

4.Меры профилактики электротравматизма. Билет №17.
1.Мертвая зона. Стрела пэп.
Мертвая зона. Стрела искателя.
М.З.- область сварного соединения, в которой данной аппаратурой и при данной настройке дефекты не выявляются. Это основной недостаток УЗД.
М.З. определяется минимальной глубиной цилиндрического отражателя, эхо-сигнал от которого не совпадает по времени с зондирующим импульсом и импульсами шумов. М.З.пр=(τз+τш)•Сl/2, М.Знакл= <(τз+τш - τпр)•Сt/2>•cosα, где
з – время зондирующего импульса, ш – шумов, пр – в призме. Величина М.З. зависит от :
1. длительности зондирующего импульса
2.конструкции ПЭП
3.угла ввода
4.частоты
М.З. уменьшается при увеличении 1.угла ввода, 2.частоты, 3.размеров призмы. М.З. по СО2, на частоте 2,5 мгц равна 3мм для угла β 50° и 54°, для прямого ПЭП и углов β 30° и 40°.
Стрела искателя –расстояние от передней грани ПЭП до точки выхода луча.
2.Методика контроля сварных швов нахлесточных соединений.
Методика контроля сварных швов нахлесточных соединений:
Сварные швы нахлесточных соединений целесообразно контролировать со стороны основного листа однократно отраженным лучом. При этом выявляются дефекты – непровары, поры, шлаки. Выбор угла ввода зависит от соотношения катетов.
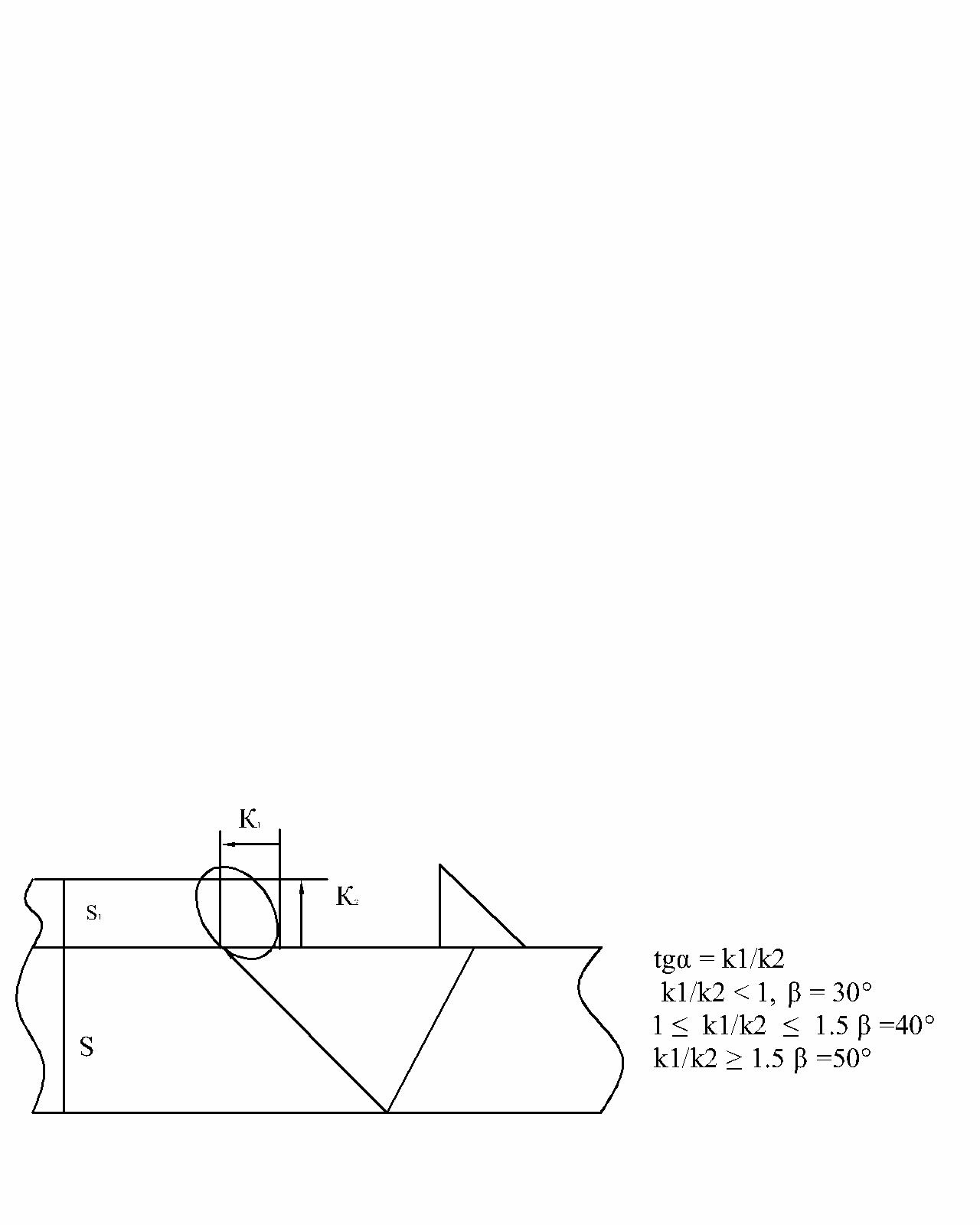
П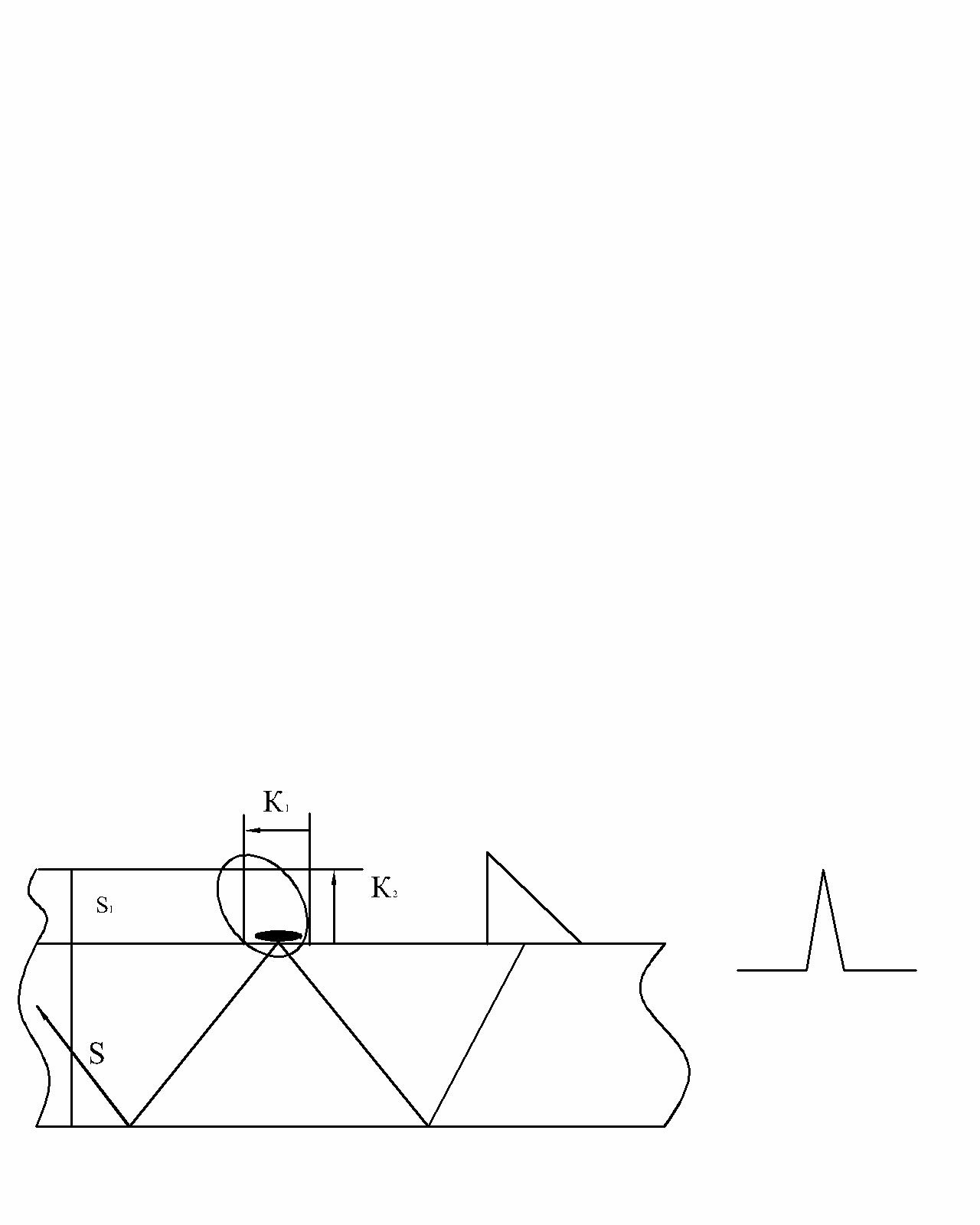 рименение
данной методики обеспечивает выявление
большинства дефектов. Однако установлено
что непровары, ориентированные по
горизонтальной кромке могут быть
пропущены. Это объясняется тем, что УЗ
волна падает на горизонтально – плоский
дефект, отражается под углом и не
возвращается на искатель.
рименение
данной методики обеспечивает выявление
большинства дефектов. Однако установлено
что непровары, ориентированные по
горизонтальной кромке могут быть
пропущены. Это объясняется тем, что УЗ
волна падает на горизонтально – плоский
дефект, отражается под углом и не
возвращается на искатель.
В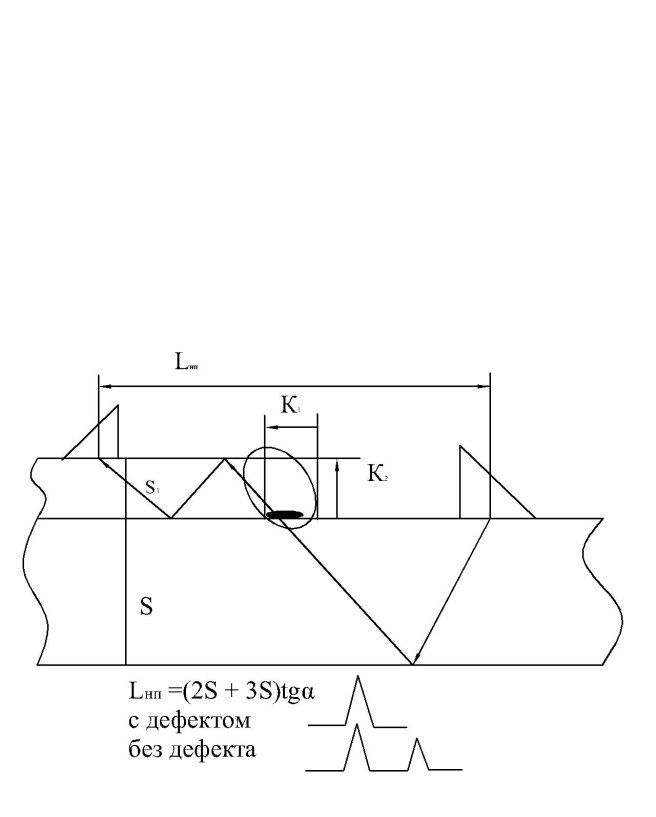 ыявление
горизонтальных непроваров возможно
при использовании зеркально – теневого
метода с включением искателей по
раздельно – совмещенной схеме.
ыявление
горизонтальных непроваров возможно
при использовании зеркально – теневого
метода с включением искателей по
раздельно – совмещенной схеме.
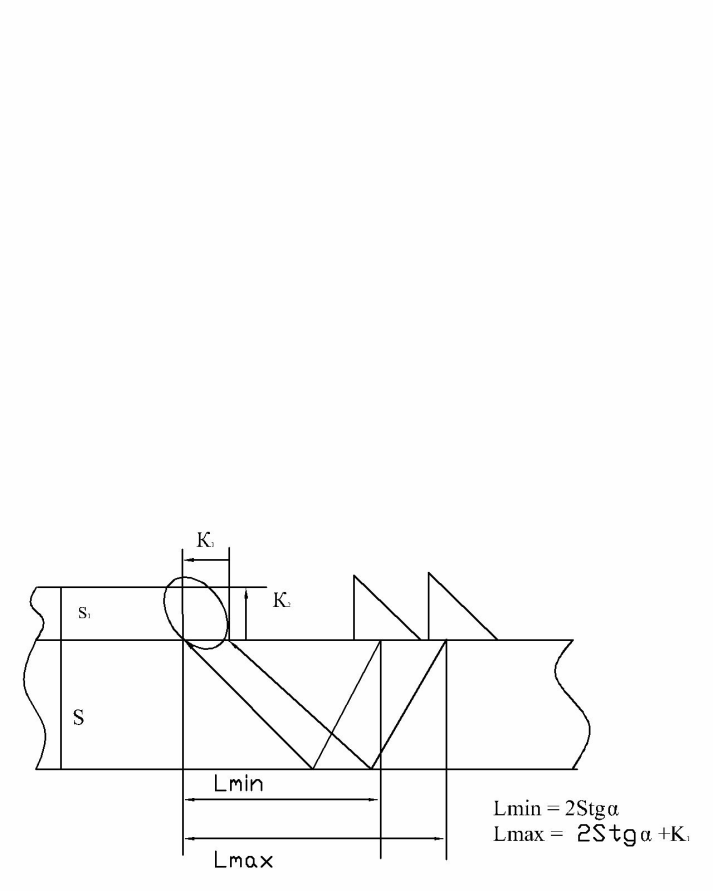
УЗ луч, проходя от передающего ПЭП через бездефектный шов принимается приемным ПЭП. При этом на экране появляется импульс на расстоянии H = 2S + 3S1. При обнаружении в шве горизонтального непровара или другого крупного дефекта, расположенного в наплавленном металле шва, амплитуда импульса на экране падает. При контроле необходимо строго соблюдать расстояние между точками ввода луча Lmin = (2S+3S1)tgα. Для соблюдения этого расстояния применяют специальные держатели, которые позволяют фиксировать это расстояние и обеспечивают смещение искателей в вертикальной плоскости для создания надежного акустического контакта искателей, перемещающихся по плоскости, расположенной на разных уровнях. Для тщательного прозвучивания всего наплавленного металла шва искатели перемещают в интервале примерно равном величине К1. При отсутствии дефекта импульс на экране дефектоскопа остается постоянным по амплитуде и уменьшается на концах зоны перемещения.
3.Классификация электродов по гост-9466.
.классификация электродов по ГОСТ 9466-75:
Маркировка электродов:
1 –тип электрода
2 – марка (УОНИ – 13/45, ВСЦ – 4, ЛБ – 52)
3 – диаметр электрода в мм
4 – обозначение по назначению
5 – обозначение по толщине покрытия
6 – характеристика наплавленного металла
7 – вид покрытия
8 – допустимое положение при сварке
9 – род тока и полярность
1 тип электрода показывает, какую прочность возможно получить при сварке данными электродами.
4 – У – для углеродистых и низколегированных конструкционных сталей
Л – для легированных
В – для высоколегированных
Т – для легированных теплоустойчивых
Н – для наплавки поверхностных слоев.
5 - по отношению наружного диаметра D покрытия к диаметру проволоки d электрода:
М – D/d <или =1.2 – с тонким покрытием
С - 1.2<D/d <или = 1.45 – средним
Д – 1.45< D/d < или = 1.8 – толстым
Т - D/d больше 1.8 – особо толстое.
6 – Е513 по справочнику характеристика наплавленного металла
7 - по виду покрытия:
Б – основное
Ц – целлюлозное
Р – рутиловое
РБ – рутил-основное
А – кислое
П – прочие
Ж – более 20% железного порошка
8 1 – для всех положений
2 – кроме вертикального сверху - вниз
3 – кроме потолочного и сверху – вниз
4 – для нижнего
9 0 – обратная полярность
1 – любая полярность 50 вольт
2 – прямая 50
3 – обратная 50
4 – любая 70
5 – прямая 70
6 – обратная 70
7 – любая 90
8 – прямая 90
9 – обратная 90