

4.Средства индивидуальной защиты и их испытания. Билет №19.
1.Эталонирование основных параметров контроля.
.эталонирование основных параметров контроля:
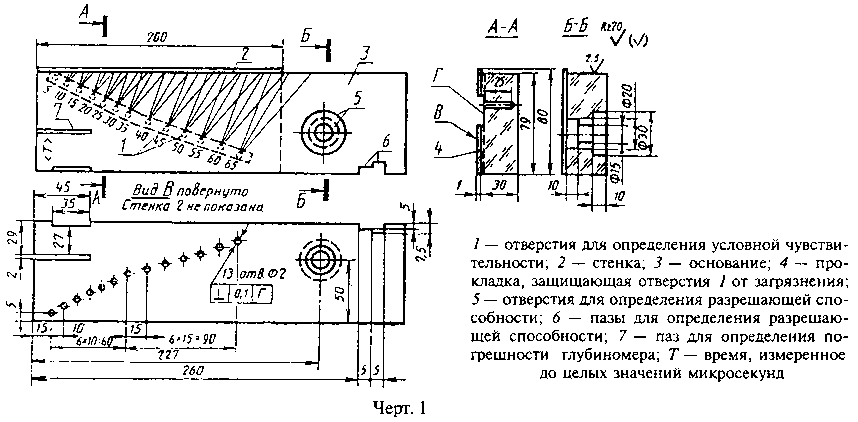
Стандартный образец СО-1 применяют для определения:
условной чувствительности,
проверки разрешающей способности прямым и наклонным ПЭП,
точности настройки глубиномера дефектоскопа прямым и наклонным ПЭП,
определения угла призмы β.
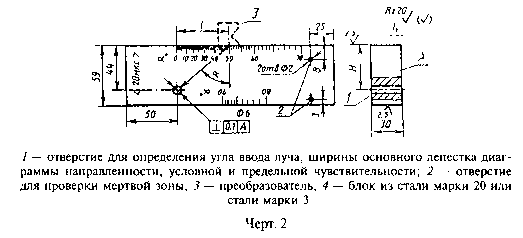
Стандартный образец СО-2 применяют для определения условной чувствительности, мертвой зоны, погрешности глубиномера, угла альфа ввода луча, ширины основного лепестка диаграммы направленности, импульсного коэффициента преобразования при контроле соединений из малоуглеродистой и низколегированной сталей, а также для определения предельной чувствительности.
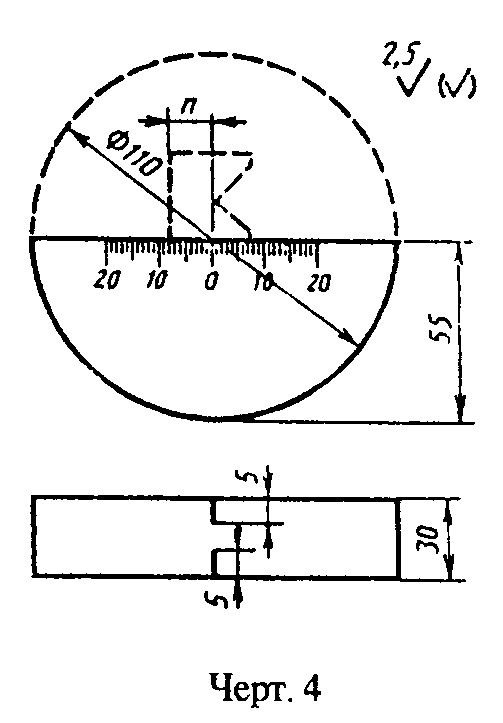
СО-3 применяют для определения точки выхода луча и измерения стрелы преобразователя.
2.Выбор способов прозвучивания. Выбор угла ввода: аналитический, графический и по линейке укл-1.
. Выбор угла ввода: аналитически, графически и по линейке УКЛ –
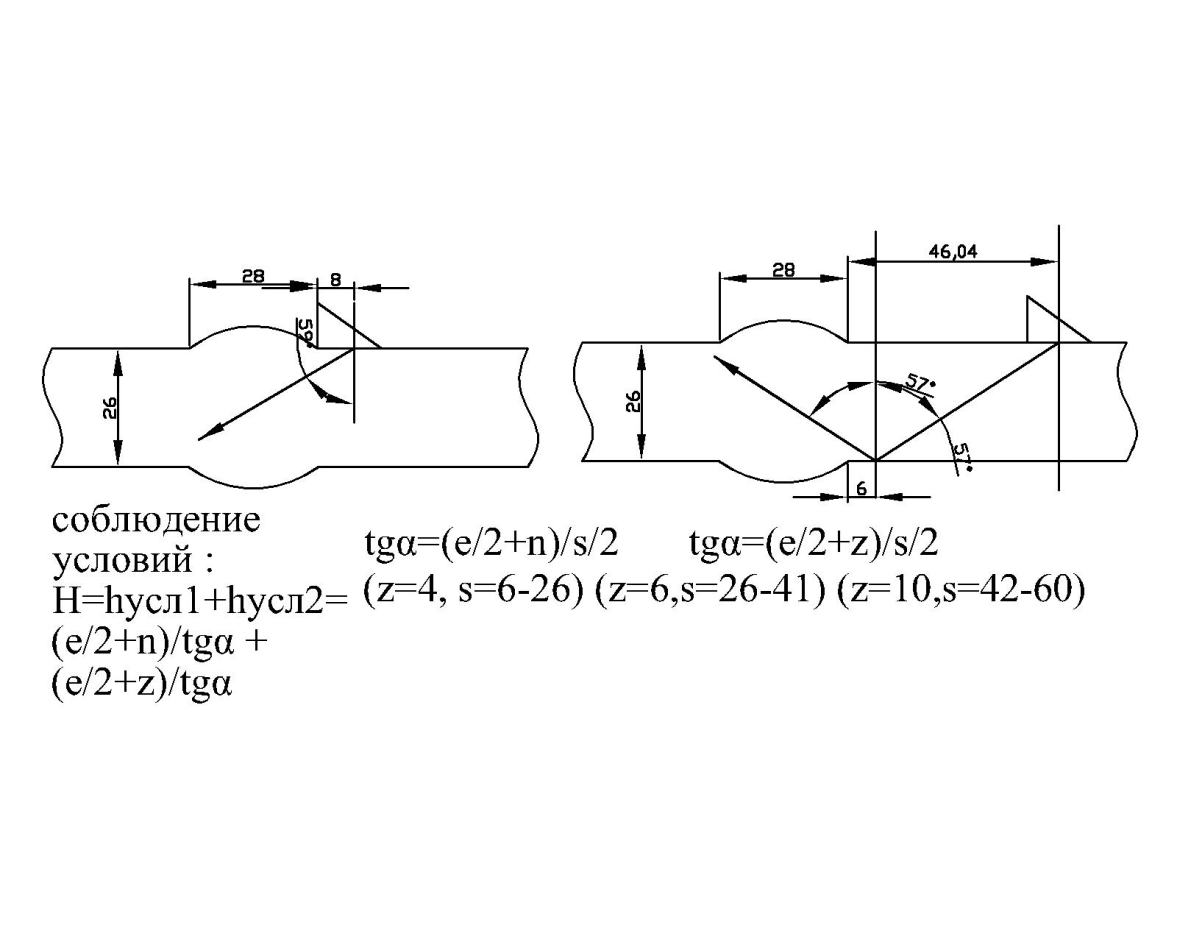
Выполнение условия: Н ≤ S, угол выбирается стандартный больший. По линейке: снизу откладываем S/2, сверху – e/2+n(z), по выводным линиям находим пересечение, от него – на левую вертикальную шкалу.
3.Наружные дефекты сварных швов. Причины их образования.
наружные дефекты сварных швов:
П одрезы: это углубления в месте перехода основного металла к металлу сварного шва. Причины – большая сила тока, высокая скорость сварки, неправильный угол наклона электрода. При большой длине дуги – магнитное дутье. Подрез является концентратором напряжения и при нагрузке может служить очагом развития разрушения. Подрезы исправляются наложением «ниточных» валиков. На магистральных трубопроводах допускается глубина подреза 10% толщины, но не более 0,5мм и длиной до150мм суммарно на 300мм сварного шва.
Прожог: дефект в результате сквозного проплавления свариваемого металла и вытекания через это отверстие металла сварочной ванны. Причины – большая сила тока, малая скорость сварки, большой зазор между кромками и малое притупление.
К ратер: не заплавленное присадочным металлом углубление, образовавшееся после угасания дуги в конце шва. На участке кратера шов имеет уменьшенное сечение, в кратере есть усадочные рыхлоты и трещины. Кратер должен быть заварен.
Н аплывы: стекание расплавленного металла на нерасплавленный основной металл. Причины – велик диаметр электрода, не соответствуют сила тока и скорость сварки, большая жидкотекучесть электродного металла.
Н еудовлетворительное формирование валика шва: может выражаться ослаблением усиления шва, грубой чешуйчатостью, неравномерной шириной шва. Все это вызвано либо нарушением режимов сварки, либо недостаточной квалификацией сварщика.
Утяжины (вогнутость корня шва): дефекты в виде углублений на поверхности обратной стороны сварного соединения в не полностью проплавленном основном металле вследствие усадки сварного шва.
Причины – низкая квалификация сварщика, малый ток, потолочное положение стыка, большое притупление, неправильная техника сварки.
Непровар в корне шва: местное отсутствие сплавления между электродным металлом и кромками в корне шва. Причины – малый ток, большая скорость сварки, маленький зазор, велико притупление и смещение электрода от оси стыка.