

4.Заземление и как его выполнить. Билет №18.
1.Разрешающая способность. Стрела пэп.
разрешающая способность – минимальное расстояние между двумя дефектами, которые четко и раздельно выявляются на экране дефектоскопа при заданной настройке. Р.С. – по дальности и по углу. Зависят от направленности поля искателя и от скорости УЗ волны в данном материале. По дальности определяется разрешающей способностью аппаратуры, то есть минимальным временем между эхо – сигналами , еще различимыми на экране. Р.С. метода и аппаратуры связаны соотношением: Δl(Δt)=Cl(Ct)*Tp/2.
2.Контроль сварных швов разнотолщинных элементов.
. Контроль сварных швов разнотолщинных элементов:
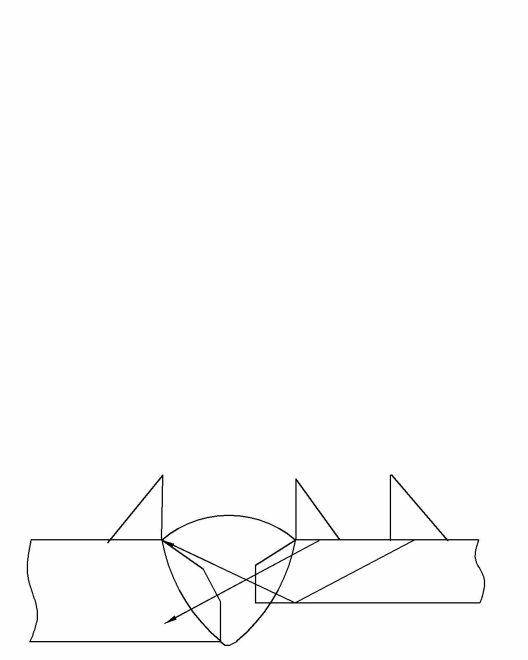
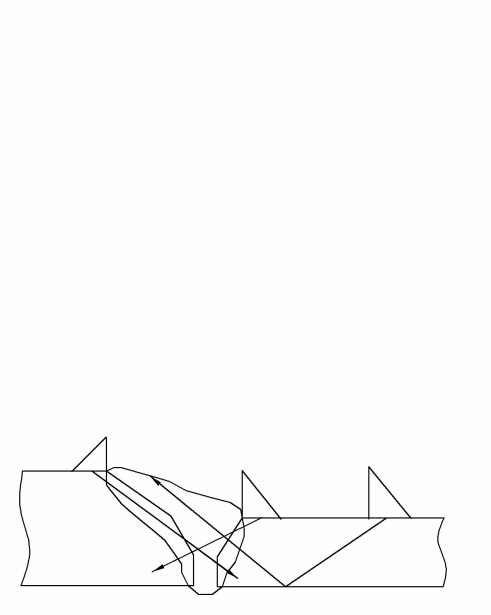
Контроль производят прямым и однократно отраженным лучами. Однократно отраженным лучом только со стороны тонкой стенки. От поверхности сварного шва идет ложный сигнал, поэтому применение однократно отраженного луча со стороны большей стенки является нецелесообразным.
3.Внутренние дефекты сварных швов. Причины их образования.
внутренние дефекты сварных швов: дефекты внутри сварного соединения, не определяющиеся внешним осмотром, только физическими методами контроля или на образцах – макро и микрошлифах.
Трещины – дефекты сварного соединения в виде разрыва в сварном шве и прилегающих к нему зонах. Различают трещины горячие и холодные. Горячие образуются в сварном шве и околошовной зоне при высокой температуре и в связи с низкой деформационной способностью и низкой межкристаллитной прочностью металла шва и околошовной зоны. Холодные трещины – образуются при температурах ниже 200°С, когда свойства металла уже равны или близки к тем, которые характерны для металла при нормальной температуре. Образованию и развитию холодных трещин в значительной мере способствует водород. Особенность холодных трещин – зарождение и распространение их вдоль и вглубь шва может длиться в течении минут , часов и суток. Причины – низкая свариваемость основного металла, не соответствие сварочных материалов с маркой основного металла, места скопления дефектов – пор, шлаковых включений, непровар; наличие вредных примесей – серы, фосфора, азота; места резкого перехода от металла шва к основному металлу; наличие не заплавленных кратеров; отсутствие предварительного подогрева; неравномерный нагрев и резкое охлаждение стыка; сварка при отрицательных температурах.
Трещины бывают : вдоль шва, поперек и разветвленные.
Непровары – отсутствие местного сплавления. Бывают между валиками и по разделке кромок. Причины – малый ток, большая скорость сварки, недостаточная квалификация.
Газовые поры – полости произвольной формы, заполненные газом и расположенные в металле шва с выходом на поверхность или без выхода. Могут располагаться в любом месте сечения шва. Возникают при кристаллизации металла шва вследствие выделения из сварочной ванны таких газов как: водород, азот, окись углерода. Поры бывают сферические, удлиненные, канальные, цепочки и скопления пор. Чтобы уменьшить образование пор, необходимо:
Зачищать кромки от ржавчины
Просушивать кромки или подогревать перед сваркой
Перед сваркой прокаливать сварочные материалы
Сварку вести под слоем флюса, в среде газа или покрытыми электродами предельно короткой дугой
Сварщик должен держать сварочную ванну дольше в жидком состоянии, чтобы газы успели выйти из металла шва
Применять электроды с «Б» покрытием.
Шлаковые включения: загрязнения металла в виде шлака, не успевшего всплыть на поверхность металла в процессе кристаллизации. Шлаковые включения уменьшают рабочее сечение шва, приводят к понижению прочности сварного соединения. Бывают – компактные, удлиненные, цепочки и скопления. Причины – наличие шлаковых карманов, наличие серы и фосфора в металле шва (сульфидные и фосфатные включения), плохая зачистка слоев от шлака.