

Ультразвуковые методы и средства неразрушающего контроля
Ультразвуковые методы основаны на регистрации параметров упругих волн, возбуждаемых и (или) возникающих в контролируемом объекте.
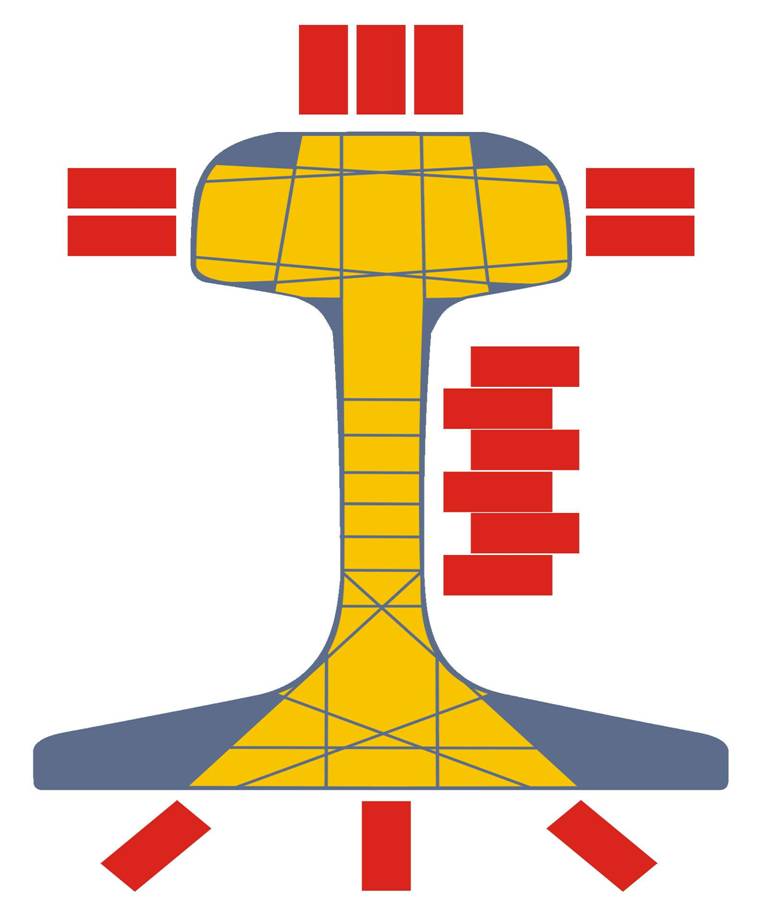
Рисунок 27 – Зоны контроля и датчики установки УЗК.
Ультразвуковыми волнами называются упругие волны с частотами от 2*104 до 1013 Гц. Рабочий диапазон используемых волн для задач контроля составляет от 1 до 25 МГц. Верхний предел обусловлен снижением прозрачности большинства материалов. Использование волн с частотами ниже 1 МГц в ряде задач (например, контроль радиоэлектронной аппаратуры) может привести к разрушениям вследствие резонанса компонент исследуемых изделий либо к преждевременному старению.
Основными параметрами среды, определяющими распространение энергии ультразвуковой волны, являются акустическое сопротивление, скорость распространения звука и коэффициент поглощения. Потери на поглощение характеризуют материал, сквозь который проходит ультразвук, и, следовательно, несут информацию о физических свойствах этого материала. Отношение интенсивностей прямой и отраженной волн зависит от фактора рассогласования, характеризующего соотношение сопротивлений на границе раздела сред. Для границы сред типа «жидкость—металл» значение фактора рассогласования равно 20, для границ сред типа «газ—металл» — 105. В первом случае происходит отражение 80% энергии падающей волны, во втором — практически 100%. Резкие изменения акустического сопротивления вызываются различного рода расслоениями материалов, микро-пористостью, а также давлениями и напряжениями, возникающими в материалах.
На промышленных предприятиях распространение получили следующие ультразвуковые методы:
отраженного излучения (эхо-импульсный метод);
прошедшего излучения (теневой, зеркально-теневой);
резонансный;
акустико-эмиссионный.
Эхо-импульсный метод дает самую обширную информацию об объекте контроля по сравнению с другими ультразвуковыми методами, поскольку позволяет не только обнаружить внутренние (поверхностные) дефекты типа нарушения сплошности, но и определить глубину их залегания в толще материала, ориентацию и размеры. Метод применим для контроля изделий, изготовленных из любых материалов, в которых можно возбудить упругие колебания и получить эхо-сигнал от дна изделия.
Эхо-импульсный метод реализует принцип радиолокации упругих механических колебаний среды. Упругие волны, как и световые, при прохождении через объект контроля испытывают рассеяние, преломление, поглощение и отражение, т. е. для упругих волн справедливы законы геометрической оптики.
При эхо-импульсном методе упругие колебания в изделие вводят с помощью специальных преобразователей. Основным элементом такого преобразователя, как привило, является пьезопластина.
В некоторый момент времени генератор радиоимпульсом возбуждает механические колебания пьезопластины. Одновременно с возбуждением упругих колебаний пластины запускается развертка индикатора дефектоскопа. На экране электронно-лучевой трубки (ЭЛТ) вырабатывается зондирующий импульс а. Упругие колебания, распространяясь в материале контролируемого объекта, достигают противоположной стороны изделия и, отразившись от нее, возвращаются к пьезопластине, возбуждая в ней механические колебания. В результате прямого пьезоэффекта на электродах пьезопластины возникает переменное напряжение, которое поступает на усилитель, а затем на вертикальные отклоняющие пластины ЭЛТ. На индикаторе дефектоскопа появляется импульс b, называемый донным (от дна изделия).
Таким образом, толщина объекта контроля «переводится» во временную диаграмму на индикаторе ультразвукового дефектоскопа. Если в материале изделия будет дефект типа нарушения сплошности (трещина, неметаллическое включение в металле, газовая раковина и т. д.), то часть ультразвуковой энергии отразится от него, и на экране ЭЛТ сформируется импульс б. Этот импульс может появиться только между зондирующим и донным импульсами. Скорость развертки дефектоскопа прямо пропорциональна пути, пройденному упругими колебаниями в материале. Если настроить дефектоскоп на скорость распространения колебаний в среде, то местоположение импульса б на ЭЛТ укажет на глубину залегания дефекта, а по амплитуде импульса можно оценить размер выявленного дефекта. Представим, что расстояние от поверхности изделия до дефекта будет уменьшаться. Тогда и эхо-сигнал от него будет приближаться к зондирующему импульсу, а при некотором минимальном расстоянии «дефект - поверхность ввода» эхо-сигнал от дефекта «накроется» зондирующим импульсом. Это минимальное расстояние, с которого мы получаем информацию о наличии дефекта, называется «мертвой» зоной. Для эхо-импульсного метода «мертвая» зона является принципиально неустранимой величиной, а ее значение всегда указывается в техническом описании на прибор.
С противоположной стороны изделия также существует «мертвая» зона, которая порождается возникновением донного импульса, действующего подобно зондирующему.
При контроле ультразвуковым эхо-импульсным методом специалисты встречаются с понятиями разрешающей способности по дальности и по фронту. Разрешающая способность по дальности определяется минимальным расстоянием дельта r между двумя раздельно выявленными дефектами, расположенными на одной вертикальной оси, совпадающей с направлением распространения упругих колебаний. Разрешающая способность по фронту характеризуется минимальным расстоянием А1 между двумя одинаковыми точечными дефектами, залегающими на одной глубине. На экране дефектоскопа контролер должен наблюдать два импульса (разрешающая способность по дальности), пересекающихся на уровне 0,5 от максимальной амплитуды. Если контролер установил, что при переходе от одного дефекта к другому амплитуда эхо-сигнала уменьшилась на значение 0,5 от максимальной амплитуды (эхо-сигнал от одного дефекта), то расстояние между дефектами и представляет собой разрешающую способность по фронту. Часто оператор принимает уменьшение амплитуды, связанное с разрешающей способностью по фронту, за случайные отклонения амплитуды эхо-сигнала.
При разработке методики контроля ультразвуковым эхо-импульсным методом следует учитывать тот факт, что дефекты могут быть объемными, плоскими, линейными и точечными.
В настоящее время промышленность выпускает дефектоскопы общего назначения типа ДУК-66ПМ, УД-ППУ, УД2-12, УД-НУА и др., которые можно эффективно применять на входном контроле заготовок и полуфабрикатов (ГОСТ 23049—84). Теневой метод ультразвукового контроля основан на возбуждении упругих колебаний в материале изделия и регистрации изменения амплитуды упругих колебаний, прошедших через изделие.
Метод требует двустороннего доступа к контролируемому изделию. Суть метода заключается в следующем. Преобразователь, подключенный к генератору ультразвуковых колебаний, располагают с одной стороны изделия, а преобразователь принимающий прошедшие через изделие колебания — с противоположной стороны.
Используя бездефектный участок изделия, настраивают прибор чтобы амплитуда на экране ЭЛТ прошедшего через изделие сигнала была равной А0. Если в изделии встречаются внутренние дефекты типа нарушения сплошности, то амплитуда А0 уменьшится в результате образования за дефектом ультразвуковой тени.
Чувствительность метода оценивается по формуле K = Amin/Ao, где Amin — минимальная амплитуда, которую может зарегистрировать прибор при данной настройке. Предельная чувствительность метода связана с дифракцией упругих волн на дефекте и сравнима с длиной волны генератора ультразвуковых колебаний.
Зеркально-теневой метод ультразвукового контроля является разновидность теневого метода и основан анализе изменения амплитуды сигнала, отраженного от дна изделия. Метод имеет преимущество перед теневым — возможность использовать односторонний доступ к изделию.
Теневой и зеркально-теневой методы применяют для контроля:
- прямых металлических однослойных бесшовных труб, изготовленных из черных и цветных металлов. Обнаруживают дефекты типанарушения сплошности, расположенные на внутренней и наружной поверхности;
- стыковых, нахлесточных, угловых и тавровых сварных швов. Выявляют трещины, непровары, неметаллические включения.
Для реализации теневого и зеркально-теневого методов применяют дефектоскопы общего назначения.
Акустико-эмиссионный метод основан на регистрации и анализе упругих волн, возникающих в твердых телах, подвергающихся пластической деформации или излому.
В основе метода лежит факт обнаружения дефектов, излучающих упругие волны, которые распространяются во все стороны равномерно. Достигая специальных широкополосных преобразователей (их должно быть не менее трех), прикрепленных к контролируемому объекту, упругие волны (колебания) преобразуются в электрические сигналы, регистрация которых дает возможность установить зарождение и развитие трещин в реальном масштабе времени и их координаты.
Акустическую эмиссию характеризуют общим числом импульсов за время наблюдения за объектом контроля; интенсивностью, определяемой как число импульсов в 1 с; максимальным значением огибающего принятого сигнала; амплитудным распределением сигналов; пиковой амплитудой сигналов и т. д.
Достоинство этого метода состоит в том, что он задолго до возможного разрушения изделия сигнализирует оператору контроля о зарождающихся усталостных трещинах.
С его помощью обнаруживают и регистрируют только развивающиеся трещины, т. е. выявляют наиболее опасные дефекты. Поэтому акустико-эмиссионный метод классифицирует дефекты не по размерам, а по степени их опасности во время изготовления изделий и их эксплуатации.
Акустико-эмиссионный метод имеет достаточно высокую чувствительность к росту дефектов, обнаруживает увеличение трещин на 1 — 10 мкм, причем, измерения можно проводить в рабочих условиях при наличии механических и электрических шумов. Метод позволяет получать информацию без применения сканирования поверхности контролируемого объекта — несколько неподвижно закрепленных на поверхности изделия преобразователей регистрируют зарождение или развитие трещин в любом месте изделия.
Неоднородность материалов не является существенным ограничением (как в случае применения других ультразвуковых методов) при контроле качества изделий. Его можно применять и для контроля качества расслоений композиционных материалов.
Метод акустической эмиссии обеспечивается такими приборами, как АФ-15, АФ-32, АФ-33 и т. д.
На основе использования ультразвуковых методов созданы ультразвуковые толщиномеры, предназначенные для измерения толщины плоских изделий, труб, прутков и т. д. из металлических материалов при одностороннем доступе к объекту измерения. Толщиномеры применяют для контроля толщин изделий, изготовленных из материалов, имеющих скорость распространения ультразвуковых волн в диапазоне 4000 - 6500 м/с. Промышленность выпускает ультразвуковые толщиномеры типа УТ-91П, УТ-92П и УТ-93П.
Таким образом, ультразвуковые методы НК применяют для контроля качества металлов, сплавов, металлокерамики, композиционных материалов. Выявляют внутренние, подповерхностные и поверхностные дефекты типа нарушениясплошности; позволяют контролировать крупногабаритные изделия и заготовки (5 и более метров); используют для контроля качества литья, поковок, штамповок, прутков, труб, деталей и конструкций машин в период производства и эксплуатации; методы допускают автоматизацию контроля и могут применяться в поточном производстве;
ультразвуковые толщиномеры широко применяются в металлургическом производстве для измерения толщин листов, проката, труб и т. д.;
интерпретация результатов ультразвукового контроля требует создания специальных методик, подготовки эталонных образцов, а также специального обучения и тренировки персонала.
Перспективным направлением является использование метода фазовой регистрации — ультразвуковой голографии. Контроль с использованием голограммы позволяет обнаружить, например, в алюминиевом блоке полости диаметром до 0,5 мм.