

Установка измерения прямолинейности
Измерение прямолинейности осуществляется при помощи 5 измерительных головок.
После того, как система подтвердила фактический тип рельса, она готова к работе. Получение данных замеров запускается световым барьером и осуществляется двумя инкрементными датчиками. Измерительные головки состоят из лазерных светодиодов, которые проецируют световое сечение на головку рельса. Данное сечение отслеживается камерой, являющейся также частью головки и передающей считанную информацию устройству оценивания.
Каждая из 5 измерительных головок генерирует данные для головки профиля и положения рельсы. На основе этих данных рассчитываются соответствующие точки измерения (точки измерения головки и боковые точки измерений), что гарантирует точные результаты измерений даже при наличии боковых движений рельс.
На основании данных измерений при помощи уникального математического алгоритма рассчитывается горизонтальная и вертикальная продольная форма поверхности рельс. Этот особый математический метод гарантирует точные расчеты поверхности рельс до ее концов.
На основании продольной формы в соответствии со специальными стандартами рассчитываются параметры прямолинейности. Создается перечень значений (для различных длин) и прямолинейность на концах рассчитывается отдельно. Затем к профилю применяются соответствующие правила классификации, тем не менее, допустимые пределы значений прямолинейности могут быть изменены.
Измерение прямолинейности рельс осуществляется горизонтально и вертикально. Пять измерительных головок, расположенных на измерительной балке под углом 45°, сканируют поверхность проходящей рельсы. Измерительная балка установлена на жесткой раме, закрепленной на полу.

Рисунок 31 - Установка измерения прямолинейности.
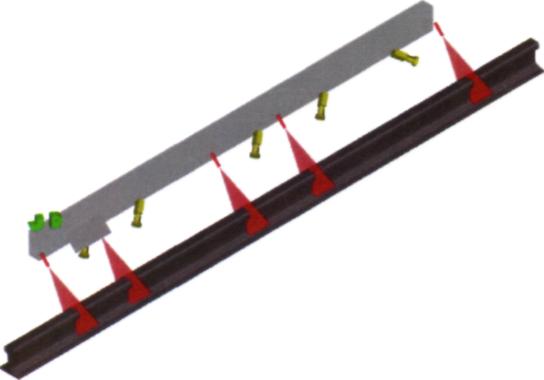
Рисунок 32 - Схематичный обзор шаблона.

Рисунок 33 - Измерение головки рельса и боковой поверхности.
И хотя данный метод измерения нечувствителен к поперечным движениям рельс, контролируемая рельса не должна подвергаться резким ударам непосредственно на участке измерений. Для этой цели рельса транспортируется на участок измерений при помощи цепного конвейера.
Длина цепного конвейера 5м. Предварительная настройка направляющих для соответствующих размеров рельс осуществляется вручную.
При установке, высота цепного конвейера настраивается согласно высоте существующего роликового стола. Это обеспечивает транспортировку рельс через установку без каких-либо изгибов, что может стать причиной неверных результатов измерений. Цепной конвейер приводится в действие зубчатой передачей.
Движения измерительных дисков с пневматическим приводом, соприкасающихся с подошвой рельс, контролируются датчиками.
Технические данные. Точность - до 0,03 мм, более точное измерение недоступно, по причине типичной шероховатости поверхности рельс. Время обработки - результат доступен примерно через 3 сек. после прохождения рельсы (зависит от длины).
В настоящее время в РБЦ ОАО НТМК контроль размеров осуществляется с помощью шаблонов.