

Участок стана
Рельсобалочный стан ОАО «НТМК» - старый стан линейного типа. Стан представлен двумя линиями: обжимной (стан «950») и чистовой (стан «850»). Расположение оборудования участка стана приведено на рисунке 37.

Рисунок 37 — Участок стана РБЦ.
Обжимная клеть 950
Обеспечивает раскат блюмов в заготовку для всех профилей прокатываемых в цехе. Увеличение поперечного сечения блюмов приводит к повышению производительности стана и уменьшение потери металла на обрезь.
Клеть 950 дуо реверсивная закрытого типа, валки диаметром 950 мм, длина бочки 2300 мм, материал валков сталь 50 кованая. Привод двигателя МПС 8700-60, мощностью 6400 кВт, скорость вращения валков 60-120 об/мин. С передней и задней стороны клеть оборудована манипуляторами. На правых линейках установлены кантователи крюкового типа. Нажимное устройство с электроприводом от одного вертикального двигателя постоянного тока мощностью 180-210 кВт. Уравновешивание гидравлическое. Смена валков осуществляется по комплектно при помощи специального механизма.

Рисунок 38 – Обжиная клеть 950
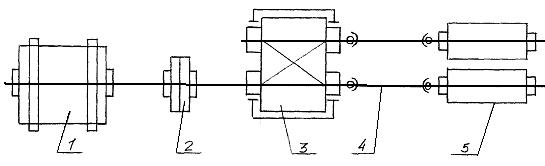
Рисунок 39 – Кинематическая схема привода обжимной клети 950
1 - двигатель, 2 - муфта, З - шестеренная клеть, 4 - универсальные шпиндели, 5 - клеть.
Линия клетей трио 800 и чистовой дуо 850
Линия состоит из трех рабочих клетей, двух клетей трио и чистовой клети дуо. Черновые трехвалковые клети имеют валки диаметром 800 мм, с длиной бочки 1900 мм, материал валков Сталь 6ОХН или чугун СПХН-45. Валки установлены в подушки на текстолитовых цельнопрессованных вкладышах, охлаждаются водой и смазываются периодической подачей смазки. Станины клетей открытого типа, станина и «голова» клети соединяются с помощью боковых клиньев. Клеть имеет верхнее нажимные устройства с ручным приводом. Осевая регулировка валков осуществляется при помощи боковых планок, а уравновешивание верхнего валка — пружинное, системой тяг.
Две клети трио имеют групповой привод, через зубчатую муфту, шестеренную клеть и универсальный шпиндель, между собой соединены трефовыми шпинделями и муфтами (рисунок 6), от двигателя МПС 8000-110, мощностью 8100 кВт, скорость вращения валков 0-60-120 об/мин.

Рисунок 40 – Клети трио 800.
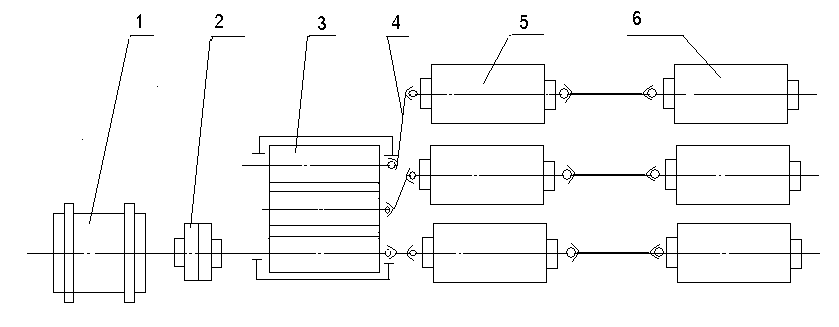
Рисунок 40 – Кинематическая схема привода клетей трио 800:
1 — двигатель; 2 — муфта; З — шестеренная клеть; 4 — шпиндель; 5 — первая клеть трио; 6 — вторая клеть трио.
Рисунок 42 – Кинематическая схема привода чистовой клети 850:
1 - двигатель, 2 - муфта, З - шестеренная клеть, 4 - универсальные шпиндели, 5 - клеть.
Клети с обоих сторон оборудованы подъемно-качающимися столами. Рольганги столов состоят из 9 роликов, диаметром 350 мм, скорость вращения роликов 2,5-3,5 м/с. Величина подъема стола 850мм (± 50 мм). На каждом столе установлено два гидравлических манипулятора и кантователь.
Чистовая дуо нереверсивная клеть открытого типа или универсальная закрытого типа. Приводится от двигателя МПС 3200-110, мощностью 3200 кВт, скорость вращения 0-110-230. Валки выполняются из чугуна СПХН-48 или стали 150 ХНМ, диаметром 850 мм, длиной бочки 1200 мм.
У станины открытого типа нажимное устройство ручного типа, уравновешивание – пружинное, системой тяг. У станины закрытого типа нажимное устройство электрическое, уравновешивание гидравлическое. С передней и задней стороны линия клетей оборудована шлепперами для передачи раскатов из клети в клеть.