

3.Строение сварного соединения.
3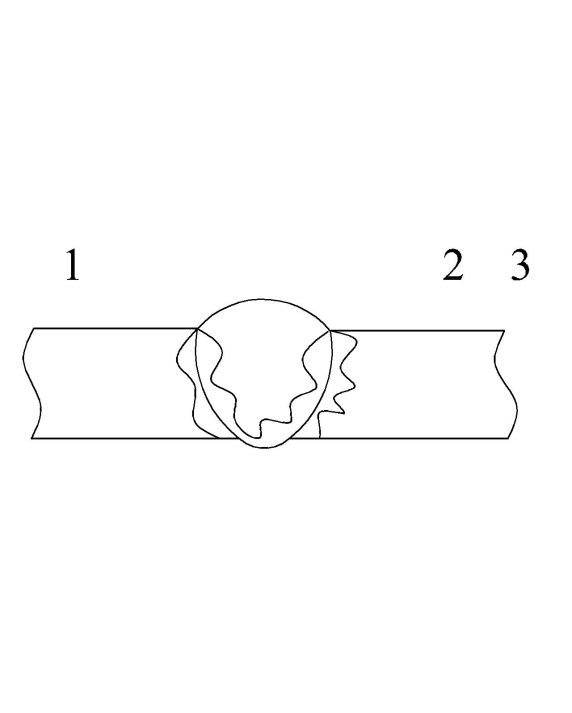 .строение
сварного соединения:
состоит из трех зон –
.строение
сварного соединения:
состоит из трех зон –
1 металл шва
2 зона сплавления
3 основной металл
Металл шва – при сварке нагревается до температуры плавления и выше, представляет собой сплав электродного металла с основным, где доля электродного металла достигает 50-70%. По хим. составу металл шва не должен резко отличаться о основного. Прочность сварного шва должна быть чуть выше прочности основного металла. Давлением дуги жидкий металл шва непрерывно перемешивается и откладывается определенными порциями, поэтому после сварки шов имеет чешуйчатый вид. Чем толще слой шлака, тем тоньше чешуйки.
Зона сплавления – нагревается чуть ниже t сплавления, состоит из не полностью расплавленных зерен, поэтому называется так эе участком неполного расплавления, имеет не большие размеряя, фактически является границей шва.
Основной металл – нагревается ниже t плавления. Та часть основного металла, которая нагревается выше 720° С и в которой в результате происходят структурные изменения, называется зоной термического влияния.
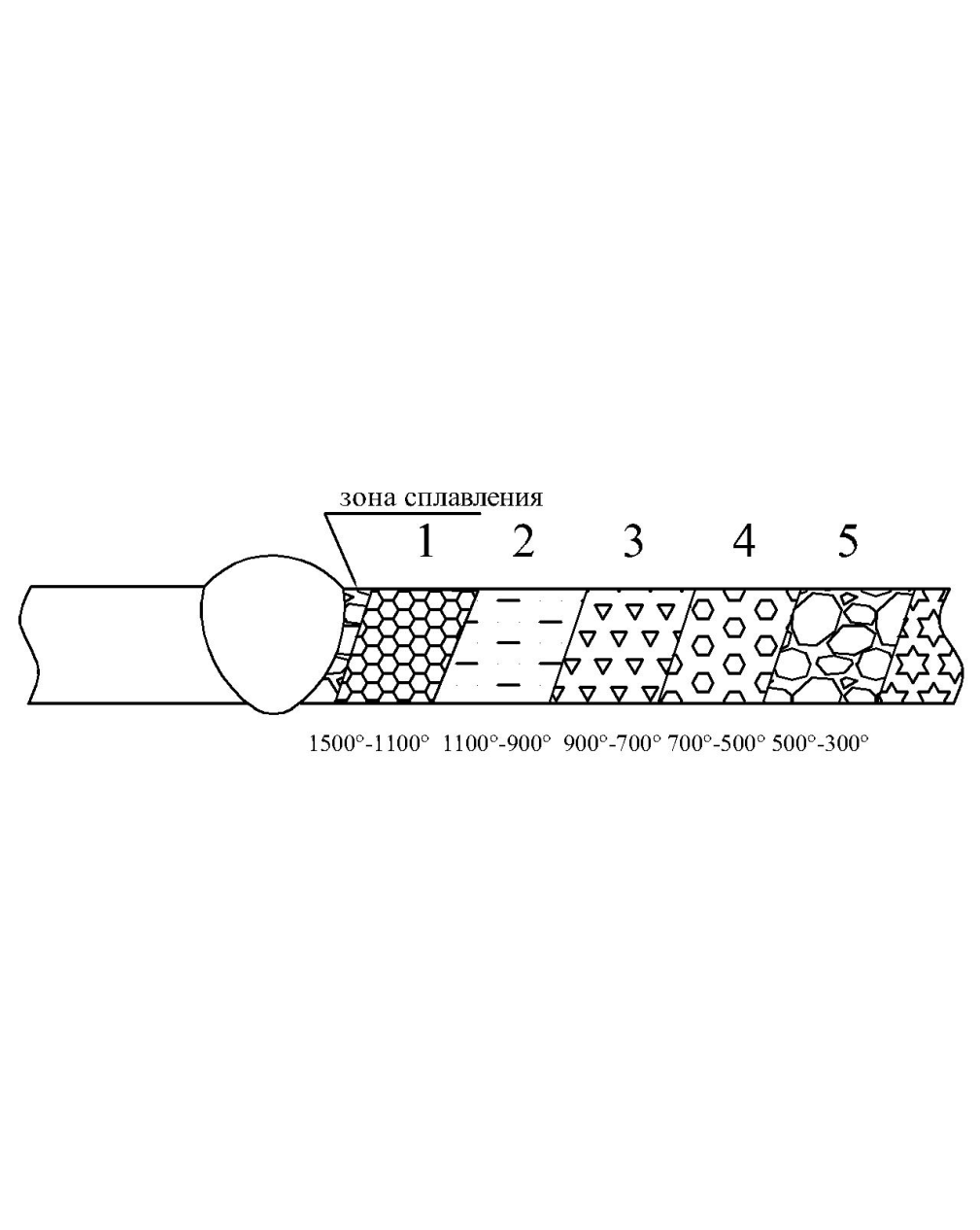
1 – участок перегрева – нагревается до высоких температур, имеет крупнозернистое строение, зерна вытянуты, обладает повышенной хрупкостью.
2 – участок нормализации имеет мелкозернистое строение и обладает высокими химическими свойствами.
3 – участок неполной перекристаллизации состоит из мелких и крупных зерен, по свойствам близок к основному металлу.
4 – участок рекристаллизации.
5 – участок синеломкости.
4.Ответственность должностных лиц. Билет №5.
1.Наклонное падение уз волны на границу раздела 2-х сред. Определение первого критического угла.
. Наклонное падение УЗ волны на границу раздела двух сред.
В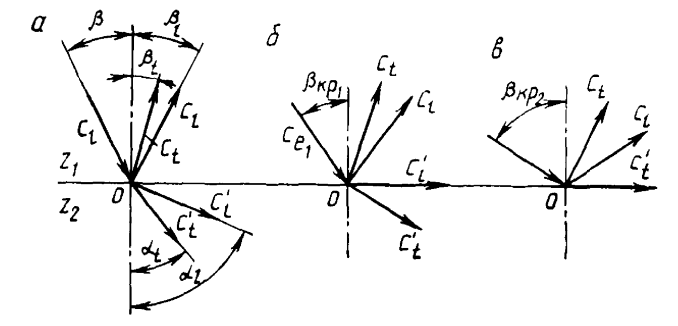
 общем случае при падении продольной
волны наклонно под углом β на границу
раздела двух твердых тел происходит
отражение, преломление и трансформация
(расщепление волны). Возникают две
отраженные и две преломленные волны.
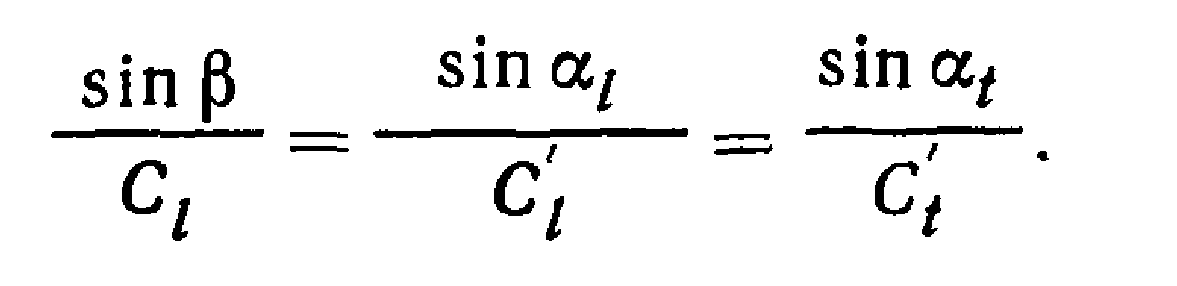
Углы преломления и отражения зависят
от скоростей соответствующих волн в
данной среде. Эту зависимость
называют законом
Снеллиуса
:
общем случае при падении продольной
волны наклонно под углом β на границу
раздела двух твердых тел происходит
отражение, преломление и трансформация
(расщепление волны). Возникают две
отраженные и две преломленные волны.
Углы преломления и отражения зависят
от скоростей соответствующих волн в
данной среде. Эту зависимость
называют законом
Снеллиуса
:
Углы,
при которых исчезают те или иные типы
волн в процессе преломления и отражения
называют критическими. По мере увеличения
угла падения β , начиная с некоторого
его значения, продольная волна Cl2
скользит по границе раздела двух сред.
Этот угол называется первым к![]() ритическим
углом. Его можно подсчитать из соотношения
: где
ритическим
углом. Его можно подсчитать из соотношения
: где
![]() равен
1
равен
1
.
Тогда![]() .
При дальнейшем увеличении угла β
наступает момент, когда преломленная
поперечная волна во второй среде
исчезает и
.
При дальнейшем увеличении угла β
наступает момент, когда преломленная
поперечная волна во второй среде
исчезает и
начинает
скользить по границе раздела двух сред.
Этот угол называется второй критический
угол.
![]()
![]() ,
где
,
где
![]() =1,
то есть
=1,
то есть
![]() =
=![]() .
.
β
первый критический для сочетания
оргстекло – металл = 27°, β второй
критический = 58°. При углах падения,
меньших чем второй критический, но
больших чем первый критический, во
второй среде возникает только поперечная
волна. Угол призмы наклонных ПЭП выбирают
в интервале между двумя критическими
значениями
![]() .
.
