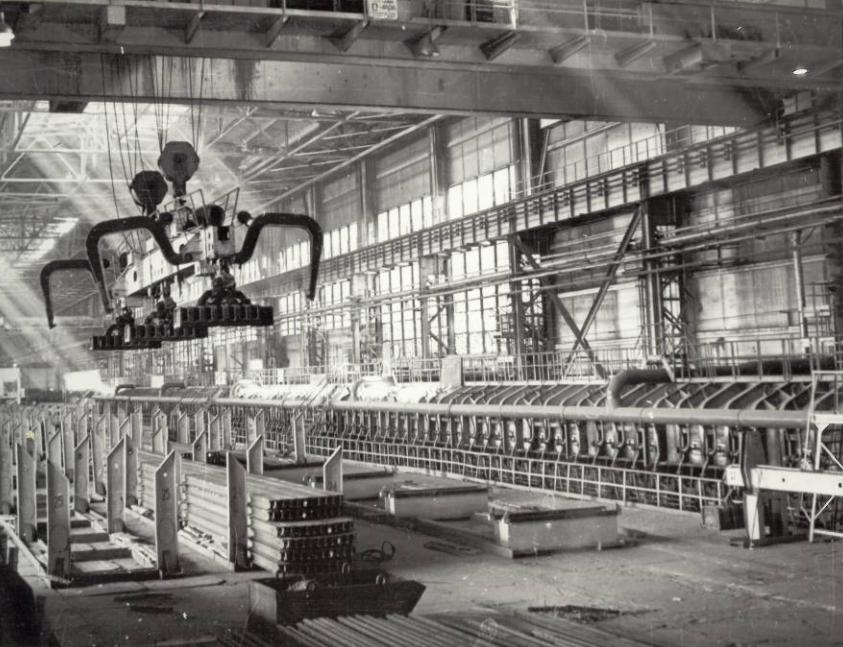
Рисунок 45 – Участок термоотделения РБЦ ОАО «НТМК».