

Назначение допусков и посадок сопрягаемых элементов штампа
Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия.
Таблица 2.3 – Допуски и посадки
Сопряжения |
Посадки |
Направляющая колонка в отверстии втулки |
H7/h6 |
Направляющая колонка в отверстии нижней плиты |
S7/h6 |
Направляющая втулка в отверстии верхней плиты |
H7/s6 |
Штифт в отверстии плиты |
H7/m6 |
Хвостовик в отверстии плиты |
H7/s6 |
Штифт, фиксирующий хвостовик, в отверстии верхней плиты |
H7/m6 |
2.1.3 Определение энергосиловых параметров штамповки
Центром давления штампуемого элемента является центр тяжести линии контура штамповки.
Энергосиловые параметры штамповки определяются усилиями штамповки. При расчете технологического усилия штамповки учитываются усилия вырубки по контуру и пробивки внутреннего контура, усилие снятие заготовки с пуансонов, если штамп с подвижным съемником, усилие проталкивания вырубленной детали и отходов, прижима заготовки.
В САПР «КОМПАС-Штамп» все усилия суммируются, что и соответствует технологическому усилию, затем полученная величина увеличивается еще на 25% (т.е. с учетом коэффициента запаса), что и определяет величину потребного усилия пресса. В действительности, технологическое усилие штамповки определяется, как сумма усилий вырубки-пробивки и проталкивания, прижим в данном штампе отсутствует, а снятие заготовки происходит на обратном ходе пресса жестким съемником.

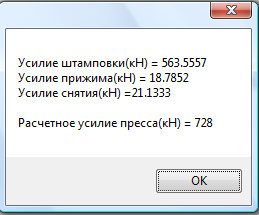
Рисунок 2.8 – Схема расположения центра
давления штампа, информация о параметрах штамповки
САПР «КОМПАС-Штамп» автоматически рассчитается центр давления, технологическое усилие штамповки и потребной усилие пресса (см. рисунок 2.8).
2.2 Проектирование штампа, выбор оборудования
2.2.1 Проектирование штампа в сапр «компас-Штамп»
Процесс проектирования штампа средствами системы состоит из двух этапов:
- формирование проекта конструкции штампа;
- проектирование и формирование комплекта чертежей на представленную в проекте конструкцию.
На этапе формирования проекта пользователь должен указать основные характеристики конструкции проектируемого штампа. Проект конструкции отображается на экране в виде дерева проекта (см. рисунок 2.9) и отражает номенклатурный состав и компоновку составляющих элементов конструкции штампа. В качестве составляющих элементов конструкции штампа. Проект конструкции штампа формируется путем выбора составляющих элементов конструкции из вариантов, предлагаемых системой.
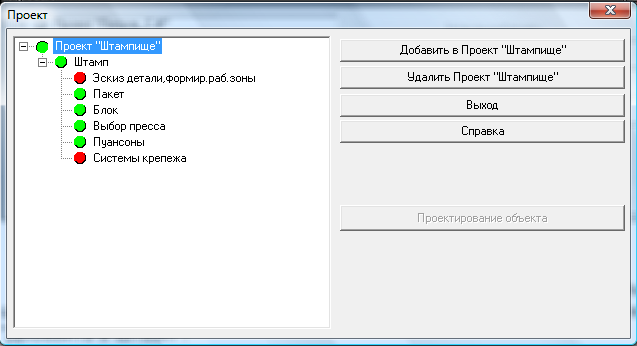
Рисунок – 2.9 Дерево построение проекта.
Проектирование рабочей зоны начинаем с выбора в меню «Сервис» библиотеки «Рабочая зона». Это окно позволяет проектировать штамп для разделительных и формообразующих операций. Данный курсовой проект предусматривает лишь рассмотрение разделительных операций. После записи эскиза детали в контекстное меню редактора «КОМПАС-График» «Сервис» и активируем «Рабочая зона». Далее в контекстном меню «Деталь» вводим информацию о заготовке:
Ввод сведений о материале – 25ХГСА, толщина детали – 3мм. После ввода геометрии детали, делаем ее контрольную прорисовку, для проверки контуров.
В разделительной операции проектируем схему раскроя полосы и рассчитаем оптимальность ее раскроя (рис 2.10).
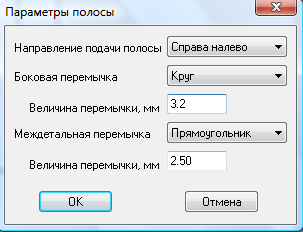
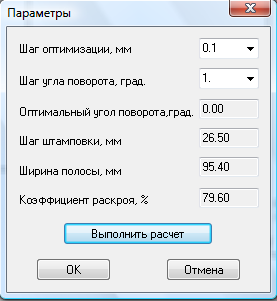
Рисунок 2.10 – Параметры и оптимальный раскрой полосы.
Далее проектируем схему раскроя полосы. Внешний контур детали - прямоугольного типа, поэтому целесообразно выбрать расположение однорядное.
Далее проектируем фиксатор. Для этого выбираем пункт «Расположение фиксаторов», «Ввод геометрии» и выделяем рамкой рабочую зону с заготовкой. Затем выбираем пункт «Размещение», указываем количество фиксаторов (в данном случае один) и задаем его место расположения на рабочей зоне. Для необходимости можно провести контрольную прорисовку.
Для выполнения пункта «Расчет усилий штамповки» необходимо выделить рамкой схему раскроя полосы, а система «КОМПАС – Штамп» произведет расчет для этих параметров и вычислит центр давления, который совпадает с осью хвостовика.
Приступаем к проектированию пакета. Для этого, находясь в «Дереве проекта», нажимаем кнопку «Штамп», «Добавить в штамп». Помечаем узел «Пакет», нажимаем «Добавить». Затем нажимаем кнопку «Пакет», «Добавить в Пакет». Выбираем «Пакет типовой», нажимаем «Добавить». Нажимаем кнопку «Пакет типовой», «Добавить в Пакет типовой». Добавляем «Пакет штампа с неподвижным съемником», нажимаем «Добавить».
План низа начинаем с проектирования рабочей зоны, затем также уточняются размеры матрицы и направляющих планок. Разрез главного вида проектируем с указания местоположения полосы на рабочем чертеже, затем задаем габаритные размеры съёмника, пуансонодержателя и верхней подкладной плиты и располагаем их относительно полосы.
Толщину матрицы определяем с помощью «КОМПАС – Штамп» v5.6 и принимаем толщину равную Нм=30 мм.
Длина и ширина съемника определяются соответствующими размерами матрицы (160×125), толщину принимаем: Нс=0,8Нм≅24мм.
Длина и ширина пуансонодержателя и подкладной плитки определяются соответствующими размерами матрицы. Толщина их назначается конструктивно (толщина пуансонодержателя 16 мм, подкладную плитку не устанавливаем).
Приступаем к проектированию блока. Первоначальные габариты плит определяться автоматически с учетом расположения спроектированной на плане «колонки-втулки». Поэтому проектируем плиту блока после проектирование системы «колонки-втулки».
В «Дерево проекта», нажимаем кнопку «Штамп» и кнопку «Добавить в штамп». Помечаем узел «Блок», нажимаем «Добавить». Затем нажимаем кнопку «Блок», «Добавить в Блок». Выбираем «Блок стандартный» - «Добавить». Нажимаем кнопку «Блок стандартный» - «Добавить в Блок стандартный». Выбираем «Блок с плитами по ГОСТ 13111» нажимаем «Добавить».
Приступаем к проектированию блоков.
- На плане низа, верха и главного вида устанавливаем плиту, согласно предложенным стандартным размерам.
- Выбираем и устанавливаем колонку и втулку из показанных слайдов меню (по ГОСТ 13118-83 исп. 1и по ГОСТ 13123-83) .
- Определяем установку колонок. Выбираем диагональное расположение колонок. Затем по слайдовому меню определяем вид установки на плане низа (выбираем первый вариант установки).
- Из уже заданных параметров устанавливаем на плане верха и главного вида колонки-втулки.
Закрываем библиотеку и возвращаемся в «дерево проекта».