

Дефекты двутавровых балок с параллельными гранями полок
Дефекты профиля по геометрическим размерам
Требования по внешнему виду и размерам двутавров с параллельными гранями полок, поставляемых универсально-балочным станом НТМК, определяются ведомственными ТУ 14-2-24-72.
Удовлетворительное качество сортового проката характеризуется прежде всего соответствием размеров и правильностью геометрической формы поперечного сечения.
Прокатанный металл должен иметь правильный профиль. Устранив дефекты первой группы резко уменьшим кол-во дефектов по длине балки, т.к. некоторые из них (серп, скрут) являются, как правило, следствием дефектов профиля.
Далее рассмотрены наиболее характерные отклонения от правильного профиля двутавровой балки с параллельными гранями полок.
Несимметрия полок
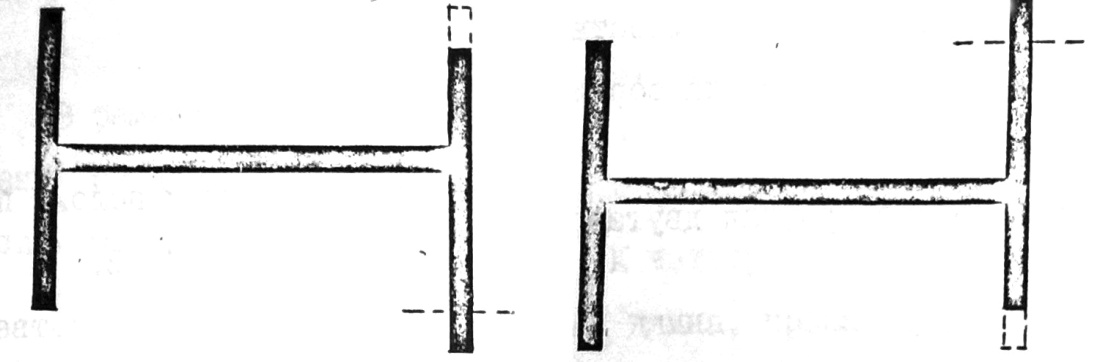
Описание дефекта
Одна полка имеет симметричные фланцы. На другой полке один фланец длиннее, другой короче. Все фланцы по толщине одинаковые. На рис.1 и 2 показаны две разновидности дефекта. Hecимметрия в равной степени может быть как на левой, так и на правой полке.
Возможные причины образования дефекта
Осевое смещение горизонтальных валков на ГУК-I, ГУК-II.
Смещена ось прокатки с одной стороны на ГУК-I или ГУК-II.
Осевое смещение одного из валков BK-I, ВК-II.
Осевое смещение валков на кл. "1300".
"Игра" валков на кл. "1300".
Непараллельность валков на кл. "1300".
Методы по предупреждению и устранению дефекта
I. Проверить настройку обжимной, универсальных и вспомогательных клетей стана. Устранить:
а) осевое смещение горизонтальных валков на ГУК-I, ГУК-II;
б) смещение оси прокатки с одной стороны на ГУК-I или ГУК-II;
в) осевое смещение одного из валков BK-I, ВК-II;
г) осевое смещение валков на кл. "1300";
д) "игру" валков на кл. "1300";
е) непараллельность валков на кл. "1300".
В ряде случаев указанные методы необходимо проводить в совокупности.

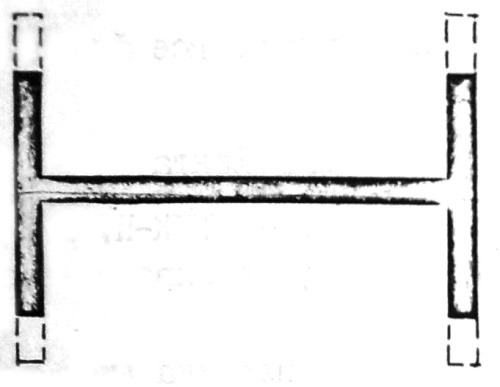
Описание дефекта
Одна полка широкая, другая - узкая. Все фланцы по толщине одинаковые.
Возможные причины образования дефекта
Осевое смещение валков на ГУК-I, ГУК-II, ГУК-III.
Плохо загружен ГУК-II, что обуславливает неустойчивость профиля.
Чрезмерные обжатия одного из вертикальных валков на ГУК-III, или на ГУК-II, или на ГУК-I.
Методы по предупреждению и устранению дефекта
1. Устранить осевое смещение горизонтальных валков на ГУК-I, ГУК-II, ГУК-III.
2. Загрузить, в соответствии с нагрузками ГУК-II Получить устойчивый профиль.
3. Уменьшить обжатия вертикальным валком со стороны широкой полки на ГУК-III, или на ГУК-II, или на ГУК-I.
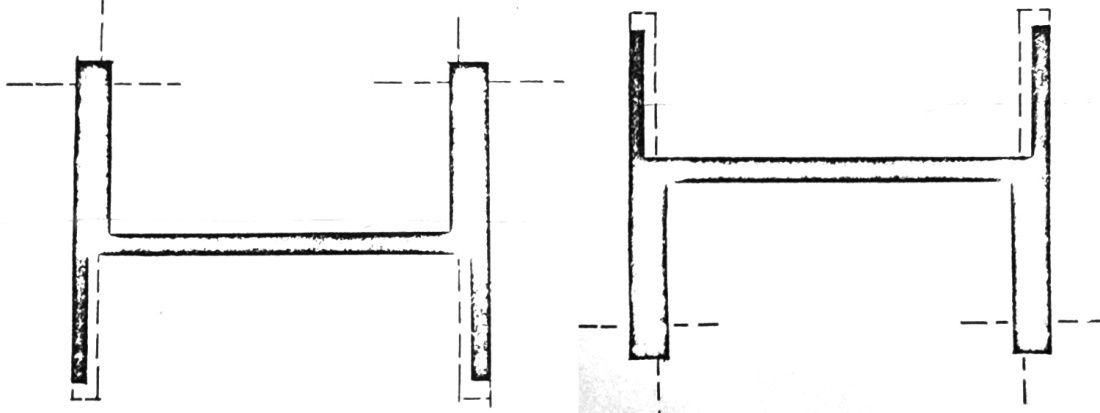
Узкие полки
Описание дефекта
Обе полки узкие. Профиль симметричен. Толщины всех элементов одинаковы.
Возможные причины образования дефекта
Чрезмерные обжатия на BK-I, ВК-II.
"Утягивает" фланцы на ГУК-I, ГУК-II.
Методы по предупреждению и устранению дефекта
Уменьшить обжатия на ВK-I, ВК-II.
Увеличить обжатия по полкам на ГУК-I, ГУК-II, ГУК-III
Увеличить обжатие по шейке на кл. "1300" и уменьшить обжатия по шейке на ГУК-II.
Если "утягивает" фланцы на ГУК-II (при этом ВК-II работает только во II и III пропуске), то увеличить обжатия по шейке на ГУК-I и уменьшить обжатия по шейке на ГУК-II.
В некоторых случаях указанные мероприятия необходимо водить в совокупности.
Широкие полки

Описание дефекта
Обе полки широкие. Профиль симметричен. Толщина всех элементов одинакова.
Возможные причины образования дефекта
Недостаточные обжатия на BK-I, ВК-II.
Чрезмерное обжатие по полкам на ГУК-I, ГУК-II, ГУК-III.
Методы по предупреждению и устранению дефекта
Увеличить обжатия на BK-I, ВК-II.
Уменьшить обжатие по полкам на ГУК-II, ГУК-III.
Уменьшить обжатие по шейке на ГУК-I, увеличить обжатие по шейке на ГУК-II.
Уменьшить обжатие по шейке на кл. "1300", увеличить обжатие по шейке на ГУК-I
В некоторых случаях указанные мероприятия необходимо проводить в совокупности, исключая п.З совместно с п. 4.
Несимметрия фланцев

Описание дефекта
Одна полка нормальная. На другой полке один фланец толстый и длинный, другой - тонкий и короткий. Дефект в равной степени может появляться как на левой, так и на правой полке.
Возможные причины образования дефекта
Осевое смещение валков на ГУК-I, ГУК-II, ГУК-III.
Смещение с одной стороны оси прокатки на ГУК-I
Методы по предупреждению и устранению дефекта
1. а) Если толщина длинного и толстого фланца незначительно больше толщины одноименного фланца другой полки, то не мо подать в сторону толстого фланца одноименный горизонтальный вал ГУК-II или в сторону от этого фланца противоположный вал ГУК-II.
б) Если толщина толстого фланца значительно больше одноименного фланца другой полки, то необходимо выровнять путем осевого смещения валков ГУК-I.
2. Устранить смещение оси прокатки на ГУК-I или ГУК-II.
Описание дефекта
Верхние (нижние) фланцы толстые и длинные, нижние (верхние) фланцы тонкие и короткие.
Возможные причины образования дефекта
Смещение оси прокати на ГУК-I, ГУК-II.
Методы по предупреждению и устранению дефекта
Поднять (опустить) ось прокатки на ГУК-I, опустить (поднять) ось прокатки на ГУК-II.
Если толщины толстых фланцев примерно одинаковы и сумма их незначительно превышает сумму тонких фланцев, то можно соответственно менять положение оси прокатки только на одной группе при условии, что на другой группе ось прокатки находится в нуле.

Описание дефектов
Одна полка нормальная. На другой полке один фланец тонкий и длинный. Дефект в равной степени может появляться как на левой, так и на правой полке.
Возможные причины образования дефекта.
I. Осевое смещение валков на ГУК - I.
Методы по предупреждению и устранению дефекта
I. На ГУК - I подать соответствующий вал в сторону длинного и тонкого фланца.
Разнотолщинность фланцев

Описание дефекта
Фланцы по диагонали длинные и толстые. Два других фланца нормальные.
Возможные причины образования дефекта
Осевое смещение горизонтальных валков ГУК-I, ГУК-II,ГУК-III.
"Игра" валков ГУКов и кл."1300".
Смещение валков на кл. "1300".
Смещение валков на BK-I, ВК-II.
Методы по предупреждению и устранению дефекта
Выравнивание толщины путем осевого выравнивания и за крепления горизонтальных валков ГУК-I, ГУК-II, ГУК-III.
Устранение смещения и закрепление валков на кл."1300".
Выравнивание валков на BK-I, ВК-II.
Желоб

Описание дефекта
Желоб по центру полок.
Возможные причины образования дефекта
Износ вертикальных валков ГУК-I, ГУК-II, ГУК-III.
Методы по предупреждению и устранению дефекта
Увеличить обжатие по шейке на ГУК-III.
Уменьшить обжатия по полкам на ГУК-II, ГУК-I.
Сделать перевалку.
Уклон полок

Описание дефекта
Уклон полок и кривизна шейки.
Возможные причины образования дефекта
Нижние фланцы толще верхних после ГУК-II.
Маленькое обжатие по шейке на ГУК-III.
Чрезмерное обжатие по полкам на ГУК-III.
Неправильная расточка горизонтальных валков ГУК.
Смещение оси прокатки по вертикальным валкам (назад) относительно оси прокатки по горизонтальным валкам на ГУК-III.
Методы по предупреждению и устранению дефекта
Выровнять толщину фланцев в ГУК-III.
Увеличить обжатие по шейке на ГУК-III.
Уменьшить обжатие по полкам на ГУК-III.