

1.11 Расчёт припусков расчётно-аналитическим методом.
Произведём расчёт припусков расчётно-аналитическим методом на две поверхности, а так же построим для них схемы расположения припусков и допусков.
Исходные данные:
заготовка – сортовой прокат, материал – Сталь 45;
точность размеров соответствует 16 кв.;
деталь устанавливается в центрах, вращение задаётся поводком; Необходимо получить размер Ø16,75 . Параметры проката 16 кв. Rz = 125, h = 150, =1100мкм.
1) Выберем технологический маршрут обработки ступени вала Ø16,75 и определим величины Rz и h по переходам:
1-й переход: черновое точение 13 кв., Rz = 125, h = 120
2-й переход: получистовое точение 11 кв., Rz = 63, h = 60
3-й переход: чистовое точение 10 кв., Rz =32, h = 30
4-й переход: черновое шлифование 8 кв., Rz = 10, h = 20
где Rz – высота неровностей профиля по 10 точкам (шероховатость поверхности)
h – глубина дефектного слоя после обработки
Определим значения пространственных отклонений для заготовки.
![]() (16)
(16)
где кор – коробление вала; кор = ∆К l;
∆К – удельная кривизна заготовки, ∆К = 1,3 мкм;
l – длина поверхности, l=L/2=170,5/2=85,25 мм.
кор = 85,251,3 = 110,8 мкм
Рассчитаем погрешность центрирования:
 (17)
(17)
где з – допуск на диаметральный размер поверхности, используемой в качестве базовой на фрезерно-центровальной операции.

Найдём погрешность заготовки:
![]()
Погрешность установки у = 0 т.к. базирование производится по центровому отверстию в центрах с поводком.
Величина остаточной пространственной погрешности составит:
после чернового точения: ρчерн. точ.=0,06∙ρзаг=0,06∙569,8=34,2 мкм;
после получистового точения: ρполучист. точ.=0,05∙ρчерн. точ;.
ρполучист. точ.=0,05∙34,2=1,71 мкм;
после чистового точения: ρчист. точ.=0,04∙ρп/чист. точ.=0,04∙1,71=0,068 мкм;
после чернового шлифования: ρчерн. шл.=0,03∙ρчист. точ.=0,03∙0,068=0,002 мкм;
Расчёт минимальных припусков.
![]() (18)
(18)
где i - выполняемый переход.
1-й переход
![]()
2-й переход
![]()
3-й переход
![]()
4-й переход
![]()
5-й переход
![]()
Расчётный размер диаметра вала dР вычислим, начиная с конечного минимального чертёжного размера путём последовательного прибавления минимального припуска каждого предыдущего перехода:
4-й переход: dР черн. шлиф. = 16,795 мм
3-й переход: dР чист точ.. = 16,795+20,03 =16,855 мм
2-й переход: dРп.л.чист точ. = 16,855+20,062 = 16,979 мм
1-й переход: dР чернточ. = 16,979+20,125 = 17,229 мм
заготовка: dРзаг. = 17,229+20,98 = 19,189 мм
Назначаем допуски на технические переходы, а допуски на заготовку по
ГОСТ 2590 – 71
заготовка – 1100 мкм
1-й переход – 270 мкм
2-й переход – 110 мкм
3-й переход – 70 мкм
4-й переход – 27 мкм
Предельный размер dmin определяем, округляя dp до большего значения в пределах допуска на данном переходе, а dmax определяем прибавляя к dmin допуски соответствующих переходов:
4-й переход: dmin черн.шлиф =16,795 мм;
dmaxчерн.шлиф = 16,795+0,027= 16,822 мм
3-й переход: dmin чист точ.. = 16,855 мм;
dmax чист точ.. = 16,855+0,07 = 16,925 мм
2-й переход: dmin п.л.чист точ.= 16,979 мм;
dmax п.л.чист точ.= 16,979+0,11 = 17,089 мм
1-й переход: dmin черн.точ. = 17,229 мм;
dmax черн.точ. = 17,229 +0,27 = 17,499 мм
заготовка: dmin.заг = 19,189 мм; dmax.заг = 19,189 +1,1 = 20,289 мм
Максимальное предельное значение припусков 2Zmax.ПР. находим как разность наибольших предельных размеров выполняемого и предшествующего переходов, а минимальные значения2Zmin.ПР – как разность наименьших предельных размеров выполняемого и предшествующих переходов.
4-й переход:
![]()
![]()
3-й переход:
![]()
![]()
2-й переход:
![]()
![]()
1-й переход:
![]()
![]()
Общий минимальный припуск находим как сумму минимальных промежуточных припусков, а общий максимальный – как сумму максимальных припускав:
![]()
![]()
Общий номинальный припуск
 находим
по формуле:
находим
по формуле:
![]() (19)
(19)
где HЗ – нижнее отклонение заготовки по ГОСТ 2590 – 71;
HД – нижнее отклонение детали по чертежу.
![]()
тогда номинальный диаметр заготовки:
![]() (20)
(20)
Проверяем правильность произведённых расчётов:
![]() (21)
(21)
![]() (22)
(22)
1-й переход: 2,79-1,96 = 0,83 мм 1,1-0,27 = 0,83 мм
2-й переход: 0,41-0,25 = 0,16 мм 0,27-0,11 = 0,16 мм
3-й переход: 0,164-0,124 = 0,04 мм 0,11-0,07 = 0,04 мм
4-й переход: 0,103-0,06 = 0,043мм 0,07-0,027 = 0,043 мм
Общий припуск: 3,467-2,394 =1,073 мм 1,1-0,027 = 1,073 мм
Проверка правильна, значит расчёты межоперационных припусков произведены правильно. Все расчёты параметров припусков приведём в таблицу.
Таблица 7- Параметры припусков.
Технологические переходы обработки поверхности Ø16,75 |
Элементы припуска мкм |
Расчётный припуск 2Zmin, мкм
|
Расчётный размер dp, мм |
Допуски размеров, мкм
|
Предельный Размер, мм |
Предельные размеры припусков, мм |
|||||
dmin |
dmax |
2ZminПР |
2ZmaxПР |
||||||||
Rz |
h |
|
|
||||||||
Заготовка |
160 |
250 |
620 |
0 |
– |
19,189 |
1100 |
19,189 |
20,289 |
– |
– |
1-й переход |
125 |
120 |
37,2 |
0 |
2∙979,8 |
17,229 |
270 |
17,229 |
17,499 |
1,96 |
2,79 |
2-й переход |
63 |
60 |
1,86 |
0 |
2∙279,2 |
16,979 |
110 |
16,979 |
17,089 |
0,25 |
0,41 |
3-й переход |
26 |
30 |
0,07 |
0 |
2∙124,71 |
16,855 |
70 |
16,855 |
16,925 |
0,124 |
0,164 |
4-й переход |
10 |
20 |
0,002 |
0 |
2∙62,068 |
16,795 |
27 |
16,795 |
16,822 |
0,06 |
0,103 |
Общий припуск 2Z0 = 1,939 мм |
2,394 3,467 |
||||||||||
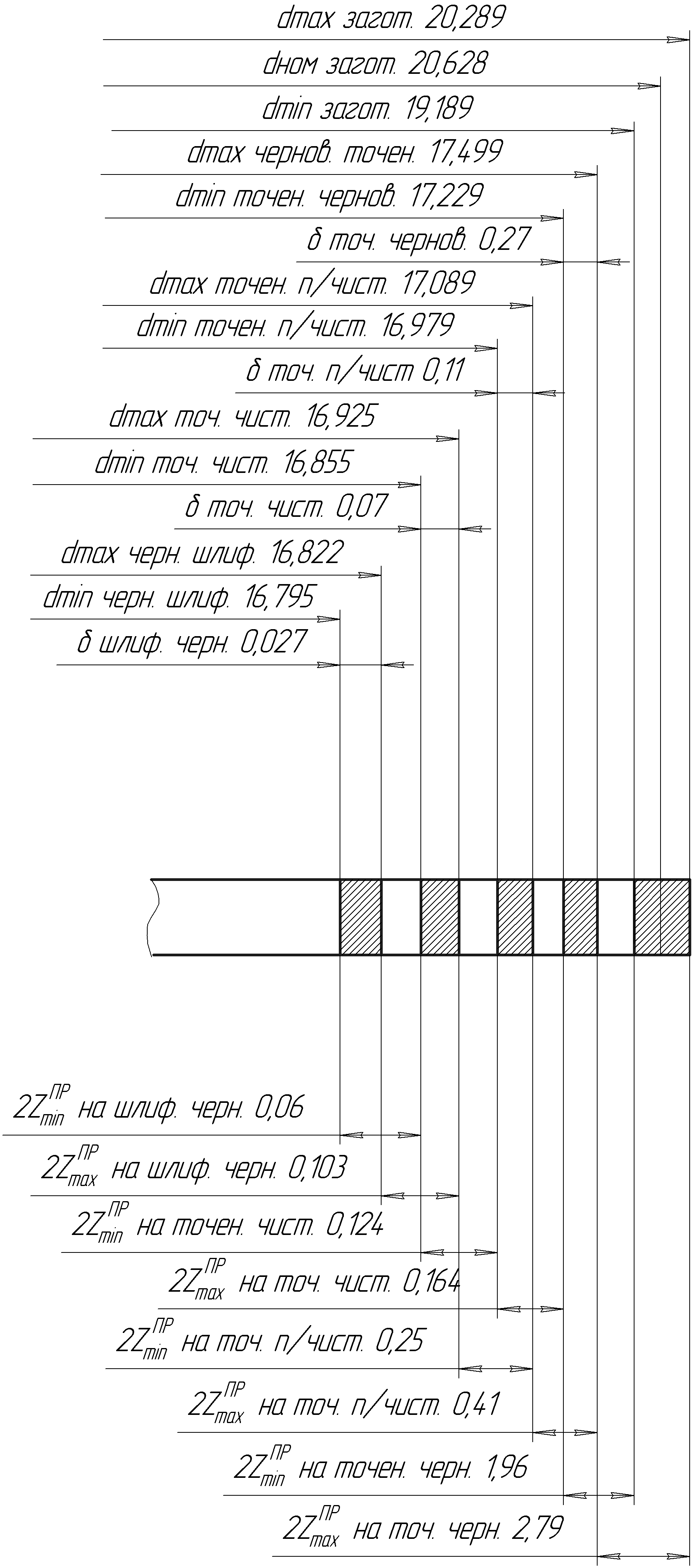
Рисунок 7 – Схема графического расположения припусков и допусков на обработку поверхности вала Ø16,75 мм.
2) Необходимо
получить размер 170,5![]() мм
.
Параметры заготовки 16 кв. Rz
= 125, h = 150,
= 1100 мкм.
мм
.
Параметры заготовки 16 кв. Rz
= 125, h = 150,
= 1100 мкм.
Выберем технологический маршрут обработки торцов цапфы и определим величины Rz и h по переходам:
1-й переход: фрезерование черновое 14 кв. Rz = 50, h = 50;
2-й переход: фрезерование чистовое 12 кв. Rz = 30, h = 30
Определим значения пространственных отклонений для заготовки.
![]() (1.13)
(1.13)
где ц – смещение оси заготовки в результате погрешности центрирования.
![]() .
.
к – общее отклонение при установке в центрах.
к = ∆Кd; ∆К – удельная кривизна заготовки, ∆К = 1;
d – диаметр заготовки.
к = 180,6 = 10,8 мкм
Найдём погрешность заготовки:
![]()
Величина остаточной пространственной погрешности составит:
после чернового фрезерования: ρчерн.фрез..=0,06∙ρзаг=0,06∙251=15,06 мкм;
после чистового фрезерования: ρчист.фрез..=0,04∙ρчерн.фрез. =0,04∙15,06=0,6 мкм;.
Погрешность установки у = 80мкм, б =0, т.к. базирование производится в равномерно сходящихся призмах.
на 1-ом переходе:
![]() =0,06∙
=0,06∙![]() =0,06∙80=4,8
мкм;
=0,06∙80=4,8
мкм;
на 2-ом переходе:
![]() =0,04∙
=0,04∙4,8=0,192 мкм;.
=0,04∙
=0,04∙4,8=0,192 мкм;.
Расчёт минимальных припусков.
![]() (1.15)
(1.15)
1-й переход
![]() ;
;
2-й переход
![]()
Расчётный размер вычислим, начиная с конечного минимального чертёжного размера путём последовательного прибавления минимального припуска каждого предыдущего перехода:
1-й переход: НР фрез.чист.. = 170,1 мм;
2-й переход: НР фрез.черн. = 170,1+20,115 = 170,33 мм;
заготовка: НР заг. = 170,33+20,623 = 171,57 мм
Назначаем допуски на технические переходы по таблице [2, 40], а допуски на заготовку по ГОСТ 2590 – 89
заготовка – 1100 мкм;
1-й переход – 430 мкм;
2-й переход – 180 мкм
6) Предельный размер Нmin определяем, округляя Нp до большего значения в пределах допуска на данном переходе, а Нmax определяем прибавляя к Нmin допуски соответствующих переходов:
2-й переход: Нmin.фрез.чист.. = 170,1 мм; Нmax фрез.чсит.. = 170,28 мм;
1-й переход: Нmin.фрез.черн. = 170,33 мм; Нmax .фрез.черн. = 170,76 мм;
заготовка: Нmin.заг = 171,57 мм; Нmax.заг = 171,57+1,1 =172,67 мм.
Максимальное предельное значение припусков 2Zmax.ПР находим как разность наибольших предельных размеров выполняемого и предшествующего переходов, а минимальные значения 2Zmin.ПР – как разность наименьших предельных размеров выполняемого и предшествующих переходов.
2-й переход:
![]()
![]()
1-й переход:
![]()
![]()
Общий минимальный припуск находим как сумму минимальных промежуточных припусков, а общий максимальный – как сумму максимальных припусков:
![]()
![]()
Общий номинальный припуск находим по формуле:
(1.16)
![]()
тогда номинальная длина заготовки:
![]()
Проверяем правильность произведённых расчётов:
1-й переход: 1,91-1,24 = 0,67 мкм 1,1-0,43 = 0,67 мкм
2-й переход: 0,48-0,23= 0,25 мкм 0,43-0,18 = 0,25 мкм
Общий припуск: 2,39-1,47= 0,92 мкм 1,1-0,18 = 0,92 мкм
Проверка правильна, значит расчёты межоперационных припусков произведены правильно. Все расчёты параметров припусков приведём в таблицу.
Таблица 1.7 Параметры припусков.
Технологические переходы обработки поверхности
170
|
Элементы припуска, мкм |
Расчётный припуск 2*Zmin,, мкм |
Расчётный размер Нp, мкм |
Допуски размеров, мкм |
Предельный размер, мкм |
Предельные размеры припусков, мкм |
|||||
Нmin |
Нmax |
2ZminПР |
2ZmaxПР |
||||||||
Rz |
h |
|
|
||||||||
Заготовка |
125 |
150 |
251 |
– |
– |
171,57 |
1100 |
171,57 |
172,67 |
– |
– |
1-й переход |
50 |
50 |
150,1 |
80 |
2623,4 |
170,33 |
430 |
170,33 |
170,46 |
1,24 |
1,91 |
2-й переход |
30 |
30 |
4,8 |
4,8 |
2115,8 |
170,1 |
180 |
170,1 |
170,28 |
0,23 |
0,48 |
Общий припуск 2Z0 = 1640 мкм |
1,47 2,39 |
||||||||||

Рисунок 1.7 Схема расположения припусков 170