

3.Характеристика электродов с основным покрытием.
4.Оказание первой помощи при переломах и вывихах. Билет №7.
1.Прямой и обратный пьезоэлектрический эффект.
1.Прямой и обратный пьезоэлектрический эффект – в 1880 году братья Кюри открыли свойство кварца - при сжатии с двух сторон на его гранях перпендикулярно направлению сжатия возникают электрические заряды. На одной грани положительные, на противоположной – отрицательные. Такие же свойства у сегнетовой соли и турмалина. При растяжении на гранях кристалла возникают заряды, противоположные по знаку тем, что были при сжатии. Явление возникновения электрических зарядов при сжатии и растяжении кристаллов – прямой пьезоэлектрический эффект. Пьезоэлектрический эффект обратим, то есть кристаллы, помещенные в электрическое поле сжимаются и растягиваются с частотой смены знаков электрических зарядов, то есть становятся излучателями. Это обратный пьезоэлектрический эффект
2.Контроль сварных швов стыковых соединений больших толщин.
Контроль сварных швов стыковых соединений больших толщин –
М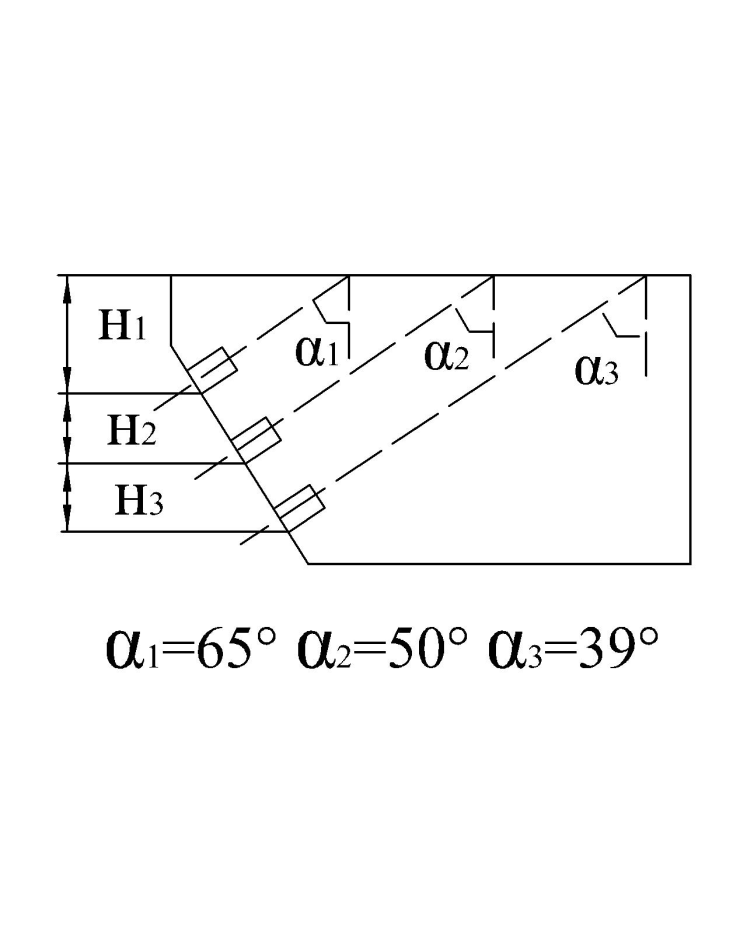 ертвая
зона = (e/2+n)/tgα.
Сварные швы больших толщин контролируются
путем прозвучивания наклонным ПЭП с
двух сторон с двух плоскостей. При
отсутствии доступа у одной из плоскостей
удовлетворительные результаты дает
контроль в одной плоскости, но в этом
случае у поверхности, с которой
осуществляется контроль, образуется
мертвая зона. Для уменьшения величины
мертвой зоны целесообразно контролировать
верхнюю часть шва с максимально возможным
углом ввода. При контроле швов с одной
плоскости чувствительность контроля
снижается с увеличением глубины, в
связи с чем необходимо повышать
чувствительность аппаратуры. Установка
высокой чувствительности , которая
необходима для выявления глубоко
расположенных дефектов, приводит к
появлению реверберационных шумов от
структуры близлежащей поверхности.
Трудности , возникающие при контроле
больших толщин, связаны с прежде всего
с необходимостью обеспечения высокой
чувствительности контроля, постоянной
по всей толщине контролируемого изделия.
Эту задачу можно решать путем применения
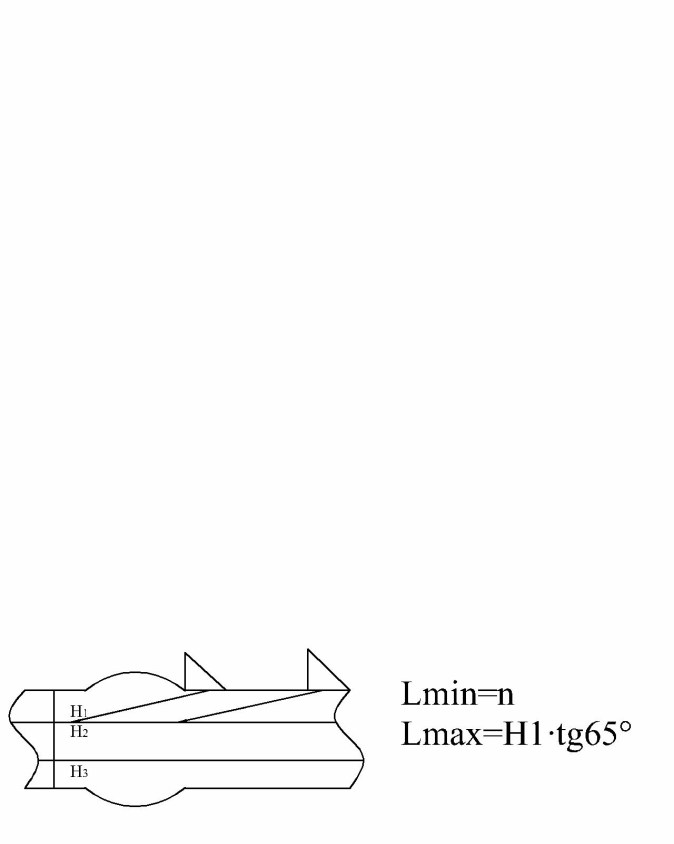
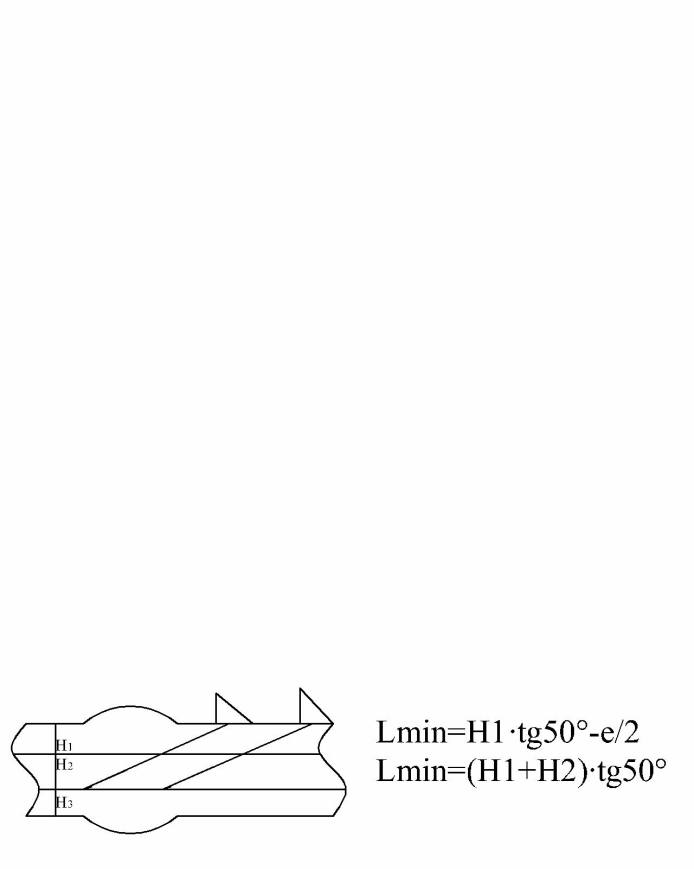
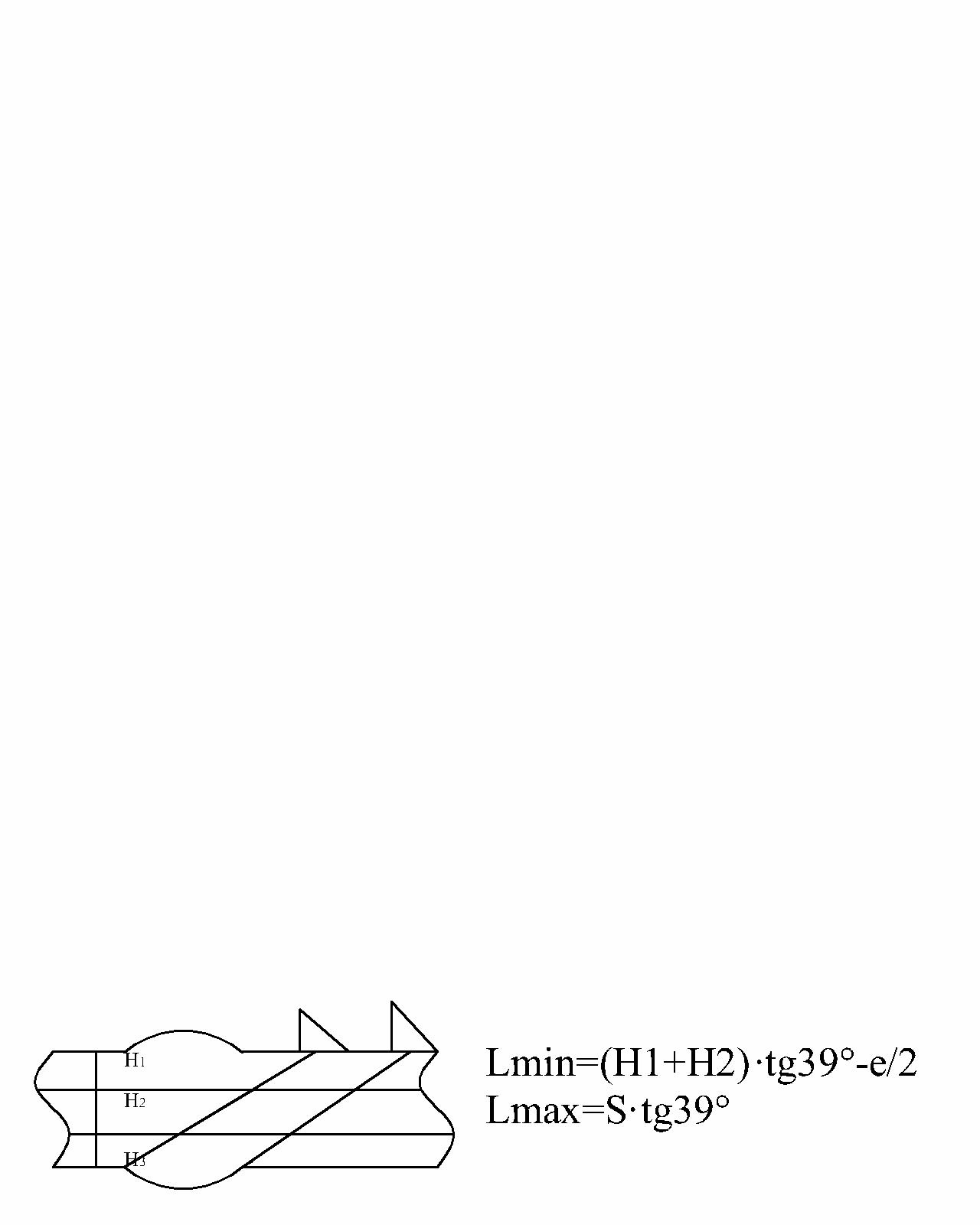
контроля по слоям. Сварной шов по высоте
разбивают на несколько слоев, и
чувствительность аппаратуры повышают
по мере увеличения глубины залегания
контролируемого слоя. Предельная
чувствительность устанавливается по
образцам с моделями дефектов (плоскодонных
отверстий).
ертвая
зона = (e/2+n)/tgα.
Сварные швы больших толщин контролируются
путем прозвучивания наклонным ПЭП с
двух сторон с двух плоскостей. При
отсутствии доступа у одной из плоскостей
удовлетворительные результаты дает
контроль в одной плоскости, но в этом
случае у поверхности, с которой
осуществляется контроль, образуется
мертвая зона. Для уменьшения величины
мертвой зоны целесообразно контролировать
верхнюю часть шва с максимально возможным
углом ввода. При контроле швов с одной
плоскости чувствительность контроля
снижается с увеличением глубины, в
связи с чем необходимо повышать
чувствительность аппаратуры. Установка
высокой чувствительности , которая
необходима для выявления глубоко
расположенных дефектов, приводит к
появлению реверберационных шумов от
структуры близлежащей поверхности.
Трудности , возникающие при контроле
больших толщин, связаны с прежде всего
с необходимостью обеспечения высокой
чувствительности контроля, постоянной
по всей толщине контролируемого изделия.
Эту задачу можно решать путем применения
контроля по слоям. Сварной шов по высоте
разбивают на несколько слоев, и
чувствительность аппаратуры повышают
по мере увеличения глубины залегания
контролируемого слоя. Предельная
чувствительность устанавливается по
образцам с моделями дефектов (плоскодонных
отверстий).
Контроль больших толщин осуществляют тремя преобразователями с углами β =30°, 40°, 50°. Такие толщины контролируют на пониженной частоте f=1,25мгц. α1=65°, α2=50°, α3=39°.
tg39 =0,809, tg50=1,19, tg65=2,145
3.Характеристика электродов с целлюлозным покрытием.
4.Оказание первой помощи при ранениях и кровотечениях. Билет №8.
1.Форма ультразвукового пучка.
.форма ультразвукового пучка – если размеры преобразователя существенно меньше длины волны УЗК то колебания в однородном металле будут распространяться в виде сферических волн и пучок будет не направленным. Если размеры преобразователя существенно больше длины волны, то УЗК в однородном металле будут распространяться в виде направленного пучка. Вблизи от излучателя, на участке, называемом ближней зоной или зоной Френеля уз волна распространяется почти без расхождения и имеет цилиндрическую форму. Протяженность этой зоны равна:
Lδ = a²/λ = a²•f/c. В дальней зоне- зоне Фраунгофера – начинается постепенное расхождение волны и пучок приобретает форму усеченного конуса. Sin φ = 0,61λ/a = 0,61c/(a•f). Угол φ уменьшается с увеличением a•f. Распределение энергии в поперечном сечении этого конуса неравномерно. Максимальная интенсивность сосредоточена по оси пучка. Минимальная – по периферии конуса.
Диаграмма направленности - это зависимость интенсивности УЗ пучка от угла расхождения φ. Шириной диаграммы направленности называется угол расхождении УЗ луча от осевого направления, при котором интенсивность луча доходит до 0,64. В большинстве случаев стараются иметь более узкую диаграмму направленности для лучшего выявления дефекта, формы и координат дефекта. При наклонном падении диаграмма направленности сужается при уменьшении угла падения.